

4892
.pdf23
смешивания 3. Горючая смесь к мундштуку 1 поступает по наконечнику 2. Сварочное пламя образуется при сгорании горючей смеси на выходе из мундштука 1.
Инжекторные горелки снабжены сменными наконечниками (обычно их семь номеров), отличающимися друг от друга диаметрами выходных отверстий инжектора и мундштука, что дает возможность изменять мощность ацетиленокислородного пламени.
3.5 ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
Качество сварного шва зависит во многом от правильного выбора способа сварки и применяемых режимов сварки, использования соответствующего присадочного материала и флюса.
При сварке изделий толщиной до 3 мм применяют левый способ сварки, а толщиной свыше 5 мм – правый способ сварки. При левом способе (рис. 3.3, а) горелка движется справа налево, присадочный пруток находится слева от горелки и передвигается впереди пламени. При правом способе горелка движется слева направо, присадочный пруток следует за горелкой. Правая сварка обеспечивает более высокую производительность (на 20…25 %) и меньший расход ацетилена (на 15…25 %) по сравнению с левой сваркой.
Режим сварки определяется мощностью горелки, видом сварочного пламени, углом наклона горелки, диаметром присадочной проволоки.
Мощность сварочного пламени оценивают по расходу ацетилена, рассчитываемого по формуле
А = К1·S, м3/ч |
(3.1) |
где S – толщина свариваемых кромок, мм;
К1 – эмпирический коэффициент, зависящий от физико-химических свойств свариваемых металлов (значения К1 приведены в табл. 3.1).
|
|
Таблица 3.1 |
|
|
Значения коэффициента К1 от свариваемых металлов |
||
|
|
|
|
№ |
|
|
|
п/п |
Название сплавов |
К1 |
|
|
|
|
|
1 |
Углеродистые стали и чугуны |
100…120 |
|
2 |
Коррозионностойкие стали |
70…80 |
|
3 |
Медь |
160…200 |
|
4 |
Алюминий |
75 |
|

24
Рис.3.3 Способы газовой сварки а) левый; б) правый;  - направление сварки
- направление сварки
25
По мощности пламени устанавливают номер мундштука наконечника сварочной горелки. Для сварки одной группы сплавов мощность пламени, а, следовательно, и номер мундштука наконечника будут зависеть только от толщины свариваемых изделий. Номера мундштуков для сварки углеродистых сталей различных толщин указаны в табл. 3.2.
|
|
|
Таблица 3.2 |
|
Выбор номера мундштука |
||
Толщина |
Номер |
Толщина |
Номер мундштука |
металла S, |
мундштука |
металла S, мм |
|
мм |
|
|
|
|
|
|
|
0,2…0,5 |
00 |
6…9 |
4 |
0,5…1,1 |
0 |
9…14 |
5 |
1…2 |
1 |
14..20 |
6 |
2…4 |
2 |
20…30 |
7 |
4…6 |
3 |
|
|
|
|
|
|
По соотношению кислорода и ацетилена в исходной горючей смеси различают три вида пламени – нормальное, науглероживающее и окислительное. Соотношение кислорода к ацетилену для этих видов пламени и название свариваемых материалов, для сварки которых они применяются, приведено в табл. 3.3.
|
|
Таблица 3.3 |
|
Выбор вида пламени |
|
О2_ |
Вид пламени |
Название свариваемого |
С2Н2 |
|
материала |
|
|
|
1 |
Нормальное |
Низко- и среднеуглеродистые |
|
|
стали, низко- и средне- |
|
|
легированные стали |
|
|
|
<1 |
Науглероживающее |
Высокоуглеродистые стали, |
|
|
чугуны |
|
|
|
>1,2 |
Окислительное |
Латуни |
|
|
|
26
От угла наклона оси мундштука горелки к поверхности свариваемых деталей зависит скорость нагрева металла – чем больше угол, тем скорее прогревается металл, однако применять большой угол наклона при сварке тонких изделий нельзя из-за возможности возникновения прожогов. Угол наклона горелки зависит от толщины свариваемых изделий (см. табл. 3.4).
|
|
|
Таблица 3.4 |
|
Выбор угла наклона горелки |
|
|
Толщина |
|
Толщина |
|
свариваемого |
Угол наклона, |
свариваемого |
Угол наклона, |
металла S, мм |
град |
металла S, мм |
град |
|
|
|
|
до 1 |
10 |
7…10 |
50 |
|
|
|
|
1…3 |
70 |
10…12 |
60 |
|
|
|
|
3…5 |
30 |
12…15 |
70 |
|
|
|
|
5…7 |
40 |
15 и выше |
80 |
|
|
|
|
Диаметр присадочной проволоки dПР при сварке изделий толщиной S >10 мм принимается равным 5 мм, а при сварке тонких изделий может быть рассчитан по следующим формулам:
для левого способа |
dПР = 0,5S +1, мм; |
(3.2) |
для правого способа |
dПР = 0,5S, мм |
(3.3) |
В качестве присадочного материала применяют проволоку или прутки по химическому составу близкие к металлам и сплавам свариваемых изделий. Флюсы применяют в основном при сварке цветных металлов для защиты швов от окисления, в связи с чем качество улучшатся. При сварке меди и ее сплавов используют кислые флюсы (буру или буру с борной кислотой), при сварке алюминиевых сплавов – бескислородные флюсы на основе фтористых и хлористых солей лития, калия, натрия и кальция.
Газовую сварку начинают с предварительного прогревания металла пламенем горелки до образования сварочной ванны, после чего в зону жидкого металла вводят конец присадочной проволоки. При сварке пламя горелки располагают таким образом, чтобы кромки расплавляемого металла находились на расстоянии 3…6 мм от конца ядра, так как в этой зоне пламени развивается наибольшая температура.
27
3.6 ЗАДАНИЕ И ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
3.6.1Ознакомиться с основными правилами по охране труда.
3.6.2Уяснить сущность и назначение газовой сварки.
3.6.3Изучить устройство и принцип работы газосварочной аппаратуры.
3.6.4Ознакомиться с сущностью левого и правого способа сварки.
3.6.5Измерить с помощью штангенциркуля с точностью до 0,1 мм толщину предназначенных для сварки заготовок из углеродистой стали и занести результаты в табл. 3.5.
3.6.6Определить мощность сварочного пламени.
3.6.7Определить номер мундштука.
3.6.8Установить вид пламени.
3.6.9Определить угол наклона горелки.
3.6.10Рассчитать диаметр присадочной проводки dПР.
3.6.11Установить по толщине свариваемых изделий способ сварки.
3.6.12Полученные в п. 3.5.4 – 3.5.10 результаты занести в табл. 3.5
3.6.13Осуществить газовую сварку заготовок выбранным способом и в соответствии с установленным режимом сварки. Угол наклона присадочной проволоки при левом способе принять равным 30…40°, а при правом – 40…50°.
3.7 СОДЕРЖАНИЕ ОТЧЕТА
3.7.1Понятие о газовой сварке. Ее назначение.
3.7.2Сущность левого и правого способа сварки, область их применения.
3.7.3Описание методики выбора диаметра присадочной проволоки, номера мундштука, вида пламени, угла наклона горелки и присадочной проволоки, способа сварки.
3.7.4Табл. 3.5 с результатами экспериментов.
3.7.5Схема газового поста и его описание.
3.7.6Описание устройства газовых баллонов.
3.7.7Схема инжекторной горелки, описание ее устройства и принципа
работы.
28
Таблица 3.5
Параметры установленного режима газовой сварки
Наиме- |
Толщи- |
Мощ- |
Но- |
Вид |
Угол |
Спо- |
Диа- |
Давление |
Давление |
Максима- |
||
нова- |
на сва- |
ность |
мер |
пла- |
накло- |
соб |
метр |
газа в |
газа в го- |
льная |
||
ние |
ривае- |
газо- |
мун- |
мени |
на го- |
свар- |
приса- |
бал- |
релке, |
темпера- |
||
ма- |
мых |
вого |
дшту |
|
релки |
ки |
дочной |
лоне, |
МПа |
тура |
||
териала |
загото- |
пламе- |
-ка |
|
в град. |
|
прово- |
МПа |
|
|
газового |
|
|
вок S, |
ни |
|
|
|
|
локи |
|
|
|
|
пламени |
|
мм |
А, |
|
|
|
|
dпр, |
кис- |
аце- |
кис- |
аце- |
|
|
|
м3/ч |
|
|
|
|
мм |
ло- |
ти- |
ло- |
ти- |
|
|
|
|
|
|
|
|
|
род |
лен |
род |
лен |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 ЛАБОРАТОРНАЯ РАБОТА №3
ИЗУЧЕНИЕ ОБОРУДОВАНИЯ И ТЕХНОЛОГИИ КОНТАКТНОЙ ЭЛЕКТРИЧЕСКОЙ СВАРКИ
4.1 ЦЕЛЬ РАБОТЫ
4.1.1 Изучить принцип работы оборудования, применяемого для контактной точечной и стыковой сварки.
4.1.2 Освоить технологию получения сварных изделий контактной, точечной и стыковой сварки.
4.1.3 Изучить методику определения параметров точечной сварки. 4.2 ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
4.2.1Машина контактной точечной сварки типа МТР-1201.
4.2.2Машина контактной стыковой сварки МС-502.
4.2.3Компрессор (давление до 0,6 МПа).
4.2.4Листовой материал из углеродистой стали толщиной 1…2 мм.
4.2.5Пруток из углеродистой стали диаметром 4…8 мм.
4.3 СУЩНОСТЬ ПРОЦЕССА КОНТАКТНОЙ ЭЛЕКТРИЧЕСКОЙ СВАРКИ
29
Контактная электрическая сварка представляет собой процесс соединения деталей путем их нагрева в местах контакта до пластического состояния или оплавления с приложением усилий в процессе пропускания электрического тока или после его выключения. Используют ток большой силы при невысоком напряжении – 0,3…10 В. Ток пропускают через соединяемые детали. В местах контакта деталей происходит интенсивное выделение тепла. Процесс является высокопроизводительным. Можно осуществить сварку углеродистых и легированных сталей, ряда цветных металлов и их сплавов.
Различают в основном три вида электрической контактной сварки – точечную, стыковую, шовную.
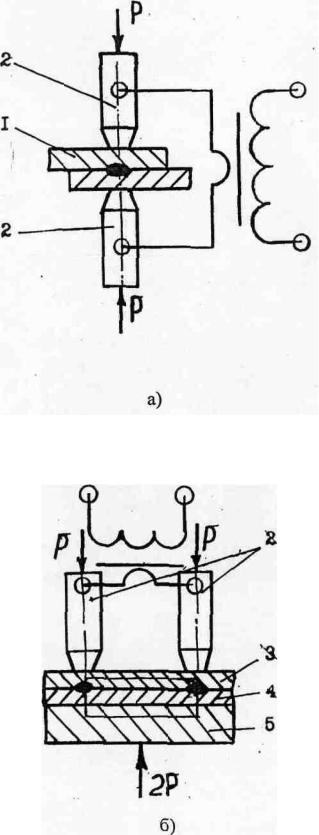
4.3.1 ТОЧЕЧНАЯ СВАРКА
Этим видом сварки получают нахлесточные соединения деталей. В зависимости от расположения электродов относительно свариваемых деталей точечная сварка бывает двухсторонней (рис. 4.1, а) и односторонней (рис. 4.1, б). При двусторонней сварке усилие сжатия прикладывается к заготовкам с двух сторон посредством электродов 2, а при односторонней – с одной стороны в двух местах к заготовкам 3 и 4 с помощью двух электродов. В этом случае применяют медную подкладку 5.
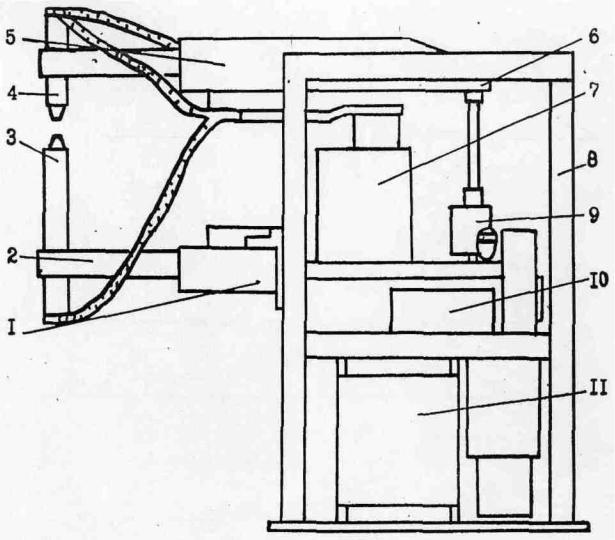
Точечная сварка осуществляется на контактных машинах. Одной из наиболее распространенных является контактная машина типа МТР-1201. Она состоит из следующих основных узлов (рис. 4.2):
-механической части, обеспечивающей сжатие свариваемых деталей между электродами (3 и 4) с заданным усилием и включающей силовую раму 8 и прикрепленный к ней кронштейн 1 с нижним электрододержателем 2, а также пневмоцилиндр 9, к штоку которого прикреплен рычаг 6 с верхним электрододержателем 5;
-электрической части, содержащей сварочный трансформатор 7 с регулируемым вторичным напряжением, регулятор контактной сварки 10, предназначенный для управления последовательностью и продолжительностью операций цикла сварки и контактор 11 для включения
ирегулирования тока первичной обмотки трансформатора 7;
-пневматический системы, обеспечивающей подачу сжатого воздуха в нижнюю (при наличии напряжения) или верхнюю (при его отсутствии) полости пневмоцилиндра 9;
-системы водяного охлаждения (на рисунке не показана).
Режим точечной сварки определяется главным образом силой тока JCB,
силой сжатия Р, временем прохождения тока τ, диаметром электрода dЭ и минимальным шагом между свариваемыми точками tШ. Параметры режимов точечной сварки зависят от толщины свариваемых деталей и природы
30
Рис.4.1 Схема контактной точечной сварки: а - двусторонней; б - односторонней
31
Рис.4.2 Схема контактной точечной сварочной машины МТР-1201
32
свариваемых материалов. Для низкоуглеродистых и низколегированных сталей параметры режимов сварки указаны в табл. 4.1.
Таблица 4.1
Параметры режимов точечной сварки для низкоуглеродистых и низколегированных сталей
|
Толщина |
Диа- |
|
|
Время |
|
Усилие |
Мини- |
№ |
сварива- |
метр |
Сила свароч- |
|
прохож- |
|
на |
мальный |
п/п |
емых |
элект- |
ного JCB, |
|
дения |
|
электро- |
шаг |
|
изделий |
рода |
A |
|
свароч- |
|
ды – Р, |
между |
|
S, |
dЭ, мм |
|
|
ного |
|
Н |
центрами |
|
мм |
|
|
|
тока |
|
|
точек |
|
|
|
|
|
τ, с |
|
|
tШ, мм |
|
|
|
|
|
|
|
|
|
1 |
0,5+0,5 |
5 |
4000…5000 |
|
0,2…0,3 |
|
294…392 |
11 |
|
|
|
|
|
|
|
|
|
2 |
1,0+1,0 |
5 |
6000…7000 |
|
0,2…0,35 |
|
784…1176 |
12 |
|
|
|
|
|
|
|
|
|
3 |
1,5+1,5 |
6 |
7000…8000 |
|
0,25…0,35 |
|
1176…1568 |
14 |
|
|
|
|
|
|
|
|
|
4 |
2+2 |
7 |
8000…9000 |
|
0,25…0,35 |
|
1568…1960 |
16 |
|
|
|
|
|
|
|
|
|
5 |
3+3 |
8 |
12000…16000 |
|
0,6…1,0 |
|
4900…5800 |
25 |
|
|
|
|
|
|
|
|
|
6 |
4+4 |
10 |
14000…18000 |
|
0,8…1,1 |
|
5880…7840 |
35…40 |
|
|
|
|
|
|
|
|
|
7 |
5+5 |
12 |
17000…22000 |
|
0,9…1,2 |
|
7840…8820 |
40…50 |
|
|
|
|
|
|
|
|
|
8 |
6+6 |
12 |
20000…25000 |
|
1,2…1,5 |
|
8820…11760 |
50…60 |
|
|
|
|
|
|
|
|
|
|
4.3.2 СТЫКОВАЯ СВАРКА |
|
|
|
|
|||
|
Сварка осуществляется по всей контактирующей поверхности |
|||||||
соединяемых деталей. |
|
|
|
|
|
|
||
|
Свариваемые детали 5 (рис. 4.3) закрепляют в зажимах 2, размещенных |
|||||||
на неподвижной плите 1 и зажимах 3, укрепленных на подвижной плите 4. |
||||||||
|
Различают |
сварку |
сопротивлением |
и сварку |
оплавлением, последняя |
|||
получила широкое распространение. При этой сварке после включения тока соединяемые детали сводят до соприкосновения друг с другом. В местах контактов, благодаря высокой плотности тока, происходит оплавление контактирующих поверхностей. В этот момент под действием