

дз
.pdfМинистерство науки и высшего образования Российской Федерации
Калужский филиал федерального государственного бюджетного
образовательного учреждения высшего образования
«Московский государственный технический университет имени Н.Э. Баумана
(национальный исследовательский университет)» (КФ МГТУ им. Н.Э. Баумана)
ФАКУЛЬТЕТ ИУК «Информатика и управление»____________
КАФЕДРА ИУК1 «Проектирование и технология производства электронных приборов»______
ДОМАШНЯЯ РАБОТА
«Разработка технологических процессов изготовления печатных плат»
ДИСЦИПЛИНА: «Технология производства электронных средств»
Выполнил: студент гр. ИУК1-51Б |
___________ ( |
Прудников А.Ф.) |
|
|
(Подпись) |
(Ф.И.О.) |
|
Проверил: |
___________ (___Адарчин С.А.____) |
||
|
(Подпись) |
(Ф.И.О.) |
|
Дата сдачи (защиты):
Результаты сдачи (защиты):
-Балльная оценка:
-Оценка:
Калуга, 2021 г.
|
Оглавление |
|
1. |
Цель работы ....................................................................................................... |
3 |
2. |
Исходные данные ................................................................................................ |
3 |
3. |
Обоснование выбора материала основания ПП............................................... |
3 |
4. |
Чертеж заготовки ПП.......................................................................................... |
4 |
5. |
Раскрой листа материала основания ПП на заготовки, количество |
|
потребных листов.................................................................................................... |
5 |
|
6. |
Обоснование выбора метода изготовления ПП ............................................... |
7 |
7. |
Структурная схема маршрутного технологического процесса изготовления |
|
ПП. ............................................................................................................................ |
9 |
|
8. |
Операционный технологический процесс...................................................... |
10 |
9. |
Перечень используемого технологического оборудования. ...................... |
27 |
Список использованных источников .................................................................. |
33 |
|
2
1. Цель работы
Формирование практических навыков по технологической подготовке
производства ПП.
Основные задачи:
-выбор материала основания и метода изготовления ПП на основе анализа исходных данных;
-разработка маршрутного технологического процесса (ТП) изготовления ПП;
-разработка технологических операций (разбиение на переходы, выбор и назначение оборудования, приспособлений, инструментов, измерительных устройств и т.п.).
2. Исходные данные
Исходные данные к выполнению домашней работы приведены в таблице 1.
Таблица 1
№ вар. |
Тип ПП |
Размер ПП, мм |
Класс точности |
Диаметр |
монтажных/переходных |
отверстий |
Наличие металлизации |
монтажных отверстий |
Объем производства, шт |
Наличие паяльной маски |
Условия эксплуатации |
|
|
|
|
|
|
|
|
|
|
|
|
20 |
ДПП |
200×360 |
3 |
|
1,1 |
|
есть |
500 |
есть |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
П р и м е ч а н и е . В столбце «Условия эксплуатации»: 3 – спецаппаратура, работающая в сложных климатических условиях.
3. Обоснование выбора материала основания ПП
На основе анализа исходных данных выбор материала основания ПП
проведем с учетом следующих факторов:
1. Плата предназначена для эксплуатации в спецаппаратуре, работающей в
сложных климатических условиях. Следовательно, для основания ПП
3
необходимо выбирать материал, обладающий хорошими диэлектрическими свойствами, со стабильными характеристиками и размерами. Указанным характеристикам соответствует стеклотекстолит. Учитывая размеры ПП и условия эксплуатации, толщину стеклотекстолита следует выбрать 1,5 мм.
2.Плата имеет двухстороннюю конструкцию с металлизацией отверстий
(ДПП), значит стеклотекстолит должен быть фольгированным с двух сторон;
3. Плата 3-го класс точности подразумевает ширину печатного проводника
0.25 мм и расстояние между соседними элементами проводящего рисунка
0.25 мм. При использовании отечественных стеклотекстолитов большой процент ПП уйдет в брак, поэтому выбираем импортный;
Вывод: Таким образом, выбираем в качестве материала основания ПП импортный стеклотекстолит FR4 NAN YA (производства Тайвань). Данный материал широко распространён и имеет очень низкую стоимость. Толщина основания 1,5 мм. Толщина фольги 18 мкм. Текстолит облицован фольгой с двух сторон.
4. Чертеж заготовки ПП
1.Т.к. стороны ПП больше 100 мм, нет необходимости в групповой заготовке. С учётом технологического поля 10 мм по периметру платы, заготовка будет размером 220 х 380мм.
2.Плата предназначена для эксплуатации в спецаппаратуре, работающей в сложных климатических условиях и поэтому предполагает установку в соответствующий блок, т.е. размеры контура ПП сопрягаемые. Предельные отклонения на сопрягаемые размеры контура печатной платы не должны быть более 12-го квалитета по ГОСТ 25347—82.
3.На технологическом поле предусматриваем 4 технологических и 4 фиксирующие отверстия диаметром 4 мм
Точность диаметра фиксирующих отверстий для ПП 3-го класса точности должна соответствовать H9, а предельное отклонение межцентрового расстояния ±0,03 мм.
4
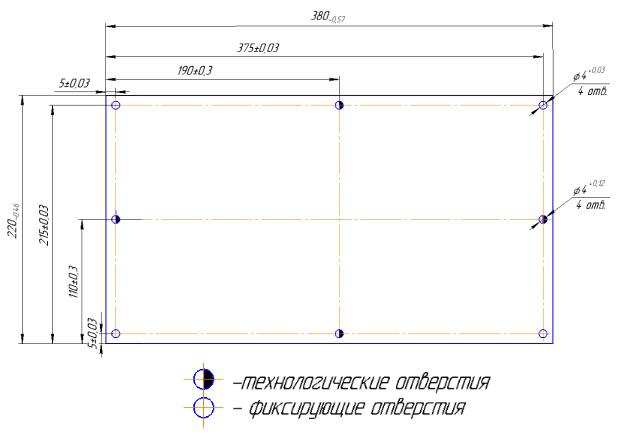
Для технологических отверстий не предъявляются жесткие требования по точности. Примем для них 12 квалитет по ГОСТ 25347−82.
Чертеж заготовки ПП представлен на рис. 1.
Рис.1. Заготовка
5. Раскрой листа материала основания ПП на заготовки, количество
потребных листов
Для стеклотекстолита NAN YA доступны следующие форматы листа: (460 х 610) ± 5 мм ≈ (0,28 м2)
(1240 х 1080) ± 5 мм ≈ (1,34 м2)
При размерах заготовки ПП 380×220 мм (Sз = 0,0836 м2) (рис. 1) определим величину отходов (Sо) для каждого формата листа стеклотекстолита.
1. Формат листа 460 х 610 (Sл = 0,28 м2) 1.1 - количество заготовок на листе
по ширине листа Nзш = 610/380 = 1,8 => 1 шт.
по длине листа Nзд = 460/220 = 2,1=> 2 шт.
5
на листе Nзл = Nзш × Nзд = 1×2 = 2 шт.
- площадь листа, занимаемая заготовками
Sзл = Sз × Nзл = 0,0836 × 2 = 0,1672 м2
- величина отхода
Sо = Sл – Sзл = 0,28 – 0,1672 = 0,1128 м2
1.2 - количество заготовок на листе
по ширине листа Nзш = 610/220= 2,7=> 2 шт.
по длине листа Nзд = 460/380 = 1,4=> 1 шт.
на листе Nзл = Nзш × Nзд = 2×1 = 2 шт.
-площадь листа, занимаемая заготовками
Sзл = Sз × Nзл = 0,0836 × 2 = 0,1672 м2
-величина отхода
Sо = Sл – Sзл = 0,28 – 0,1672 = 0,1128 м2
2. Формат листа 1240 х 1080 (Sл = 1,34 м2) 2.1 - количество заготовок на листе
по ширине листа Nзш = 1240/380 = 3,3 => 3 шт.
по длине листа Nзд = 1080/220 = 4,9=> 4 шт. на листе Nзл = Nзш × Nзд =3×4 = 12 шт.
- площадь листа, занимаемая заготовками
Sзл = Sз × Nзл = 0, 0836 × 12 = 1,0032 м2
- величина отхода
Sо = Sл – Sзл = 1,34 – 1,0032 = 0,3368 м2
2.2 - количество заготовок на листе
по ширине листа Nзш = 1240/220 = 5,6 => 5 шт.
6

по длине листа Nзд = 1080/380 = 2,8=> 2 шт. на листе Nзл = Nзш × Nзд = 5×2 = 10 шт.
-площадь листа, занимаемая заготовками
Sзл = Sз × Nзл = 0, 0836 × 10 =0,836 м2
-величина отхода
Sо = Sл – Sзл = 1,34 – 0,836= 0,504 м2
Как видно из расчетов, минимальная величина отхода Sо = 0,1128 м2 при размерах заготовки ПП 380×220 мм (Sз = 0, 0836 м2) соответствует формату листа стеклотекстолита 460 х 610 (Sл = 0,28 м2) .
Таким образом, для стеклотекстолита Nanya выбираем формат листа
460 х 610 из которого получается 2 заготовки ПП размером 380×220 мм
(рис. 2). Для заданного объема производства ПП в 500 шт потребуется 250
листов стеклотекстолита выбранного формата.
Рис. 2 – Раскрой листа стеклотекстолита NAN YA на заготовки
6. Обоснование выбора метода изготовления ПП
Для изготовления ДПП 3 класса точности с металлизацией отверстий подходят следующие методы:
1.Аддитивный;
7
2.Комбинированные методы;
3.Полуаддитивный с дифференциальным травлением. Аддитивные методы позволяют изготовить ДПП с металлизацией
отверстий до 7-го класса точности включительно. Достоинствами данных методов является отсутствие подтравливания, повышение плотности монтажа, уменьшение расхода меди т.д. Однако аддитивные методы имеют и существенные недостатки: меньшая прочность сцепления проводников с основанием, низкая производительность (скорость осаждения меди составляет 2–4 мкм/час), интенсивное воздействие электролитов на диэлектрик. При эксплуатации высококачественной бытовой аппаратуры из-за низкой прочности сцепления проводников с основанием ПП возможно их отслаивание от диэлектрика. Учитывая это, а также низкую производительность процесса применение данных методов в нашем случае нецелесообразно.
Полуаддитивный метод с дифференциальным травлением применяется, в том числе, и для изготовления ДПП с металлизацией отверстий до 7-го класса точности включительно. К достоинствам метода относятся минимальная величина подтравов (до 2 мкм) и высокая разрешающая способность. Однако процесс является сложным и трудоемким и его использование для изготовления ДПП 3-го класса точности нерационально с экономической точки зрения.
Комбинированные методы позволяют изготовить ДПП с металлизацией отверстий. При этом самым дешевым и быстрым процессом изготовления ДПП, обеспечивающим воспроизведение рисунка 3-го класса точности, является тентинг-метод.
Вывод: для изготовления ДПП 3 класса точности с металлизацией отверстий будем использовать тентинг-метод.
8

7. Структурная схема маршрутного технологического процесса
изготовления ПП.
Рис. 3 – Структурная схема маршрутного технологического процесса изготовления заданной ПП тентинг-методом
9
|
|
8. Операционный технологический процесс. |
|
|
|
|
|
А/Б |
№ опер |
Наименование и содержание операции |
|
|
|
|
|
А |
005 |
Контроль |
|
|
|
|
|
Б |
|
Стол рабочий СП-1200 GRESSON |
|
|
|
|
|
О |
|
1. Взять лист стеклотекстолита формата 460 х 610 мм FR4 из |
|
|
|
крупногабаритной тары и положить на рабочий стол системы контроля. |
|
|
|
2. |
Контролировать наличие дефектов (рисок, впадин). |
|
|
3. |
Определить деформацию и коробление. |
|
|
4. |
Проверить размеры листа (толщину, ширину и длину). |
|
|
5. |
Бракованный лист уложить в крупногабаритную тару с красной |
|
|
биркой. |
|
|
|
6. |
Годный лист передать на операцию 010. |
|
|
|
|
Т |
|
Proskit MA-1205CB Линза c подсветкой на кронштейне 220В ProsKit |
|
|
|
ГОСТ 25706-83. |
|
|
|
Линейка измерительная металлическая 1500 ГОСТ427-75 |
|
|
|
Штангенциркуль ШЦ-1-300 0,01 ЧИЗ |
|
|
|
Плита поверочная 2-3- 2000х1000 ГОСТ 10905-86 |
|
|
|
Тара ГОСТ 18338-73 с наклейкой «Брак» |
|
|
|
|
|
А |
010 |
Раскрой |
|
|
|
|
|
Б |
|
Гильотина c двигателем MHSU 1500/2.0 |
|
|
|
Стол рабочий СП-1200 GRESSON |
|
|
|
|
|
О |
|
1.Взять лист стеклотекстолита и установить на рабочий стол гильотины. |
|
|
|
2. |
Зафиксировать с помощью кривошипного рычага размер отрезаемой |
|
|
полосы 220 мм. |
|
|
|
3. |
Включить гильотину в соответствии с инструкцией по эксплуатации. |
|
|
4. |
Отрезать от листа 2 полосы. Отрезанные полосы уложить на стол |
|
|
рабочий, отходы стеклотекстолита положить в тару с наклейкой |
|
|
|
«Отходы». |
|
|
|
5. |
Выключить гильотину. |
|
|
6. |
Взять полосу и установить на рабочий стол гильотины. |
|
|
7. |
Зафиксировать с помощью кривошипного рычага размер отрезаемой |
|
|
|
|
10