

9534
.pdf62 Приложение 1
Т а б ли ц а 1
Значение скорости распространения ультразвуковых колебаний в конструкционных марках сплавов на основе железа
|
Значение скорости |
Температурный коэффициент |
||
Обозначение марки сплава |
скорости распространения |
|||
распространения УЗК, m/s |
||||
|
УЗК, (m/s) |
0 C |
||
|
|
|||
Сталь 3 |
5930 |
|
|
|
Сталь 10 |
5920 |
|
|
|
Сталь У10 |
5925 |
|
|
|
Сталь 40 |
5925 |
|
|
|
Сталь У8 |
5900 |
|
|
|
Сталь 50 |
5920 |
|
|
|
Сталь 45Л-1 |
5925 |
|
|
|
Сталь ШХ-15 |
5965 |
|
|
|
Сталь 40Х13 |
6070 |
|
|
|
Сталь 30ХГСА |
5915 |
|
|
|
Сталь 30ХМА |
5950 |
|
|
|
Сталь 08Х17Н14М3 |
5720 |
|
|
|
Сталь 1Х18Н9Т |
5720 |
|
|
|
Сталь 12Х18Н10Т |
5760 |
0,5 – 0,7 |
|
|
Сталь ЭП33 |
5650 |
|
||
|
|
|||
Сталь ЭП428 |
5990 |
|
|
|
Сталь ЭП543 |
5750 |
|
|
|
Сталь 30ХРА |
5900 |
|
|
|
Сталь ЭП814 |
5900 |
|
|
|
Сталь ЭИ437БУ |
5990 |
|
|
|
Сталь ЭИ612 |
5680 |
|
|
|
Сталь ЭИ617 |
5930 |
|
|
|
Сталь ЭИ766А |
6020 |
|
|
|
СтальЭИ826 |
5930 |
|
|
|
Сталь ХН77Т0Р |
6080 |
|
|
|
Сталь 40ХНМА |
5600 |
|
|
|
Сталь ХН70ВМТ0 |
5960 |
|
|
|
Сталь ХН35ВТ |
5680 |
|
|
|
Т а б л и ц а 2
Значение скорости распространения ультразвуковых колебаний в конструкционных марках сплавов на основе титана
|
Значение скорости |
Температурный коэффициент |
|
Обозначение марки сплава |
скорости распространения |
||
распространения УЗК, m/s |
|||
|
УЗК, (m/s) 0 C |
||
|
|
||
ВТ6С |
6150 |
|
|
ОТ4 |
6180 |
|
|
ВТ4 |
6090 |
|
|
ВТ14 |
6105 |
0,6 – 0,7 |
|
ВТ9 |
6180 |
|
|
3В |
6170 |
|
|
ВТ1 |
6080 |
|

63 Приложение 1
Т а б л и ц а 3
Значение скорости распространения ультразвуковых колебаний в конструкционных марках сплавов на основе алюминия
|
Значение скорости |
Температурный коэффициент |
|
Обозначение марки сплава |
скорости распространения |
||
распространения УЗК, m/s |
|||
|
УЗК, (m/s) 0 C |
||
|
|
||
Д16 |
6380 |
|
|
Д16АТ |
6365 |
|
|
Д16ТПП |
6420 |
|
|
В95 |
6280 |
|
|
В95Т1ПП |
6330 |
|
|
АМГ2 |
6390 |
|
|
АМГ2М |
6390 |
|
|
АМГ3 |
6400 |
|
|
АМГ5 |
6390 |
1 – 1,2 |
|
АМГ5М |
6380 |
|
|
АМГ6 |
6380 |
|
|
АМГ6М |
6405 |
|
|
АД |
6360 |
|
|
АД1 |
6385 |
|
|
Д1 |
6365 |
|
|
АМЦ |
6405 |
|
|
АК4-1 |
6390 |
|
Т а б л и ц а 4
Значение скорости распространения ультразвуковых колебаний в конструкционных марках сплавов на основе меди
|
Значение скорости |
Температурный коэффициент |
|
Обозначение марки сплава |
скорости распространения |
||
распространения УЗК, m/s |
|||
|
УЗК, (m/s) 0 C |
||
|
|
||
Медь |
4680 |
|
|
М1 |
4780 |
|
|
М2 |
4750 |
|
|
ЛС52-1 |
4050 |
|
|
ЛС59-1 |
4360 |
|
|
ЛС63 |
4180 |
|
|
Л62 |
4680 |
|
|
Л63 |
4440 |
0,5 – 0,6 |
|
Л68 |
4260 |
|
|
БрХО, 8Л |
4850 |
|
|
БрХО, 8Д |
4860 |
|
|
БрКМц 3-1 |
4820 |
|
|
БрОЦ 4-3 |
4550 |
|
|
БрАМц 9-2 |
5060 |
|
|
БрАЖМц 10-3-1,5 |
4900 |
|
|
|
|
|
|
64 |
|
Приложение 2 |
|
ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ МЕТАЛЛОВ ПЛАВЛЕНИЕМ |
||||||||
|
Классификация, обозначение и определения по ГОСТ 30242-97 |
|||||||
|
|
|
|
|
|
|
|
|
Обозначение |
|
|
|
|
|
|
|
|
дефекта |
Наименование |
|
Определение и/или |
Рисунки сварных швов и |
||||
Цифро- |
Исполь- |
|
||||||
вое |
зуемое |
дефекта |
|
пояснение дефекта |
соединений с дефектами |
|||
|
|
|
|
|
|
|
||
|
МИС |
|
|
|
|
|
|
|
|
|
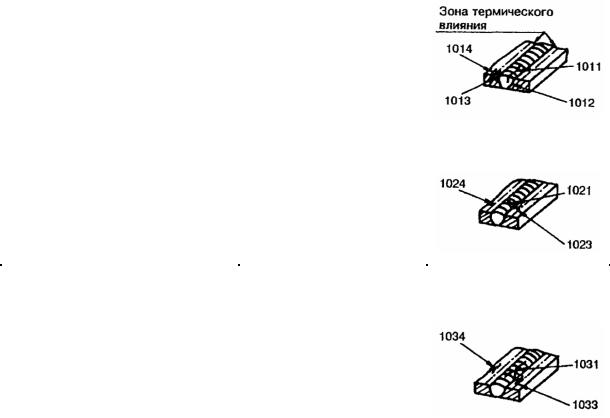
Группа 1. Трещины |
|
|||||
|
|
|
Несплошность, вызванная |
|
||||
|
|
|
местным |
разрывом шва, |
|
|||
100 |
Е |
Трещины |
который |
может |
возник- |
|
||
|
нуть в результате охла- |
|
||||||
|
|
|
|
|||||
|
|
|
ждения |
или |
|
действия |
|
|
|
|
|
нагрузок |
|
|
|
|
|
|
|
|
Трещина, имеющая мик- |
|
||||
|
|
Микротре- |
роскопические |
размеры, |
|
|||
|
|
которую |
обнаруживают |
|
||||
1001 |
|
щина |
|
|||||
|
физическими методами не |
|
||||||
|
|
|
|
|||||
|
|
|
менее чем при пятидеся- |
|
||||
|
|
|
тикратном увеличении |
|
||||
|
|
|
Трещина, |
ориентирован- |
|
|||
101 |
Еа |
|
ная параллельно оси свар- |
|
||||
|
ного шва. |
|
|
|
|
|||
|
|
|
|
|
|
|
||
|
|
Продольная |
Она может располагаться: |
|
||||
1011 |
|
трещина |
в металле сварного шва; |
|
||||
1012 |
|
|
на границе сплавления; |
|
||||
1013 |
|
|
в зоне термического влия- |
|
||||
|
|
ния; |
|
|
|
|
||
|
|
|
|
|
|
|
||
1014 |
|
|
в основном металле |
|
||||
|
|
|
Трещина, |
|
|
|
|
|
102 |
Eb |
|
ориентированная |
поперек |
|
|||
|
оси |
сварного |
шва. Она |
|
||||
|
|
Поперечная |
|
|||||
|
|
может располагаться: |
|
|||||
|
|
трещина |
|
|||||
1021 |
|
в металле сварного шва; |
|
|||||
|
|
|
||||||
1023 |
|
|
в |
зоне |
термического |
|
||
|
|
влияния; |
|
|
|
|
||
|
|
|
|
|
|
|
||
1024 |
|
|
в основном металле |
|
||||
|
|
|
Трещины, радиально рас- |
|
||||
103 |
Е |
|
ходящиеся |
из |
одной |
|
||
|
|
|
точки. Они могут быть: |
|
||||
1031 |
|
Радиальные |
в металле сварного шва; |
|
||||
|
трещины |
|
||||||
1033 |
|
в зоне термического влия- |
|
|||||
|
|
|
||||||
|
|
ния; |
|
|
|
|
||
|
|
|
|
|
|
|
||
1034 |
|
|
в основном металле |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

|
|
|
|
|
|
65 |
|
|
|
Приложение 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение |
|
|
|
|
|
|
|
|
|
|
дефекта |
Наименование |
|
Определение и/или |
|
Рисунки сварных швов и |
|||||
Цифро- |
Исполь- |
|
|
|||||||
дефекта |
|
пояснение дефекта |
|
соединений с дефектами |
||||||
вое |
зуемое |
|
|
|||||||
|
|
|
|
|
|
|
|
|
||
|
МИС |
|
|
|
|
|
|
|
|
|
|
|
|
Трещина |
в |
кратере |
|
||||
104 |
Ec |
Трещина в |
сварного |
шва, |
которая |
|
||||
|
|
может быть: |
|
|
|
|
||||
|
|
кратере |
|
|
|
|
||||
1045 |
|
продольной; |
|
|
|
|
||||
|
|
|
|
|
|
|||||
1046 |
|
|
поперечной; |
|
|
|
|
|||
1047 |
|
|
звездообразной |
|
|
|
|
|||
105 |
Е |
|
Группа трещин, |
которые |
|
|||||
|
могут располагаться: |
|
|
|||||||
|
|
Раздельные |
|
|
||||||
1051 |
|
в металле сварного шва; |
|
|
||||||
|
трещины |
|
|
|||||||
1053 |
|
в |
зоне |
термического |
|
|||||
|
|
|
||||||||
|
|
влияния; |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|||
1054 |
|
|
в основном металле |
|
|
|
||||
|
|
|
Группа трещин, возник- |
|
||||||
106 |
Е |
|
ших из одной трещины. |
|
|
|||||
|
|
Разветвленные |
Они могут располагаться: |
|
||||||
1061 |
|
трещины |
в металле сварного шва; |
|
|
|||||
1063 |
|
|
в зоне термического влия- |
|
||||||
|
|
ния; |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
1064 |
|
|
в основном металле |
|
|
|
||||
|
|
|
Группа 2. Поры |
|
|
|
||||
|
|
|
Полость |
произвольной |
|
|||||
|
|
Газовая по- |
формы, образованная га- |
|
||||||
200 |
А |
лость |
зами, |
задержанными |
в |
|
||||
|
|
|
расплавленном |
металле, |
|
|||||
|
|
|
которая не имеет углов |
|
|
|||||
2011 |
Аа |
Газовая пора |
|
Газовая полость обычно |
|
|
||||
|
|
сферической формы |
|
|
||||||
|
|
|
|
|
|
|||||
|
|
|
|
|
||||||
|
|
Равномерно |
Группа газовых пор, рас- |
|
||||||
|
|
пределенных равномерно |
|
|||||||
|
|
распределенная |
|
|||||||
2012 |
|
в |
металле |
сварного |
шва. |
|
||||
|
пористость |
|
||||||||
|
|
Следует отличать от це- |
|
|||||||
|
|
|
|
|||||||
|
|
|
почки пор (2014) |
|
|
|
|
|||
|
|
|
Группа газовых |
полостей |
|
|||||
|
|
|
(три или более), располо- |
|
||||||
|
|
Скопление пор |
женных кучно с расстоя- |
|
||||||
2013 |
|
нием |
между ними |
менее |
|
|||||
|
|
|
трех |
максимальных |
раз- |
|
||||
|
|
|
меров большей из поло- |
|
||||||
|
|
|
стей |
|
|
|
|
|
|
|

|
|
|
|
|
|
|
|
|
|
Приложение 2 |
|
|
|
|
|
|
|
|
|
|
|
Обозначение |
|
|
|
|
|
|
|
|
|
|
дефекта |
Наименование |
Определение и/или |
|
Рисунки сварных швов и |
||||||
Цифро- |
Исполь- |
|
||||||||
дефекта |
пояснение дефекта |
|
соединений с дефектами |
|||||||
вое |
зуемое |
|
||||||||
|
|
|
|
|
|
|
|
|
||
|
МИС |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
Ряд газовых пор, распо- |
|
||||||
|
|
|
ложенных |
в |
линию, |
|
||||
|
|
Цепочка пор |
обычно |
параллельно |
оси |
|
||||
2014 |
|
сварного шва, |
с расстоя- |
|
||||||
|
|
|
||||||||
|
|
|
нием |
между ними |
менее |
|
||||
|
|
|
трех |
максимальных |
раз- |
|
||||
|
|
|
меров большей из пор |
|
|
|||||
|
|
|
Несплошность, |
вытянутая |
|
|||||
|
|
Продолговатая |
вдоль оси сварного шва. |
|
||||||
2015 |
Аb |
полость |
Длина |
несплошности |
не |
|
||||
|
|
|
менее чем в два раза |
|
||||||
|
|
|
превышает высоту |
|
|
|
||||
|
|
|
Трубчатая |
полость |
в |
|
||||
|
|
|
металле |
сварного |
шва, |
|
||||
|
|
|
вызванная |
выделением |
|
|||||
|
|
|
газа. Форма и положение |
|
||||||
2016 |
Ab |
Свищ |
свища |
|
определяются |
|
||||
|
режимом затвердевания и |
|
||||||||
|
|
|
|
|||||||
|
|
|
источником газа. Обычно |
|
||||||
|
|
|
свищи |
группируются |
в |
|
||||
|
|
|
скопления |
|
|
|
и |
|
||
|
|
|
распределяются елочкой |
|
||||||
|
|
Поверхностная |
Газовая |
пора, |
которая |
|
||||
|
|
нарушает |
сплошность |
|
||||||
2017 |
|
пора |
|
|||||||
|
поверхности сварного шва |
|
||||||||
|
|
|
|
|||||||
|
|
|
|
|
|
|||||
|
|
Усадочная |
Полость, |
образующаяся |
|
|||||
202 |
R |
раковина |
вследствие |
усадки |
во |
|
||||
|
|
|
время затвердевания |
|
|
|
||||
|
|
|
Усадочная |
раковина |
в |
|
||||
|
|
|
конце |
валика |
сварного |
|
||||
2024 |
К |
Кратер |
шва, не заваренная до или |
|
||||||
во |
время |
выполнения |
|
|||||||
|
|
|||||||||
|
|
|
|
|||||||
|
|
|
последующих проходов |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
Группа 3. Твердые включения
300 |
|
Твердое |
Твердые |
инородные |
|
|
|
включение |
вещества металлического |
|
|
|
|
|
или |
неметаллического |
|
|
|
|
происхождения в металле |
|
|
|
|
|
сварного шва. Включения, |
|
|
|
|
|
имеющие хотя бы один |
|
|
|
|
|
острый |
угол, называются |
|
|
|
|
остроугольными |
|
|
|
|
|
включениями |
|
|

|
|
|
|
|
|
67 |
|
Приложение 2 |
||
|
|
|
|
|
|
|
|
|
|
|
Обозначение |
|
|
|
|
|
|
|
|
||
дефекта |
Наименование |
Определение и/или |
Рисунки сварных швов и |
|||||||
Цифро- |
Исполь- |
|||||||||
дефекта |
пояснение дефекта |
соединений с дефектами |
||||||||
вое |
зуемое |
|||||||||
|
|
|
|
|
|
|
|
|||
|
МИС |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
Шлак, попавший в металл |
|
||||||
|
|
|
сварного шва. В зависи- |
|
||||||
301 |
Ва |
Шлаковое |
мости от условий образо- |
|
||||||
|
|
включение |
вания |
такие |
|
включения |
|
|||
|
|
|
могут быть: |
|
|
|
|
|||
3011 |
|
|
линейными; |
|
|
|
|
|||
3012 |
|
|
разобщенными; |
|
|
|
||||
3013 |
|
|
прочими |
|
|
|
|
|
||
|
|
|
Флюс, попавший в металл |
См. 3011-3013 |
||||||
|
|
|
сварного шва. В зависи- |
|
||||||
302 |
G |
Флюсовое |
мости от условий образо- |
|
||||||
|
|
вания |
такие |
|
включения |
|
||||
|
|
включение |
|
|
||||||
|
|
могут быть: |
|
|
|
|
||||
|
|
|
|
|
|
|
||||
3021 |
|
|
линейными; |
|
|
|
|
|||
3022 |
|
|
разобщенными; |
|
|
|
||||
3023 |
|
|
прочими |
|
|
|
|
|
||
|
|
Оксидное |
Оксид металла, |
попавший |
|
|||||
303 |
J |
включение |
в металл сварного шва во |
|
||||||
|
|
|
время затвердевания |
|
|
|||||
|
|
|
Частица |
инородного |
ме- |
|
||||
304 |
Н |
|
талла, попавшая в металл |
|
||||||
Металлическое |
сварного |
шва. |
Различают |
|
||||||
|
|
|
||||||||
|
|
включение |
частицы из: |
|
|
|
|
|||
3041 |
|
|
вольфрама; |
|
|
|
|
|||
3042 |
|
|
меди; |
|
|
|
|
|
|
|
3043 |
|
|
другого металла |
|
|
|||||
|
|
Группа 4. Несплавление и непровар |
||||||||
|
|
|
Отсутствие |
соединения |
|
|||||
|
|
|
между металлом сварного |
|
||||||
401 |
|
|
шва и основным металлом |
|
||||||
|
|
или |
между |
отдельными |
|
|||||
|
|
Несплавление |
|
|||||||
|
|
валиками |
сварного |
шва. |
|
|||||
|
|
|
Различают несплавления: |
|
||||||
4011 |
|
|
по боковой стороне; |
|
|
|||||
4012 |
|
|
между валиками; |
|
|
|||||
4013 |
|
|
в корне сварного шва |
|
|
|||||
|
|
Непровар |
Несплавление основного |
|
||||||
|
|
(неполный |
|
|||||||
402 |
D |
металла по всей длине |
|
|||||||
провар) |
|
|||||||||
|
|
шва или на участке |
|
|||||||
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 2 |
|
|
|
|
|
|
|
Обозначение |
|
|
|
||
дефекта |
Наименование |
Определение и/или |
Рисунки сварных швов и |
||
Цифро- |
Исполь- |
||||
дефекта |
пояснение дефекта |
соединений с дефектами |
|||
вое |
зуемое |
||||
|
|
|
|||
|
МИС |
|
|
|
|
|
|
|
|
|
|
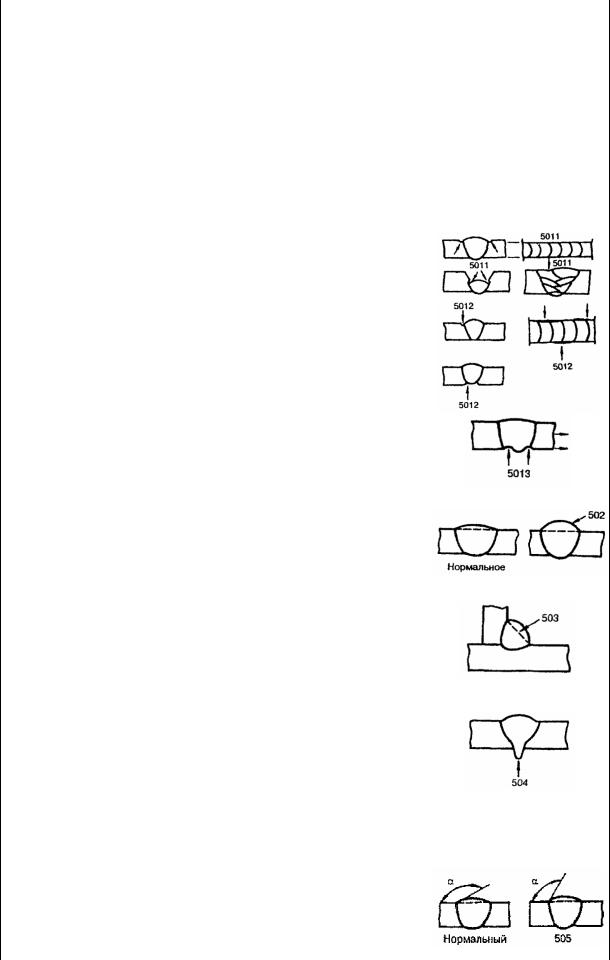
Группа 5. Нарушение формы шва
|
|
|
Отклонение |
|
формы |
|
|||
|
|
Нарушение |
наружных |
поверхностей |
|
||||
500 |
|
формы |
сварного |
|
шва |
или |
|
||
|
|
|
геометрии соединения от |
|
|||||
|
|
|
установленного значения |
|
|||||
5011 |
F |
|
|
|
|
|
|
|
|
|
|
|
Углубление продольное |
|
|||||
|
|
Подрез |
на наружной поверхности |
|
|||||
|
|
|
|||||||
|
|
непрерывный |
валика сварного шва, |
|
|||||
|
|
|
образовавшееся при |
|
|||||
5012 |
F |
|
|
|
сварке |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
Подрез со стороны корня |
|
|||||
|
|
Усадочная |
одностороннего |
сварного |
|
||||
5013 |
|
шва, |
вызванный |
усадкой |
|
||||
|
канавка |
|
|||||||
|
|
по |
границе |
сплавления |
|
||||
|
|
|
|
||||||
|
|
|
(см. также 512) |
|
|
|
|||
|
|
|
Избыток |
наплавленного |
|
||||
|
|
Превышение |
металла |
на |
лицевой |
|
|||
502 |
|
выпуклости |
стороне |
стыкового |
шва |
|
|||
|
|
стыкового шва |
сверх |
установленного |
|
||||
|
|
|
значения |
|
|
|
|
|
|
|
|
|
Избыток |
наплавленного |
|
||||
|
|
Превышение |
металла |
на |
лицевой |
сто- |
|
||
|
|
роне |
углового |
шва |
(на |
|
|||
503 |
|
выпуклости |
|
||||||
|
всей |
длине |
или |
на |
|
||||
|
|
углового шва |
|
||||||
|
|
участке) сверх установ- |
|
||||||
|
|
|
ленного значения |
|
|
||||
|
|
|
Избыток |
наплавленного |
|
||||
504 |
|
Превышение |
металла на обратной сто- |
|
|||||
|
проплава |
роне стыкового шва сверх |
|
||||||
|
|
|
|||||||
|
|
|
установленного значения |
|
|||||
|
|
|
|
|
|
|
|||
|
|
Местное пре- |
Местный |
|
избыточный |
|
|||
5041 |
|
вышение про- |
проплав |
сверх |
установ- |
|
|||
|
плава |
ленного значения |
|
|
|||||
|
|
|
|
||||||
|
|
|
|
|
|||||
|
|
|
Угол α между поверхно- |
|
|||||
|
|
Неправильный |
стью основного металла и |
|
|||||
505 |
|
профиль |
плоскостью, |
касательной |
|
||||
|
|
сварного шва |
к поверхности |
сварного |
|
||||
|
|
|
шва, |
менее |
установлен- |
|
|||

|
|
|
|
|
|
|
|
|
|
|
|
Приложение 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение |
|
|
|
|
|
|
|
|
|
|
|
|
дефекта |
Наименование |
|
Определение и/или |
|
Рисунки сварных швов и |
|||||||
Цифро- |
Исполь- |
|
|
|||||||||
дефекта |
|
пояснение дефекта |
|
соединений с дефектами |
||||||||
вое |
зуемое |
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
||
|
МИС |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
ного значения |
|
|
|
|
|
||||
|
|
|
Избыток |
наплавленного |
|
|||||||
|
|
Наплав |
металла |
сварного |
шва, |
|
||||||
506 |
|
натекший на поверхность |
|
|||||||||
|
|
|
||||||||||
|
|
|
основного металла, но не |
|
||||||||
|
|
|
сплавленный с ним |
|
|
|
||||||
|
|
|
Смещение |
между |
двумя |
|
||||||
|
|
|
свариваемыми |
|
элемен- |
|
||||||
507 |
|
Линейное |
тами, при котором их по- |
|
||||||||
|
смещение |
верхности |
располагаются |
|
||||||||
|
|
|
||||||||||
|
|
|
параллельно, но не на |
|
||||||||
|
|
|
требуемом уровне |
|
|
|
|
|||||
|
|
|
Смешение |
между |
двумя |
|
||||||
|
|
Угловое |
свариваемыми |
|
элемен- |
|
||||||
|
|
тами, при котором их по- |
|
|||||||||
508 |
|
смещение |
|
|||||||||
|
верхности |
располагаются |
|
|||||||||
|
|
|
|
|||||||||
|
|
|
под углом, |
отличающимся |
|
|||||||
|
|
|
от требуемого |
|
|
|
|
|
||||
|
|
|
Металл |
сварного |
шва, |
|
||||||
|
|
|
осевший |
вследствие |
дей- |
|
||||||
|
|
|
ствия силы тяжести и не |
|
||||||||
509 |
|
|
имеющий |
сплавления |
с |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
соединяемой |
|
поверхно- |
|
||||||
|
|
|
стью. В зависимости от |
|
||||||||
|
|
|
условий это может быть: |
|
|
|||||||
5091 |
|
Натек |
натек при горизонтальном |
|
||||||||
|
|
|||||||||||
|
|
положении сварки; |
|
|
|
|||||||
|
|
|
|
|
|
|||||||
|
|
|
натек в нижнем или пото- |
|
||||||||
5092 |
|
|
лочном |
|
|
|
положении |
|
||||
|
|
|
сварки; |
|
|
|
|
|
|
|
|
|
5093 |
|
|
натек в |
угловом сварном |
|
|||||||
|
|
шве; |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
||
5094 |
|
|
натекание |
в |
шве |
нахле- |
|
|||||
|
|
сточного соединения |
|
|
|
|||||||
|
|
|
|
|
|
|||||||
|
|
|
Вытекание |
металла |
сва- |
|
||||||
|
|
Прожог |
рочной |
ванны, |
в |
резуль- |
|
|||||
510 |
|
тате которого |
образуется |
|
||||||||
|
|
|
||||||||||
|
|
|
сквозное |
отверстие |
|
в |
|
|||||
|
|
|
сварном шве |
|
|
|
|
|
|
|||
|
|
|
Продольная |
непрерывная |
|
|||||||
|
|
Неполностью |
или |
прерывистая |
канавка |
|
||||||
511 |
|
заполненная |
на |
поверхности сварного |
|
|||||||
|
разделка |
шва из-за недостаточно- |
|
|||||||||
|
|
|
||||||||||
|
|
кромок |
сти присадочного металла |
|
||||||||
|
|
|
при сварке |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
Приложение 2 |
|
|
|
|
|
|
|
|
|
|
Обозначение |
|
|
|
|
|
|
|
|
|
дефекта |
Наименование |
Определение и/или |
|
Рисунки сварных швов и |
|||||
Цифро- |
Исполь- |
|
|||||||
дефекта |
пояснение дефекта |
|
соединений с дефектами |
||||||
вое |
зуемое |
|
|||||||
|
|
|
|
|
|
|
|
||
|
МИС |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
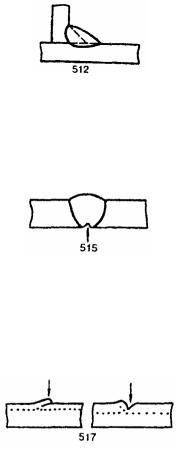
Чрезмерная |
Чрезмерное превышение |
|
|||||
512 |
|
асимметрия |
размеров одного катета |
|
|||||
|
|
углового шва |
над другим |
|
|
|
|||
|
|
|
|
|
|
|
|||
|
|
Неравномерная |
Отклонение |
ширины |
от |
|
|||
513 |
|
установленного |
значения |
|
|||||
|
ширина шва |
|
|||||||
|
|
вдоль сварного шва |
|
|
|
||||
|
|
|
|
|
|
||||
|
|
Неровная |
Грубая |
неравномерность |
|
||||
514 |
|
поверхность |
формы |
|
поверхности |
|
|||
|
|
|
усиления шва по длине |
|
|
||||
|
|
|
Неглубокая |
канавка |
со |
|
|||
|
|
Вогнутость |
стороны |
корня односто- |
|
||||
515 |
|
корня шва |
роннего сварного шва, об- |
|
|||||
|
|
|
разовавшаяся |
|
вследствие |
|
|||
|
|
|
усадки (см. также 5013) |
|
|
||||
|
|
Пористость в |
Наличие |
пор |
в |
корне |
|
||
|
|
сварного |
шва |
вследствие |
|
||||
|
|
корне сварного |
|
||||||
516 |
|
возникновения |
пузырьков |
|
|||||
|
шва |
|
|||||||
|
|
во время затвердевания |
|
||||||
|
|
|
|
||||||
|
|
|
металла |
|
|
|
|
|
|
|
|
|
Местная |
|
неровность |
|
|||
517 |
|
Возобновление |
поверхности |
|
в |
месте |
|
||
|
|
возобновления сварки |
|
|
|||||
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
Приложение 3
ЗАКЛЮЧЕНИЕ по результатам ультразвукового контроля качества сварных
соединений поясных листов стенки резервуара
Наименование объекта контроля – вертикальный цилиндрический резервуар низкого давления для хранения светлых нефтепродуктов объемом 400м3.
Тип и № прибора – Установка ультразвуковая измерительная (УИУ) серии «Сканер», зав. № 243.
Дата последней поверки дефектоскопа – 09.2006г.
Тип и № преобразователя – акустический блок преобразователей АБ1, №243.
Дата последней поверки преобразователей – 09.2006г.
Участки контроля – 1) горизонтальный сварной шов соединения 1-го и 2-го поясов стенки резервуара; 2) вертикальные сварные швы соединения обечаек 1-го пояса
Тип сварного соединения – стыковое.
Толщина соединяемых элементов – 4мм.
Выполненный объем контроля – по горизонтальному сварному шву соединения 1-го и 2-го поясов – 23,7% длины шва; по вертикальным сварным швам соединения обечаек 1-го пояса – 58,1%.
Требуемый объем контроля – по горизонтальному сварному шву соединения 1-го и 2-го поясов – 5% длины шва; по вертикальным сварным швам соединения обечаек 1-го пояса – 10%.
Результаты ультразвукового контроля качества сварных швов приведены в протоколах ультразвуковой толщинометрии. Маркировка и привязка швов приведена на карте контроля (рис. П.3.1).
Выводы: по результатам проведенной ультразвуковой дефектоскопии сварных швов установлено следующее: сварной шов №23 не удовлетворяет требованиям современных норм по качеству (ПБ 03-605-03) и требует замены на участке длиной 300мм.
Руководитель подразделения |
Ф.И.О. |
Подпись |
должность |
|
|
Исполнитель |
Ф.И.О. |
Подпись |
Удостоверение № ____ от _________, выдано_____________________
уровень квалификации