

Выбор элементов конструкции и проектирование резцов с неперетачиваемыми пластинами (90
..pdf2779
Министерство образования и науки российской федерации Федеральное государственное образование, бюджетное учреждение высшего профессионального образования
«Липецкий государственный технический университет» Кафедра технологии машиностроения
ВЫБОР ЭЛЕМЕНТОВ КОНСТРУКЦИИ И ПРОЕКТИРОВАНИЕ РЕЗЦОВ С НЕПЕРЕТАЧИВАЕМЫМИ ПЛАСТИНАМИ
Методические указания к лабораторной работе № 1 по дисциплине «Режущий инструмент»
Составитель: С. К. Амбросимов
Липецк Липецкийгосударственный технический университет
2012
УДК 621.(07)
А – 613
Рецензент: канд. техн. наук, доц. Е. С. Кириллов
Амбросимов С.К.
А – 613 Выбор элементов конструкции и проектирование резцов с неперетачиваемыми пластинами: Методические указания к лабораторной работе № 1 по дисциплине «Режущий инструмент»/С.К. Амбросимов, – Амбросимов Липецк: Издательство ЛГТУ, 2012. – 16 с.
Табл. 7. Ил. 4.Библиогр.: 1 назв.
© ФГБОУ ВПО Липецкий государственный технический университет
2
Лабораторная работа №1
Выбор элементов конструкции и проектирование резцов с неперетачиваемыми пластинами
Цель работы – изучение конструктивных особенностей резцов с многогранными твердосплавными пластинами, приобретение навыков выбора режущих пластин, механизма крепления в зависимости от условий обработки и опыта проектирования резца.
Материальное обеспечение:
1.Резцы с механическим креплением многогранных пластин.
2.Чертежные принадлежности.
3.Микрокалькулятор.
4.Справочная литература.
5.ГОСТы на резцы.
Методика выполнения работы
1.Изучение конструкции резцов.
Вданном разделе работы необходимо выполнить описание полученного для изучения резца в последовательности:
1.1.Тип резца.
Резцы – наиболее распространенный вид режущего инструмента. Они отличаются большим разнообразием, применяются на токарных, долбежных, строгальных, расточных станках (соответственно этому резцы делятся на токарные, строгальные, расточные и долбежные) при наружном точении, расточке, подрезке, отрезке, строгании, долбении, резьбонарезании и комбинированной обработке. По установке относительно обрабатываемой заготовки резцы разделяются на радиальные и тангенциальные. По
3
направлению подачи резцы бывают правые и левые, по конструкции – цельные, составные, сварные, составные с механическим креплением пла-
стин, с пластинами, имеющими задние углы или без них, с отогнутой, изо-
гнутой или оттянутой рабочей частью и т.д.; по материалу режущей части
– из быстрорежущей стали, с пластинами из твердого сплава, минералоке-
рамики, сверхтвердых синтетических материалов. В настоящее время наи-
более широко распространены резцы с неперетачиваемыми пластинами из твердого сплава, минералокерамики и СТМ.
1.2.Принятая схема и способ крепления твердосплавной пласти-
ны.
Основные схемы механического крепления пластин в соответствии с классификацией ИСО приведены на рис.1, а конструктивные разновидно-
сти узлов крепления приведены на рис. 2 [1].
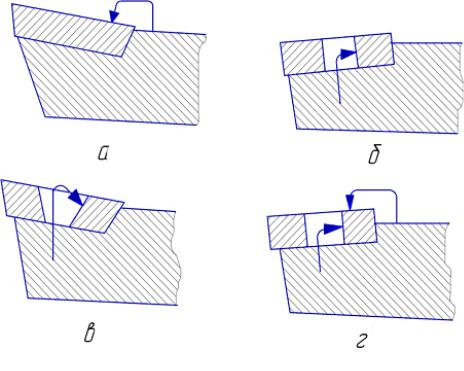
Рис. 1. Схемы механического крепления режущих пластин:
а - прижимом; б - штифтом; в - винтом; г - смещающимся прижимом
4
……………………..а |
б |
в |
г |
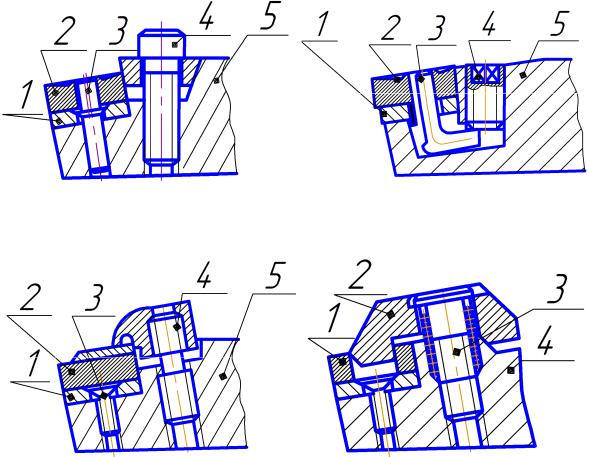
Рис. 2. Конструкции узлов механического крепления многогранных пластин:
а - расклинивающей планкой, б - качающимся штифтом, в - прихватом, при-
жимающим сверху, г - прихватом, прижимающим сверху и сбоку
Крепление расклинивающей планкой используется у резцов отечествен-
ного производства, которые в настоящее время применяются реже, чем ос-
тальные схемы, представленные на рис. 2. Опорная пластина 1 (рис. 2, а)
служит для более жесткой установки режущей пластины. Обе пластины имеют отверстие для крепления штифтом 3. Режущая пластина прижимается к штифту при помощи клина, который затягивается винтом 4 в зазор между корпусом 5 и режущей пластиной.
В современных конструкциях проходных резцов широко применяются крепления с косым или качающимся штифтом (рис. 2, б) конструкция
Sandvik Coromant. Опорная 1 и режущая 2 пластины прижимаются в коорди-
5
натный угол штифтом 3, который поворачивается за счет воздействия на его подпятник винта 4 при ввинчивании в корпус 5.
Конструкция, изображенная на рис. 2, в, применяется для крепления пластин без отверстия, например, для хрупкой минералокерамики. К опорной пластине 1 сверху прижимается режущая 2. Опорная пластина крепится винтом 3. Прихват прижимается винтом 4, который ввинчивается в корпус 5.
На рис. 2, г изображен проходной резец с креплением режущей пластины 1
планкой–прихватом 2, которая при ввинчивании винта 3 в корпус резца 4,
смещается вправо и вниз, за счет наклонной плоскости корпуса, прижимая пластину в координатный угол.
1.3. Корпус резца (державка).
Характеризуется формой и размерами поперечного сечения, материалом,
твердостью. Форма сечения – прямоугольная, квадратная или круглая – зависит от назначения резца.
Прямоугольную форму с отношением H/B=1,6 имеют чистовые и полу-
чистовые резцы, с отношением Н/В=1,25 – у черновых резцов. Квадратная форма – у автоматно-револьверных и расточных резцов, круглая форма – у
расточных и резьбовых резцов. При проектировании предпочтение отдаются наиболее широко применяющимся резцам с квадратной формой сечения державки, т.к. эти резцы уменьшают номенклатуру применения инструмен-
тальных блоков и они более предпочтительны для применения на станках с ЧПУ и токарно-винторезных.
1.4. Элементы стружкодробления.
Дробление может быть обеспечено приданием определенной геометрии режущей части, созданием лунок и уступов на передней поверхности, приме-
нением накладных стружколомов. Размеры лунок и их размещение зависит
6
от характера обработки, Для чистовой обработки применяются пластины с многочисленными мелкими лунками, расположенными по периметру на расстоянии 0,05 – 0,1 мм от режущей кромки. Для черновой обработки при-
меняется фигурная сплошная лунка, расположенная на расстоянии 0,2 – 0,3
ммот режущей кромки.
2.Выбор основных элементов и проектирование резцов
Исходными данными для проектирования резца являются: образец резца с механическим креплением многогранной пластины, выданный для изуче-
ния; материал обрабатываемой детали; вид обработки, согласно выданного варианта (продольное точение, подрезка торца и т.д.) (табл. 1), характер обработки (табл. 2) и условия (табл. 3);. Проектирование осуществляет не-
сколько этапов.
2.1. В зависимости от обрабатываемого материала, характера и условий обработки выбирают материал твердосплавной пластины (табл. 4) по системе обозначений, принятой по ГОСТ и по международной классификации с приведением группы и подгруппы применения и маркировочного цвета.
Например, для получистовой обработки стали по ГОСТ 3882-74 – применя-
ется твердый сплав марки Т15К6, по международной классификации Р10,
цвет синий.
2.2. Подбирают (обосновывают) форму, размеры и положение твердо-
сплавной пластины в зависимости от формы обработанной поверхности
(табл. 5, 6, 7) выбирают геометрические параметры.
Для создания задних углов на главной α и вспомогательной α1 режущих кромках резца пластина (если она не имеет задних углов) должна быть уста-
новлена в державке с наклоном в сторону вершины резца.
7

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1 |
|
|
|
|
|
|
|
|
|
|
|
|
Вид обработки и марка материала |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма поверхности обработки |
Вари- |
Материал |
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ант |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
А |
Р2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Б |
НВ 180 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р3 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
НВ 200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В |
Р3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
НВ 400 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Г |
МС 5.Х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д МС М 1.Х и М 2.Х
|
Е |
МС К 2.Х |
|
4 |
|||
|
|
Ж МС К3.Х
8
Таблица 2
Условия обработки
Условия обработки
а
Хорошие
б
Нормальные
в
Тяжелые
Таблица 3
Характер обработки
Характер обработки
F Хорошие
M Нормальные
R Тяжелые
Главный угол в плане кr (φ) зависит от условий вида обработанной по-
верхности при этом необходимо выбранную пластину размещать так, чтобы вспомогательный угол в плане (φ1) был в пределах от 15º до 8º. При обработ-
ке фасонной поверхности вспомогательный угол в плане определяется углом между касательной к обработанной поверхности и осью заготовки, поэтому для обработки таких поверхностей при меняют пластины формы V или D с
углами при вершине 30º или 55º, соответственно.
9

|
|
|
|
Таблица 4 |
|
Выбор марки твердого сплава |
|
||
|
|
|
|
|
Обрабаты- |
Характеристики |
Условия |
Характер |
Марка спла- |
ваемый мате- |
обрабатываемого |
обработки |
обработки |
ва для пла- |
риал |
материала |
|
|
стин без |
|
|
|
|
заднего угла |
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
Низколегиро- |
|
F |
|
|
ванная сталь |
|
|
|
|
|
M |
GC4215 |
|
|
|
|
||
|
|
|
|
|
|
Р2 |
|
R |
|
|
|
F |
GC4215 |
|
|
|
|
||
|
НВ 180 |
|
|
|
|
|
M |
GC4225 |
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
F |
GC4225 |
|
|
|
M |
GC4235 |
|
|
|
R |
|
|
|
|
|
|
|
Высоколеги- |
|
F |
|
|
рованная сталь |
|
|
|
|
|
M |
GC4215 |
|
|
|
|
||
|
Р3 |
|
R |
|
Р |
|
F |
GC4215 |
|
|
|
|||
НВ 200 |
|
M |
GC4225 |
|
|
|
R |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
F |
GC4225 |
|
|
|
M |
GC4235 |
|
|
|
R |
|
|
|
|
|
|
|
Высоколеги- |
|
F |
GC3005 |
|
рованная сталь |
|
|
|
|
|
M |
GC3215 |
|
|
|
|
||
|
Р3 |
|
R |
GC4205 |
|
|
F |
GC3215 |
|
|
|
|
||
|
НВ 400 |
|
M |
|
|
|
|
||
|
|
|
R |
GC4215 |
|
|
|
F |
GC4215 |
|
|
|
M |
GC4225 |
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
10