

2.7. Другие методы литья по разовым моделям
Применение вместо тяжелых воскоподобных материалов более легких материалов в виде вспененного полистирола (пенополистирола) плотностью около 0,02 г/см³ привело к появлению литья по разовым выжигаемым, растворяемым и газифицируемым моделям. Мелкие модели могут изготовляться с помощью пресс-форм путем запрессовки расплавленного полистирола, смешанного с воздухом, аналогично воскоподобным моделям, либо «вспенивания» гранул полистирола, предварительно засыпанных в пресс-форму, горячей водой или ее паром. Крупные модели изготовляют из блочного пенополистирола, так как он легко режется горячей проволокой и склеивается. Склеиванием можно получать модели самой сложной конфигурации. Выжигаемые и растворяемые модели применяют преимущественно вместо выплавляемых в оболочковых неразъемных формах.
Г
Рис.
2.44. Литье по разовым газифицируемым
моделям:
а
– отливка, б - модель с литниковой
системой, в - форма во время заливки,
1
- пенополистироловые элементы литниковой
системы, 2 - пенополистироловая модель,
3- формовочный материал, 4 - жидкий металл,
5 - металлический ящик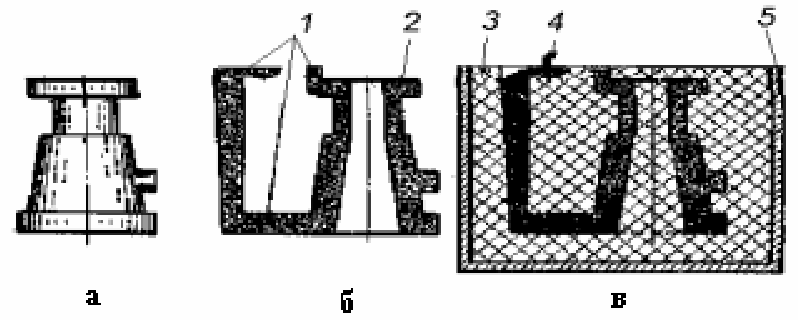
Затем на пенополистирол литниковой системы льют расплав, модель газифицируется под действием его тепла и образовавшуюся полость занимает расплав. Для устранения возможного размыва формы расплавом или ее обрушения форму упрочняют вакуумно-плёночным методом (в случае песка) или магнитным полем (в случае дроби).
2.8. Изготовление отливок в многократных формах
2.8.1. Изготовление отливок в металлических формах (кокилях)
Кокили чаще всего изготовляют из чугуна или стали и реже из медных или алюминиевых сплавов, как правило, методами литья и последующей механической обработки. Поэтому при кокильном литье отпадает необходимость в модельно-опочной оснастке, формовочных и, часто, стержневых смесях и оборудовании для их изготовления и получения разовых форм. Это снижает количество вредной кварцевой пыли и улучшает экологичность труда. Кокиль позволяет повысить точность и чистоту поверхности отливки, уменьшить припуски на обработку, а также управлять скоростью её охлаждения и получать мелкозернистую структуру отливки, что повышает ее прочность. Обслуживание кокилей не требует рабочих высокой квалификации, значительно повышается производительность и уменьшаются необходимые производственные площади. Однако литьё в кокиль имеет недостатки:
а) из-за высокой стоимости их целесообразно использовать только в серийном и массовом производствах;
б) из-за неподатливости кокиля в отливках могут образоваться трещины;
в) из-за повышенной скорости охлаждения в кокиле чугунные отливки получаются отбеленными вследствие появления цементита (Fe3C) и требуют длительного отжига, что удорожает их производство.
Поэтому кокильное литье применяется при крупносерийном и массовом производстве отливок с толщиной стенок 3 … 100 мм массой 0,1 … 500 кг из разных сплавов. Стойкость кокиля при литье стали и чугуна составляет ~ 100 … 5000 циклов в зависимости от размера отливок. Литьё в кокиль крупных стальных отливок выгодно лишь в случае простых форм, когда стоимость изготовления кокиля не велика. При относительно легкоплавких сплавах цветных металлов кокиль выдерживает десятки тысяч циклов.
По конструкции кокили различают на неразъёмные вытряхные и разъёмные с горизонтальным и вертикальным разъёмами (рис. 2.45).
Р
Рис.
2.45. Конструкция кокилей:
а
- неразъемный вытряхной, б - разъемный
с горизонтальным разъемом, в - разъемный
с вертикальным разъемом,
1
- песчаный стержнь, 2 - рабочая полость
формы, 3 - литниковая чаша, 4 - стояк, 5 -
ребро жесткости, 6 - полукокили, 7 -
питатель, 8 - пальцы для охлаждения, 9 -
металлическаий стержнь, 10 - штырь
центрирующий, 11 - выпор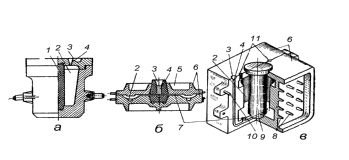
Изготовление отливок в кокиле включает следующие основные операции: очистку кокиля от старой облицовки или краски, нанесение на предварительно нагретую рабочую поверхность кокиля огнеупорного защитного покрытия или её покраска; сборку формы с установкой стержней; гравитационную заливку расплава; затвердевание и охлаждение отливки до требуемой температуры; раскрытие кокиля и удаление отливки. Огнеупорные покрытия и краски защищают рабочую поверхность кокиля от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, обеспечивая высокое качество. Подогревом кокиля также регулируют скорость охлаждения отливки и заполняемость расплавом ее тонких сечений. Во избежание отбеливания чугунных отливок подбирают химический состав чугуна, обеспечивающий графитизацию и устранение цементита в условиях повышенной скорости охлаждения. С этой же целью перед заливкой чугуна кокиль нагревают до 250 … 300 С и время выдержки отливок в кокиле сокращают до минимума. Для измельчения металлической структуры отливки кокили иногда охлаждают, например, водой.