

Выполнение эскизов деталей готовых изделий
.doc0перация_4в - расточка свободной поверхности с получением опорной плоскости "Т" ОКБ при фиксации втулки 60.04) и, косвенно, опорная плоскость для дет. 60.05) . Здесь технологической и измерительной базой для поверхности "Т" должна быть плоскость "Н", так как расстояние между опорными плоскостями должно быть не меньше высоты буртика на втулке 60.05 - в противном случае крышка "зажмет" эту втулку при сборке вентиля.
0перация_4г - расточка отверстия под резьбу; диаметр его на эскизе не указывается и назначается технологом в зависимости от параметров резьбы и материала заготовки.
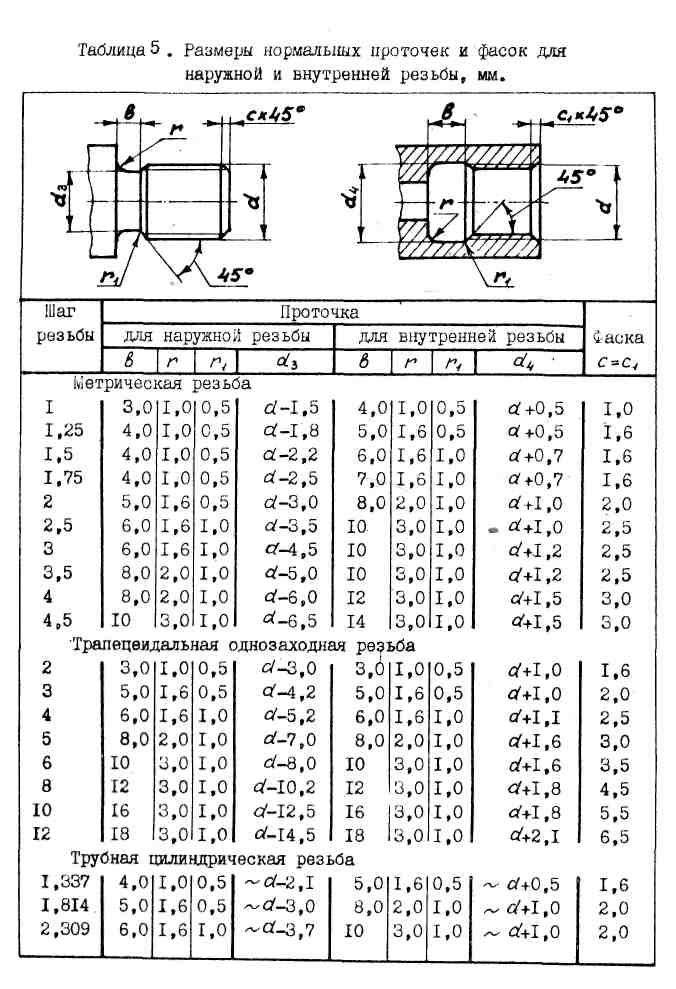
Переход 4д включает две подготовительные операции перед нарезкой резьбы: обработка проточки и фаски. Эти конструктивные элементы выполняют важные функции - фаска предотвращает появление острых кромок заусенцев) на начальном участке резьбы, а проточка обеспечивает выход резьбонарезного инструмента в свободное пространство в конце хода. Форма и размеры этих элементов приводится в справочной литературе и, частично, в табл. 5 в зависимости от типа и шага резьбы.
0перация_4е - нарезание резьбы резцом. Обычно эта операция производится в несколько проходов с постепенным углублением резца в заготовку в каждом проходе до получения полного профиля. В этом случае роль проточки особенно высока, так как выход резца в свободное пространство предохраняет его от возможной поломки.
Конструкторские базы детали - поверхности "П", "Н", "Т","Ф" обрабатываются с одного установа заготовки на станке.
Операции 4ж - 4м придают окончательный вид свободным поверхностям вращения и их выполнение можно проследить на рис.4.
Операция_4н является заключительной и выполняется на фрезерном станке, причем деталь устанавливается на делительной головке, обеспечивающей поворот заготовки на 60° перед каждым проходом фрезы. Здесь ясно видно происхождение закруглений по краям граней шестигранника - это упрощенное изображение гиперболы, образующейся на грани при пересечении ее с конической фаской.
17
Эскизы и технологические схемы остальных деталей вращения студентам предлагается рассмотреть самостоятельно.
Деталь 60.07 - уплотнение имеет очень простую форму, которую можно однозначно описать словами с указанием размеров и материала. На такие детали чертеж (эскиз) можно не выполнять, но присвоить ей обозначение и дать полную характеристику в спецификации (см. образец на стр.34 ).
4.2.3. Эскиз корпусной детали
Деталь 60.04 - Корпус. Эскиз представлен на стр. 20-21, схема технологических операций - на рис. 3. Эскиз корпусной детали выполняется в трех проекциях на Формате A3.
На главном изображении деталь вычерчивается в ее рабочем положении в сборочной единице и дается полный разрез. На виде слева при симметрии изображений дается вид, совмещенный с разрезом. На виде сверху (снизу) деталь вычерчивается в нерассеченном виде.
Технология изготовления включает: 8 операций по обработке центральной части корпуса (За-Зе); 2 х 5=10 операций по обработке боковых штуцеров (Зж-Зк); фрезерование плоскостей "под ключ";
2 х 3=6 операций по обработке резьбовых отверстий, являющихся одной из ОКБ вентиля в целом (Зн-Зп). Всего технология изготовления корпуса включает 27 операций, из которых 18 - токарные.
Конструкторские базы корпуса - поверхности "Г", "Л", "К" и "Ф" обрабатываются с одного установа заготовки на станке.
На эскизе видно, что простановка размеров конструктивных элементов продиктована, в основном, технологией их обработки. Здесь следует обратить внимание на то, чтобы все размеры, относящиеся к одному такому элементу проставлялись, по возможности, на одном изображении (например, диаметр и глубина расточки).
Проточки под резьбу имеют два основных размера - диаметр и наименьшую ширину. Эти размеры нужно проставлять обязательно с использованием справочной литературы или табл. 5.
Величины радиусов закруглений и угол обратной фаски проточки определяются конфигурацией режущего инструмента и рекомендуются в литературе как оптимальные с точки зрения обеспечения плавного . перехода между смежными поверхностями для уменьшения концентрации напряжений в материале детали в зоне проточки при работе устройства. При мелких проточках (см. эскиз дет. 60.06) или большом
18
числе их на детали точную конфигурацию проточки можно не показывать, но обязательно проставлять основные размеры - диаметр и ширину.
Для глухих резьбовых отверстий небольшого диаметра численное значение и размерные линии на глубину нарезки резьбы можно не показывать, так как на практике в большинстве случаев резьбу нарезают метчиком "до упора". Однако, при проектировании детали следует правильно назначать глубину сверления отверстия под резьбу с учетом максимальной длины завинчивания крепежного изделия в деталь и величины недореза резьбы, нормированной в литературе. При . снятии эскизов возможно измерить только глубину сверления.
4.3. Составление спецификации
Согласно ГОСТ 2.102-68 основным конструкторским документом для сборочной единицы является спецификация. Она определяет состав сборочной единицы, комплекса или комплекта и необходима для их изготовления, комплектования конструкторских документов и планирования запуска в производство этих изделий.
Спецификацию выполняют на отдельных листах формата А4 по форме, показанной на стр. 34.
Спецификация в общем случае состоит из разделов, которые располагают в такой последовательности: "Документация"; "Комплексы"; "Сборочные единицы"; "Детали"; "Стандартные изделия"; "Прочие изделия"; "Материалы"; "Комплекты".
Наименование каждого раздела указывают в виде заголовка в графе "Наименование" и подчеркивают сплошной тонкой линией. Выше и ниже каждого заголовка должна быть оставлена одна свободная строка. При отсутствии какого-либо раздела его заголовок в спецификации не пишут.
В данном задании в спецификации указывается только один заголовок - "Детали" и далее записываются все нестандартные детали в порядке возрастания их порядковых номеров.
Все записи на каждой строке выполняются шрифтом №5. Наименование допускается записывать в несколько строк, причем записи в последующих графах заканчиваются на уровне последней строки наименования.
Примечание: далее приведены эскизы деталей и технологические схемы к ним для изделия 60.00, продолжение текста см. на стр. 35.
19










Pис. 6. Технологические операции изготовления лет. 60.04.
1-заготовка, 2-инструмент.
29


Рис. 7. Последовательность технологических операций изготовления дет. № 60.05.
31


а-токарная обработка, 1-й установ: обточка наибольшего цилиндра, обработка цилиндра, проточки и фаски под резьбу, нарезание резьбы резцом, отрезка полуфабриката;

б-токарная обработка, 2-й установ: обточка уплотняющего конуса, округление наконечника;

в-фрезерование плоскостей "под ключ".
Рис. 8. Последовательность технологических операций изготовления дет. № 60.06.
33

Чугуны серые (СЧ) и ковкие (КЧ) применяют для изготовления деталей арматуры, работающей в неагрессивных коррозионных средах (например, вода) при температуре до 40°С и давлении до 1,6 МПа. Заготовка детали, как правило, изготавливается методом литья в земляные формы. Далее производится механическая обработка сопрягаемых и исполнительных поверхностей.
В обозначении СЧ ХХ-ХХ первые две цифры указывают на предел прочности при растяжении (кгс/см2), вторые - предел прочности при изгибе.
В обозначении КЧ ХХ-Х первые две цифры также указывают предел прочности при растяжении, вторая - относительное удлинение образца материала в % при разрыве.
Примеры обозначений в основной надписи чертежа:
СЧ 15-32 ГОСТ 1412-79,
СЧ 18-36 ГОСТ 1412-79, КЧ 30-6 ГОСТ 1215-79,
Углеродистые стали: обыкновенного качества (Ст), качественные и литейные (л). Применяются для изготовления корпусных и других деталей арматуры, работающих в отсутствии контакта с коррозионными или агрессивными средами при температуре до 350°С и давлении до 6,4 МПа.
В обозначении цифры указывают на содержание углерода в сотых долях процента. Примеры обозначений:
СтЗ ГОСТ 380-71 - для неответственных деталей
20 Г0СТ 1050-74,
35 ГОСТ 1050-74,
25Л ГОСТ 977-75.
Легированные коррозионно-стойкие стали применяются для изготовления деталей арматуры, работающих в контакте с коррозионными (вода, пар) и некоторыми агрессивными (кислоты, щелочи) средами при температуре до 600°С и давлении до 20 МПа.
В обозначении первые две цифры указывают на содержание углерода в десятых долях процента. Буквами обозначают легирующие элементы, основные их которых: А-азот, В-вольфрам, Г-марганец, М-молибден, Н-никель, Т-титан, Х-хром, Ю-алюминий. Цифры за буквой - содержание элемента в процентах (при малом содержании цифра не ставится). Последняя буква Л - литейный сплав.
35
Примеры обозначений:
42Х24И5Т ГОСТ 5632-72 - сварные детали;
(2X46I49T ГОСТ5632-72 - корпус, шпиндель, втулки;
З&ХМКМ ГОСТ5632-72 - мелкие детали;
42Х48И9Т/1 ГОСТ 2W6-77 - литые детали;
обшиют гостчои<зб-&гл
0*Шит ГОСТ 5632-72L _ сильфоны;
mi&um гост 5632-72)
20X43 ГОСТ5632-72 - клапаны, золотники; 30X43 ГОСТ 5632-72 -пружины, иглы. Медно-цинковые сплавы - латуни применяются в арматуре небольших типоразмеров для коррозионных сред (вода, пар) при температурах до 250°С и давлении до 1,6 МПа.
В обозначении первые две цифры указывают на содержание меди в процентах. Первая буква I означает латунь, последняя - литейный сплав. Остальные буквенные символы указывают на наличие элементов в сплаве: А-алюминий, Ж-железо, Мц-марганец, 0-олово, С-сви-нец. Примеры обозначений:
/1С59-4П ГОСТ 477Н~ВО\- литые детали; JlMu, 56-2/I ГОСТ 47744-60)
АЬЪ ГОСТ45527-70\- прочие детали; У?68 ГОСТ 45527-70J /1*0 ГОСТ 45527-70 _ сильфоны. Бронзы - сплавы на основе меди с добавлением элементов: А-алюминий, Б-бериллий, Ж-железо, Н-никель, 0-олово, С-свинец, Ф-фосфор, Ц-цинк. Обладают лучшими, в сравнении с латунью, механическими, антифрикционными, коррозионными и литейными свойствами. Применяются для изготовления корпусных деталей, шпинделей, ходовых гаек, зубчатых колес, пружин и т.п.
В обозначении первые две буквы Бр означают - бронза, далее буквы и цифры за ними - наличие элементов и содержание их в %. Примеры обозначений:
6p06U6C3 ГОСТ 641-79 - литые детали; БрДЖЯ-Ц ГОСТ 41475-78 - втулки, седла клапанов; БрБШ4,7 ГОСТ Л/75-711 _ п БрБ2 ГОСТ 48475-78 J Фторопласт-4 применяют для изготовления уплотнений для работы в коррозионных и агрессивных средах. Пример обозначения: Фторопласт-4 ГОСТ 4О0О7-&О.
Резина тепломорозокислотощелочестойкая (ТМЩК) применяется для уплотнения разъемных соединений (в том числе подвижных) при температуре от -60 до +80°С и давлении до 30 МПа.
По твердости резину подразделяют на мягкую (м), средней твердости (С, CI) и повышенной твердости (П, ПI). Выпускается в виде пластин толщиной 0,5-60 мм. Пример обозначения плас-
тины средней твердости (с) толщиной 3 мм. (3): Пластина I ТМКЩ-С-З ГОСТ 7338-77.
Листовой паронит общего назначения (ПОН) применяют для уплотнения неответственных неподвижных соединений с развитой поверхностью уплотнения. Применяется при температуре до 250°С и давлении среды до 4МПа. Выпускается в виде листов толщиной 0,4-6 мм. Пример обозначения для листа 0,8 мм.:
Паронит ПОИ 0,8 ГОСТ 481-80.
Полиэтилен высокого давления (БД) применяется для уплотнения неподвижных соединений при температурах от -60 до +50°С для коррозионных сред. Пример обозначения:
Полиэтилен BД ГОСТ 16338-77.
Шнур асбестовый общего назначения (ШАОН) применяют для уплотнения подвижных выводов запорных деталей арматуры (сальниковые уплотнения шпинделя) при температуре до 400°С и давлении 4,5 МПа для воды, пара, органических растворителей, щелочей, когда незначительная утечка рабочей среды в помещение не представляет серьезной опасности для персонала. Применяется также для теплоизоляции, выполняемой "по месту". Шнур выпускается диаметром 0,15-12мм. В спецификации записывается в разделе "Материалы" с указанием количества в кг. Пример обозначения шнура диаметром 3 мм.: . Шнур асбестовый ШШ 3 ГОСТ 4779-72.
Прессматериалы применяют для изготовления вспомогательных деталей, не контактирующих со средой. Имеют низкую себестоимость и обладают высокими технологическими и декоративными свойствами.
Прессовочный материал АГ-4 применяют для изготовления фасонных деталей прямым или литьевым прессованием без дополнительной ■ механической обработки. Имеет желтый цвет. Пример обозначения: Пресс-материал АГ-kb ГОСТ 20ч37-75.
Пресс-материал черного цвета применяется для изготовления рукояток, маховичков и т.п. Пример обозначения:
Пластмасса марки У2-ЗО4-07 ГОСТ

ЕСКД. Основные положения. Изд. стандартов, М., 1971.
ГОСТ 2.101-68 (СТ СЭВ 364-76). Виды изделий.
ГОСТ 2.102-68. Виды и комплектность конструкторских документов.
ГОСТ 2.104-68 (СТ СЭВ 365-76). Основные надписи.
ГОСТ 2.108-68 (СТ СЭВ 2516-80). Спецификации.
ГОСТ 2.109-73. Основные требования к чертежам.
Фролов С.А., Воинов А.В., Феоктистова Е.Д. Машиностроительное черчение. "Машиностроение", M., I98I.
Федоренко В.А., Шопшн А.И. Справочник по машиностроительному черчению. "Машиностроение", Л., 1982.
Гуревич Д.Ф. Трубопроводная арматура. Справочное пособие. "Машиностроение", Л., 1975.
Анурьев В.И. Справочник конструктора-машиностроителя.Том 1,3. "Машиностроение", М., 1982.
Гуревич Д.Ф., Ширяев В.В., Пайкин И.Х. Арматура атомных электростанций. "Энергоиздат", М., 1982.
ОГЛАВЛЕНИЕ
стр.
Введение 3
Цели и содержание задания 3
Требования к выполнению задания 4
Основные термины и определения .... 4
Понятие о базах и базировании 4
Категории деталей 5
4. Порядок выполнения задания ... 6
Ознакомление со сборочной единицей 7
Съемка эскизов нестандартных деталей 13
Предварительные рекомендации ........ 13
Эскизы деталей вращения с одной осью симметрии 15
Эскиз корпусной детали . 18
4.3. Составление спецификации 19
5. Материалы, применяемые в арматуростроении 35
Справочные таблицы 38
Литература . . . 40
Составители В.М.Соболевский, З.В.Ткаченко Редактор О.Ю.Минаева
Подп.к печати 18.01.1988г. Формат 60x84/16
Печать офсетная Бумага картограф. Печ.л. 2,5 Заказ 171 Тираж 500 экз. Бесплатно
Фабрика офсетной печати ВНИИГМИ-МЦД 2ч9020 г.Обнинск,ул.Королева,6