

6.11.5. Полирование
Полирование применяют для придания поверхностям деталей декоративного вида, зеркального блеска на отдельных частях деталей и уменьшения шероховатости поверхностей до Rа = 0,63…0,08 мкм. Полирование производят мягкими абразивными материалами (венская известь, крокус, окись хрома), которые наносят на упругие круги из дерева, кожи, войлока, фетра, тканей и капрона. В качестве абразивного материала при полировании заготовок из стали применяют порошки из электрокорунда и окиси железа, при полировании заготовок из чугуна - из карбида кремния и окиси железа, а при полировании заготовок из алюминия и медных сплавов - окись хрома. Порошок абразивного материала смешивают со смазкой (связующим материалом), которая состоит из смеси воска, парафина и керосина. Помимо смазочных функций, они активизируют также процесс полирования за счет создания химических и адсорбционных явлений.
П
Рис.
6.109. Схемы полирования поверхностей.
Скорость вращения круга при полировании зависит от обрабатываемого материала: для сталей, чугунов, никеля, хрома она равна – 30…35м/с, для цветных металлов и их сплавов – 18…30 м/с.
О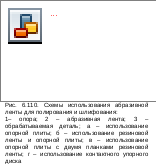 собое
место при полировании занимает
использование абразивной ленты (рис.
6.110, а, б, в, г). Обработка абразивными
лентами широко применяется для шлифования
сложных поверхностей деталей с достигаемой
шероховатостью -Rа
= 0,02…0,03 мкм. Абразивная лента
изготовляется из бумаги, ткани и кожи;
на нее наносят абразивные зерна
электрокорунда, алмаза синтетического,
эльбора – для обработки стали или
карбида кремния – для обработки чугуна
и цветных металлов. При полировании
лентами (рис. 6.109, в) рабочая поверхность
ленты значительно превышает рабочую
поверхность круга, благодаря чему
происходит большое рассеяние теплоты.
Эластичная лента может огибать всю
шлифуемую поверхность, поэтому движение
подачи может отсутствовать.
собое
место при полировании занимает
использование абразивной ленты (рис.
6.110, а, б, в, г). Обработка абразивными
лентами широко применяется для шлифования
сложных поверхностей деталей с достигаемой
шероховатостью -Rа
= 0,02…0,03 мкм. Абразивная лента
изготовляется из бумаги, ткани и кожи;
на нее наносят абразивные зерна
электрокорунда, алмаза синтетического,
эльбора – для обработки стали или
карбида кремния – для обработки чугуна
и цветных металлов. При полировании
лентами (рис. 6.109, в) рабочая поверхность
ленты значительно превышает рабочую
поверхность круга, благодаря чему
происходит большое рассеяние теплоты.
Эластичная лента может огибать всю
шлифуемую поверхность, поэтому движение
подачи может отсутствовать.
При полировании абразивными лентами (рис. 6.109, г) главное движение может совершать и заготовка – 1, имеющая форму кольца с фасонной внутренней поверхностью. Абразивная лента –3поджимается через прижим –2к обрабатываемой поверхности и периодически перемещается. Полирование абразивными лентами осуществляется со скоростью до 30 м/с. при этом обрабатываемая деталь или лента поджимаются друг к другу – давление поджима не более 0,04 МПа (при обработке цветных металлов и сплавов) и 0,2 МПа (при обработке чугуна и сталей).
6.11.6. Доводка
Абразивная доводка или притирка является окончательным методом обработки деталей, обеспечивающим высокое качество поверхностного слоя (параметр шероховатости до Rа = 0,1…0,012 мкм, отклонение формы обработанных поверхностей до 0,05…0,3 мкм). Детали, обработанные на металлорежущих станках, всегда имеют отклонения от правильных геометрических форм и заданных размеров. Эти отклонения (волнистость, неплоскостность, нецилиндричность и другие) могут быть уменьшены с помощью доводки. Процесс доводки осуществляют с помощью притиров, которые должны иметь соответствующую геометрическую форму. Доводку выполняют на специальных станках или вручную притирами следующими методами: 1) с намазкой доводочных дисков и притиров абразивной смесью; 2) с непрерывной подачей абразивной смеси на рабочие поверхности дисков или плиток; 3) абразивными кругами из карбида кремния и электрокорунда, зернистостью – 220…500, или брусками. Для притиров применяют материал более мягкий, чем обрабатываемый; их изготовляют из цветных металлов и сплавов (медь, бронза, свинец) или пористых материалов (чугун). Рабочая поверхность мягких притиров шаржируется (насыщается) зернами абразива непосредственно в процессе притирки или предварительно твердыми плитками или скалками. Мягкие притиры лучше удерживают более крупные частицы абразива и поэтому применяются для предварительного притирания; пористые притиры (из чугуна) шаржируются мягким абразивом и используются для тонкой притирки.
В качестве абразивов
при притирке используют тонко размолотые
порошки электрокорунда, карборунда,
карбида бора, окиси хрома, окиси железа,
синтетического алмаза и др. процесс
притирки ведут в условиях обильной
смазки керосином, бензином или машинным
маслом. Механизированная притирка и
доводка осуществляется при скоростях
V= 5…180 м/мин и давленияхр=0,05…0.2 МПа. Притир можно рассматривать
как очень точный абразивный инструмент,
зерна которого производят обработку
всей или части поверхности заготовки
одновременно. Для доводки плоских и
цилиндрических поверхностей деталей
применяют плоскодоводочные станки:
однодисковые – 3803…3809, двухдисковые –
3813, 381Б, 3Б814, 3Е814 и др. При обработке
наружной цилиндрической поверхности
(рис. 6.111, а) притир2представляет
собой втулку, имеющую ряд прорезей,
которые необходимы для того, чтобы
обеспечить под действием силыРполное его прилегание к обрабатываемой
поверхности. Притиру одновременно
сообщают возвратно-поступательные
движения со скоростямиV1
и V2 .
Возможно также равномерное вращательное
движение заготовки1с наложение6м
движения со скоростью V2.
Аналогичные движения осуществляются
при притирке отверстий (рис. 6.111, б),
однако притир должен равномерно
разжиматься под действием силыР.
Приведенные схемы притирки осуществляются
как вручную, так и на металлорежущих
станках, например, токарных. Притирку
плоских поверхностей можно производить
также вручную (рис. 6.111, в) или на специальных
д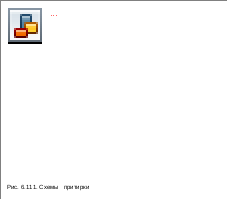 оводочных
станках (рис. 6.111, г). Заготовки2располагают между двумя чугунными
дисками1в окнах сепаратора3.
Диски играют роль притиров и имеют
плоские торцовые поверхности. Вращение
дисков производится в противоположных
направлениях и с разной частотой.
Сепаратор располагают с эксцентриситетоме, поэтому при вращении дисков
притираемые детали совершают сложные
движения со скольжением, и снятие металла
происходит одновременно с их параллельных
торцов. Станок может быть использован
и для доводки коротких цилиндрических
деталей с отверстиями, с помощью которых
они ориентируются в сепараторе.
оводочных
станках (рис. 6.111, г). Заготовки2располагают между двумя чугунными
дисками1в окнах сепаратора3.
Диски играют роль притиров и имеют
плоские торцовые поверхности. Вращение
дисков производится в противоположных
направлениях и с разной частотой.
Сепаратор располагают с эксцентриситетоме, поэтому при вращении дисков
притираемые детали совершают сложные
движения со скольжением, и снятие металла
происходит одновременно с их параллельных
торцов. Станок может быть использован
и для доводки коротких цилиндрических
деталей с отверстиями, с помощью которых
они ориентируются в сепараторе.
Разновидностью притирки является доведение двух сопрягающихся в собранной машине деталей до нужной плотности контакта (в частности, для герметизации). Это осуществляется трением одной детали о поверхность другой при наличии в стыке абразивного порошка со связующей жидкостью.
6.11.6.1. АБРАЗИВНО-ЖИДКОСТНАЯ ДОВОДКА
А бразивно-жидкостная
доводка применяется для обработки
сложных фасонных поверхностей – лопаток
турбин, лопастей винтов, отверстий любой
формы. Сущность процесса заключается
в воздействии на обрабатываемую
поверхность под определенным углом
мощной струи антикоррозийной жидкости
со взвешенными частицами абразивного
порошка, распыляемой сжатым воздухом
(рис. 6.112, а). Частицы абразива ударяются
о поверхность заготовки и сглаживают
микронеровности, создавая эффект
полирования. Интенсивность съема
материала обрабатываемой заготовки
регулируют зернистость порошка, давлением
струи и углом.Изменяя скорость полета и размер
абразивных свободных зерен, можно также
увеличить или уменьшить степень
пластической деформации и шероховатость
поверхности. Одновременно с получением
необходимого микрорельефа этот способ
обработки создает полезное поверхностное
упрочнение на глубину до 50 мкм. Суспензию,
состоящую из жидкости и абразива, в
весовом соотношении 1:1, непрерывно
размешиваемую в мешалке, под действием
сжатого воздуха, поступающего в форсунку,
подают на обрабатываемую поверхность.
Получаемая поверхность (Rа
= 0,1…0,4 мкм), вследствие более
равномерного, чем при доводке, распределения
микроскопических впадин, лучше удерживает
смазку. При абразивно-жидкостной доводке
обрабатываемая заготовка –3сложного
профиля перемещается в камере –4так, чтобы все ее участки подверглись
обработке (рис. 6.112, б). Абразивная
суспензия –1, помещенная в баке –2,
подается насосом –6 в рабочую камеру
–4через твердосплавное сопло –5.
Отработанная суспензия падает обратно
в бак –2и может быть использована
многократно.
бразивно-жидкостная
доводка применяется для обработки
сложных фасонных поверхностей – лопаток
турбин, лопастей винтов, отверстий любой
формы. Сущность процесса заключается
в воздействии на обрабатываемую
поверхность под определенным углом
мощной струи антикоррозийной жидкости
со взвешенными частицами абразивного
порошка, распыляемой сжатым воздухом
(рис. 6.112, а). Частицы абразива ударяются
о поверхность заготовки и сглаживают
микронеровности, создавая эффект
полирования. Интенсивность съема
материала обрабатываемой заготовки
регулируют зернистость порошка, давлением
струи и углом.Изменяя скорость полета и размер
абразивных свободных зерен, можно также
увеличить или уменьшить степень
пластической деформации и шероховатость
поверхности. Одновременно с получением
необходимого микрорельефа этот способ
обработки создает полезное поверхностное
упрочнение на глубину до 50 мкм. Суспензию,
состоящую из жидкости и абразива, в
весовом соотношении 1:1, непрерывно
размешиваемую в мешалке, под действием
сжатого воздуха, поступающего в форсунку,
подают на обрабатываемую поверхность.
Получаемая поверхность (Rа
= 0,1…0,4 мкм), вследствие более
равномерного, чем при доводке, распределения
микроскопических впадин, лучше удерживает
смазку. При абразивно-жидкостной доводке
обрабатываемая заготовка –3сложного
профиля перемещается в камере –4так, чтобы все ее участки подверглись
обработке (рис. 6.112, б). Абразивная
суспензия –1, помещенная в баке –2,
подается насосом –6 в рабочую камеру
–4через твердосплавное сопло –5.
Отработанная суспензия падает обратно
в бак –2и может быть использована
многократно.
Метод абразивно-жидкостной доводки может быть особенно успешно применен при обработке глубоких отверстий и фасонных внутренних поверхностей. В этом случае абразивную суспензию подают и сопла, имеющего вращательное и поступательное движение относительно заготовки. Этим методом можно резать без трещин и осколков тонкое стекло, рубин, сапфир, слюду и даже алмаз. Точность резки достигает до 2 мкм.