

2.8.3. Литьё выжиманием
П
Рис.
2.47. Схемы литья выжиманием:
а
- поворот подвижной полуформы, б -
плоскопараллельное перемещение
полуформ, в - кристаллизациея под
давлением, г, д - штамповка из расплава
в закрытой форме (г) и открытой форме
(д)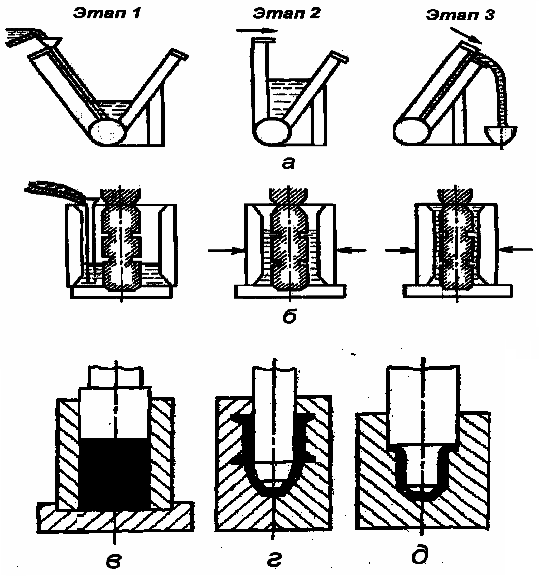
Изготовление отливки по первым двум схемам практически одинаково. После подготовки и сборки формы заливают расплав в ее нижнюю часть, затем подвижную полуформу поворачивают и расплав поднимается в форме, заполняя полость между полуформами и боковыми стенками, закрывающими форму с торцов. В начальный момент сближения полуформ поверхность объема расплава такова, что потери тепла в форме минимальны. После сближения полуформ расстояние между ними равно толщине тела отливки. Излишек расплава сливается в ковш, предварительно нагрев форму. После затвердевания отливки подвижную полуформу возвращают в исходное положение и отливка извлекается из формы. Так получают тонкостенные (до 2 мм) панели размером до 13 м из алюминиевых и магниевых сплавов. Плоскопараллельное перемещение полуформ применяют для отливок типа оболочек. Чаще применяют металлические формы, но могут быть и другие, которые, однако, должны быть довольно точными.
Изготовление отливок по двум другим схемам применяют для отливок с меньшими габаритами из различных сплавов. Эти процессы позволяют существенно компенсировать усадку расплава при кристаллизации благодаря уменьшению объема полости формы. Отмеренную дозу расплава заливают в неразъемную или разъемную металлическую
форму и воздействуют на него поршнем, создавая давление до 30 МПа и более. Если поршень плоский и не внедряется в расплав, то происходит только кристаллизация отливки под давлением, когда затвердевающая корочка отливки деформируется, при этом уменьшается объем полости формы и отливки, а расплав поступает в образующиеся усадочные поры и рыхлоты. Это позволяет получать плотную, без усадочных дефектов отливку, не уступающую по механическим свойствам поковкам. Если поршень (пуансон) погружается в расплав, то расплав заливают в форму только до определенного уровня, а пуансон при погружении выжимает расплав во всю полость формы. Давление на пуансон используется для заполнения формы и уплотнения кристаллизующейся отливки. Эта разновидность литья выжиманием называется еще жидкой штамповкой или штамповкой из расплава. В отличие от литья под давлением здесь меньше замешивание воздуха в расплав.