Для наружных поверхностей Σ Вi = πdо δ zmax/360 zc,
где δ − угол контакта протягиваемой поверхности с режущими кромками зубьев протяжки.
Максимально допустимая сила резания определяется, исходя:
– из силы, допускаемой опасным сечением хвостовика,
Pхв =[σ ]Fох,
где [ σ ] − допускаемое напряжение при растяжении; Fхв − площадь опасного сечения хвостовика;
– силы резания, допускаемой опасным сечением режущей части протяжки (перед первым зубом),
Pоп = Fоп[σ ],
где Fоп − площадь опасного сечения протяжки перед первым зубом,
Fоп = π (dо− 2hо )2 / 4 ;
– силы, допускаемой тяговым усилием станка Fст. Для этого необходимо выбрать модель протяжного станка.
Наименьшее из Fхв, Fоп и Fст принимается в качестве максимально допустимой силы резания Pдоп. Принятое значение Pдоп сопоставить с тяговым усилием станка Pст: Pдоп = (0,8...0,9) Pст.
Таблица 7 . 1 0
Осевая сила резания qo
Подача Sz, |
|
Передний угол γ , ° |
|
Подача Sz, |
|
Передний угол γ , ° |
|
мм/зуб |
5 |
10 |
15 |
20 |
25 |
мм/зуб |
5 |
10 |
15 |
20 |
25 |
0,01 |
78 |
48 |
37 |
30 |
26 |
0,21 |
533 |
462 |
423 |
398 |
381 |
0,02 |
100 |
70 |
56 |
48 |
43 |
0,22 |
558 |
483 |
443 |
416 |
398 |
0,03 |
124 |
91 |
76 |
67 |
60 |
0,23 |
578 |
504 |
462 |
434 |
416 |
0,04 |
148 |
112 |
95 |
84 |
77 |
0,24 |
602 |
525 |
481 |
453 |
433 |
0,05 |
171 |
132 |
114 |
103 |
95 |
0,25 |
626 |
541 |
501 |
471 |
451 |
|
|
|
|
|
|
|
|
|
|
|
|
0,06 |
195 |
153 |
134 |
121 |
112 |
0,26 |
645 |
562 |
520 |
494 |
468 |
|
|
|
|
|
|
|
|
|
|
|
|
0,07 |
218 |
174 |
153 |
139 |
130 |
0,27 |
669 |
583 |
539 |
512 |
491 |
|
|
|
|
|
|
|
|
|
|
|
|
0,08 |
241 |
195 |
172 |
157 |
146 |
0,28 |
693 |
604 |
559 |
531 |
508 |
|
|
|
|
|
|
|
|
|
|
|
|
0,09 |
264 |
216 |
191 |
176 |
165 |
0,29 |
711 |
624 |
579 |
549 |
526 |
|
|
|
|
|
|
|
|
|
|
|
|
0,10 |
289 |
236 |
212 |
194 |
181 |
0,30 |
735 |
645 |
597 |
567 |
544 |
|
|
|
|
|
|
|
|
|
|
|
|
0,11 |
311 |
258 |
230 |
212 |
200 |
0,31 |
752 |
666 |
617 |
586 |
561 |
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 7 . 1 0
Подача Sz, |
|
Передний угол γ , ° |
|
Подача Sz, |
|
Передний угол γ , ° |
|
мм/зуб |
5 |
10 |
15 |
20 |
25 |
мм/зуб |
5 |
10 |
15 |
20 |
25 |
0,12 |
334 |
277 |
249 |
232 |
217 |
0,32 |
776 |
687 |
628 |
604 |
579 |
0,13 |
358 |
298 |
269 |
250 |
237 |
0,33 |
800 |
708 |
655 |
623 |
596 |
|
|
|
|
|
|
|
|
|
|
|
|
0,14 |
380 |
320 |
288 |
268 |
253 |
0,34 |
823 |
722 |
675 |
641 |
614 |
|
|
|
|
|
|
|
|
|
|
|
|
0,15 |
403 |
338 |
312 |
286 |
271 |
0,35 |
840 |
743 |
694 |
659 |
631 |
|
|
|
|
|
|
|
|
|
|
|
|
0,16 |
425 |
360 |
327 |
304 |
291 |
0,36 |
863 |
763 |
713 |
678 |
649 |
|
|
|
|
|
|
|
|
|
|
|
|
0,17 |
446 |
381 |
346 |
325 |
308 |
0,37 |
887 |
784 |
733 |
696 |
667 |
|
|
|
|
|
|
|
|
|
|
|
|
0,18 |
468 |
402 |
365 |
343 |
325 |
0,38 |
910 |
805 |
752 |
714 |
684 |
|
|
|
|
|
|
|
|
|
|
|
|
0,19 |
492 |
419 |
385 |
362 |
342 |
0,39 |
933 |
825 |
771 |
733 |
702 |
|
|
|
|
|
|
|
|
|
|
|
|
0,20 |
513 |
433 |
404 |
380 |
364 |
0,40 |
957 |
846 |
791 |
751 |
719 |
|
|
|
|
|
|
|
|
|
|
|
|
Kнв, Kp, Kсож − поправочные коэффициенты, зависящие от обрабатываемого материала, способа разделения стружки и состава СОЖ (табл.7.11 − 7.13).
Таблица 7 . 1 1
Поправочный коэффициент Kнв
Обрабатываемый материал |
Твердость НВ |
Коэффициент Kнв |
Конструкционные и легированные стали, отно- |
< 275 |
|
сящиеся к группе резания Р (подгруппы Р01, |
1,3 |
Р10, Р20) после закалки и отпуска |
|
|
|
Конструкционные и легированные стали, отно- |
|
|
|
сящиеся к группе резания Р (подгруппы Р01, |
130...320 |
1,0 |
Р10, Р20), в отожженном, нормализованном и |
горячекатанном состоянии |
|
|
|
Инструментальные, высоколегированные и бы- |
|
|
|
строрежущие стали, стальное литье (подгруппы |
200...250 |
1,4 |
Р20, Р30, Р40) |
|
|
|
Чугуны серые, ковкие, относящиеся к группе |
< 200 |
0,5 |
резания К (подгруппы К01, К10, К20) |
>200 |
0,7 |
Бронзы, латуни (группа N, подгруппа N30) |
≤ |
110 |
0,4 |
Алюминиевые сплавы (группа N, подгруппа |
≤ |
100 |
0,4 |
N20) |
|
|
|
ГЛАВА 8. ЗУБОНАРЕЗАНИЕ
Все существующие зуборезные инструменты разделяют на инструменты, работающие методом копирования или методом обкаточного огибания.
По методу копирования работают: дисковые и пальцевые фрезы для эвольвентных прямозубых и косозубых зубчатых колес, зубодолбежные головки и протяжки; по методу обкаточного огибания – червячные зуборезные фрезы для нарезания прямозубых и косозубых эвольвентных зубчатых колес, червячных колес, зуборезные долбяки, шеверы, зубострогальные резцы.
Выбор зуборезных инструментов для нарезания зубчатых колес осуществляется соответственно следующему пошаговому подходу:
1.Выбор конструктивных и геометрических параметров зуборезных инструментов, работающих по методу копирования.
2.Выбор конструктивных и геометрических параметров зуборезных инструментов, работающих по методу обкатки.
3.Рекомендации по выбору режимов резания при зубонареза-
нии.
Рассмотрим каждый шаг подробнее.
8.1.Выбор конструктивных и геометрических параметров зуборезных инструментов, работающих по методу копирования
Метод копирования − это метод, при котором профиль режущей части инструмента соответствует профилю впадины зуба нарезаемого колеса. Зуборезные инструменты, работающие по методу копирования, обеспечивают малую производительность и невысокую точность нарезаемых колес и используются в единичном производстве для обработки неответственных зубчатых колес. К таким инструментам относятся дисковые и пальцевые модульные фрезы.
Существуют стандартные дисковые фрезы, изготовляемые комплектами, состоящими из 8 фрез (для нарезания колес с модулем до 8 мм включительно) и 15 фрез (для колес с модулем свыше 8 мм). Они предназначаются для обработки колес с Z1 = 12 − ∞ . Каждая фреза комплекта предназначена для обработки колес в определенном диапазоне Z1.
Приведем номера фрезы в наборе из 8 штук и число зубьев обрабатываемых ею колес:
Номер фрезы |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Число зубьев |
12... |
13 14... |
16 17... |
20 21... |
25 26... |
34 35...54 55 |
...134 св.135 |
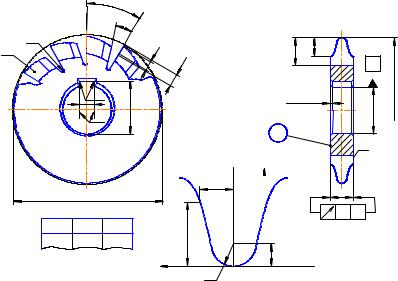
Конструктивные параметры дисковых фрез из быстрорежущей стали (рис. 8.1) следует выбирать по рекомендациям ГОСТ 1383868 для модулей 0,2…1,0 мм (табл. 8.1), а для модулей
1,125…16 мм − по ГОСТ 19996-68 (табл. 8.2).
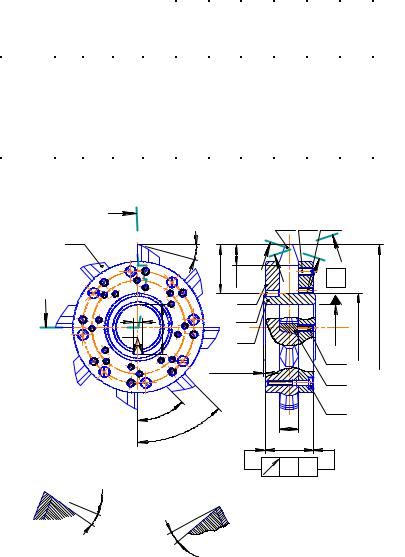
Основные размеры сборных твердосплавных дисковых фрез представлены в табл. 8.3. В качестве примера на рис. 8.2 представлена конструкция сборной твердосплавной дисковой зуборезной фрезы [29].
|
|
ε |
|
|
|
|
θ |
|
|
r |
|
|
|
|
z |
|
|
|
î |
|
ê |
|
h |
|
|
H |
|
|
|
ê |
1 |
|
|
|
|
â |
r |
1 |
|
f•45Å |
|
|
t |
|
2 фаски |
|
|
|
|
|
|
|
|
ï. |
|
|
|
|
Профиль шаблона |
|
|
|
|
xn |
|
d'à î |
|
|
zn |
|
|
|
|
¹ |
xn |
zn |
|
|
точки |
|
n |
|
|
|
|
x |
|
|
|
zn |
l |
|
|
|
|
|
|
|
|
R |
|
Рис. 8.1. Цельная дисковая зуборезная фреза |
Окончание табл. 8 . 2
Модуль |
dao |
d |
z |
|
|
Ширина В у фрез номеров |
|
|
m0, мм |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
5,5 |
100 |
27 |
12 |
20 |
19 |
18,5 |
18 |
17,5 |
17 |
16 |
15,5 |
6,0 |
110 |
32 |
10 |
21,5 |
21 |
20 |
19,5 |
19 |
18 |
17,5 |
17 |
6,5 |
110 |
32 |
10 |
23 |
22,5 |
22,5 |
21,5 |
20 |
19,5 |
19 |
18 |
7,0 |
110 |
32 |
10 |
24,5 |
24 |
23 |
22 |
21,5 |
21 |
20 |
19,5 |
8,0 |
125 |
32 |
10 |
28 |
27 |
26 |
25 |
24,5 |
24 |
23 |
22 |
9,0 |
125 |
32 |
10 |
31 |
30 |
29 |
28 |
27 |
27 |
26 |
24 |
10,0 |
140 |
40 |
10 |
34 |
33 |
32 |
31 |
30 |
29 |
28 |
27 |
11 |
140 |
40 |
10 |
37 |
36 |
35 |
34 |
33 |
32 |
31 |
29 |
12 |
160 |
40 |
10 |
41 |
39 |
38 |
37 |
36 |
35 |
34 |
32 |
14 |
160 |
40 |
10 |
47 |
45 |
43 |
43 |
41 |
40 |
39 |
37 |
16 |
180 |
50 |
10 |
53 |
52 |
50 |
48 |
47 |
45 |
44 |
42 |
|
Â-Â |
|
|
|
|
4 |
5 |
6 |
|
H h |
À |
|
|
Á |
|
|
|
Á |
|
À À |
|
3 |
|
|
|
da |
2 |
|
|
|
|
|
d |
d1 |
1 |
|
|
|
|
|
|
f•45Å |
|
|
7 |
|
|
|
8 |
|
2 фаски |
|
|
|
Á-Á
 α
α 
 α
α
Рис. 8.2. Сборная твердосплавная дисковая зуборезная фреза
Таблица 8 . 3
Основные размеры сборных дисковых зуборезных фрез, мм
Модуль |
|
Диаметр фрезы, мм |
Число зубьев |
m0, мм |
Наружный |
|
Посадочного отверстия |
|
2 |
140 |
|
40 |
12 |
4 |
160 |
|
40 |
12 |
|
|
|
|
|
6 |
180 |
|
50 |
12 |
|
|
|
|
|
8 |
200 |
|
60 |
10 |
|
|
|
|
|
12 |
240 |
|
80 |
10 |
|
|
|
|
|
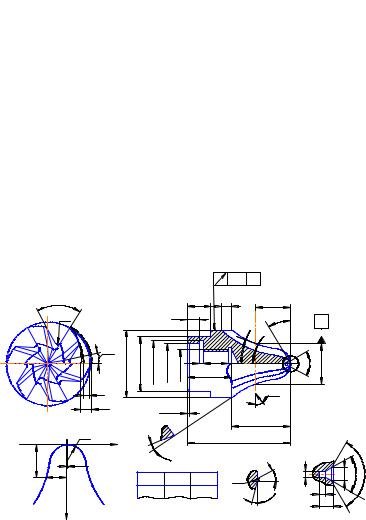
Пальцевые фрезы являются специальным инструментом и серийно не изготавливаются. Применяются при нарезании прямозубых и косозубых зубчатых колес модулем 8…50 мм, а также для нарезания шевронных колес.
В отличие от дисковых фрез пальцевые фрезы крепятся консольно с помощью резьбы, с базированием по цилиндрическому
пояску d2.
Основные размеры пальцевых зуборезных фрез из быстрорежущей стали представлены на рис. 8.3 и в табл. 8.4, 8.5.
|
|
|
|
|
|
|
|
|
À |
|
|
|
|
θ |
' |
|
|
|
|
l5 |
l6 |
l |
|
|
|
|
|
r |
|
|
|
l1 |
|
|
30Å |
À |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
a |
b |
|
|
|
|
|
θ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l2 |
|
l3 |
Ì |
|
|
|
|
|
d |
S |
d |
d |
|
60Å |
d |
|
|
|
|
M... |
|
|
|
|
|
|
ao |
|
1 |
2 |
|
|
l4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ê |
|
|
|
|
|
|
t' |
|
|
|
|
|
ê1 |
|
|
f•45Å |
|
|
Êó =... |
|
|
|
|
|
|
|
|
|
|
|
|
|
Профиль шаблона М... |
|
|
|
|
|
|
l7 |
|
|
|
|
|
r |
|
|
|
|
|
L |
|
Ì |
|
|
|
|
|
|
|
α |
|
|
|
|
|
|
|
ro |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
|
|
|
|
|
|
|
o |
|
Dö |
|
|
|
|
|
|
|
|
|
|
x |
ro |
|
|
точки |
xo |
ro |
r |
1 |
2 |
60Å |
120Å |
|
|
|
|
d |
d |
|
|
|
|
¹ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
α |
l1 |
|
|
|
|
|
|
|
|
|
|
|
N |
l2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
xo |
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 8.3. Пальцевая зуборезная фреза |
|
|
|
Таблица 8 . 4
Основные размеры пальцевых зуборезных фрез, мм
Диаметр |
Номин. |
Параметры резьбы |
|
|
|
|
|
|
|
фрезы |
диаметр |
Шаг |
d2 |
d1 |
d2 |
|
l1 |
l2 |
|
d1 |
l4 |
|
|
резьбы |
|
|
|
|
|
|
|
|
|
|
|
40 |
16 |
2 |
15,088 |
14,00 |
20 |
|
6 |
1 |
|
21 |
22 |
45 |
– 50 |
20 |
2,5 |
18,791 |
17,44 |
25 |
|
6 |
1 |
|
26 |
26 |
55 |
– 60 |
24 |
3 |
22,491 |
20,87 |
30 |
|
8 |
1,5 |
|
32 |
32 |
65 |
– 70 |
30 |
3,5 |
28,24 |
26,35 |
40 |
|
10 |
1,5 |
|
42 |
40 |
75 |
– 80 |
36 |
4 |
33,937 |
31,78 |
50 |
|
15 |
2 |
|
52 |
50 |
85 –100 |
42 |
4,5 |
39,632 |
37,20 |
55 |
|
15 |
2 |
|
57 |
58 |
105 –110 |
45 |
4,5 |
42,373 |
40,22 |
60 |
|
15 |
2 |
|
62 |
60 |
115 –120 |
48 |
5 |
45,427 |
42,72 |
65 |
|
18 |
2 |
|
67 |
64 |
125 –130 |
64 |
6 |
60,813 |
57,56 |
80 |
|
18 |
2 |
|
82 |
70 |
140 –170 |
72 |
– |
– |
– |
90 |
18 |
2 |
|
92 |
78 |
180 |
– 220 |
80 |
– |
– |
– |
100 |
18 |
2 |
|
102 |
84 |
|
|
|
|
|
|
Таблица 8 . 5 |
Основные размеры пальцевых зуборезных фрез, мм |
|
|
|
|
|
|
|
Диаметр |
Размеры под ключ |
l6 |
|
|
L |
фрезы |
|
S |
l5 |
|
|
|
|
|
|
|
|
40 |
|
32 |
15 |
8 |
|
|
27 |
45 |
– 50 |
36 |
– 41 |
16 –18 |
8 |
|
28 – 32 |
55 |
– 60 |
46 |
– 50 |
20 |
8-10 |
|
36 |
– 38 |
65 |
– 70 |
55 |
– 60 |
23 |
10-12 |
|
41 |
– 45 |
75 |
– 80 |
65 |
– 70 |
30 |
12-14 |
|
50 |
– 56 |
85 –100 |
75 |
– 80 |
33 |
14 |
|
59 |
– 63 |
105 –110 |
|
95 |
42 |
16 |
|
67 – 76 |
115 –120 |
|
95 |
42 |
18 |
|
|
82 |
125 –130 |
110 |
42 |
18 |
|
|
82 |
140 –170 |
120 –130 |
42 |
18 |
|
86 |
– 92 |
180 |
– 220 |
130 –160 |
42 |
20 |
|
92 |
– 96 |
Размеры торцовой части пальцевых зуборезных фрез (см. рис. 8.3) в зависимости от модуля выбираются по табл. 8.6.
Таблица 8 . 6
Основные размеры торцовой части пальцевых зуборезных фрез
m, мм |
d, мм |
d1, мм |
l, мм |
l1, мм |
ϕ |
16…28 |
1 |
2,5 |
1,3 |
1,2 |
60° |
30…50 |
1,5 |
4,0 |
2,2 |
1,8 |
60° |

8.2. Выбор конструктивных и геометрических параметров зуборезных инструментов, работающих по методу обкатки
Червячные фрезы (ЧФ) являются многолезвийными инструментом реечного типа, работающим по методу обката, и применяются для черновой, получистовой и чистовой обработки прямозубых и косозубых цилиндрических зубчатых колес с эвольвентным профилем.
В основу конструкции фрезы положен основной червяк, зацепление которого с нарезаемым колесом представляет собой винтовую передачу. Применяются три типа исходного червяка: конволютный, архимедов и эвольвентный. Червячные фрезы для нарезания эвольвентных цилиндрических зубчатых колес, в основу которых положен эвольвентный червяк, из-за сложности их проектирования, изготовления и контроля применяются крайне редко.
При профилировании приближенным методом в качестве основного принимается конволютный червяк с прямолинейным профилем в нормальном к витку или впадине сечении. Выбор конволютного червяка упрощает профилирование фрез, сводя его к заданию прямолинейного профиля боковой поверхности червяка в нормальном сечении и к отождествлению профиля червяка и профиля затылованного зуба фрезы в этом сечении с контуром исходной инструментальной рейки (ИКР) (рис. 8.4, б). При этом угол профиля α о зуба ЧФ в нормальном сечении равен или не-
много отличается от угла α .
Рис.8.4. Исходный контур рейки: а − для зубчатых колес; б – для инструментов