2.9. Литьё под регулируемым давлением
Рассмотренные ранее процессы литья под высоким давлением практически не позволяют регулировать величину давления на расплав, поэтому литейщики создали специальные способы литья под регулируемым давлением, получившие название:
1. Литьё под низким давлением.
2. Литьё вакуумным всасыванием.
3. Литьё под низким давлением с противодавлением.
Во всех случаях давление на расплав осуществляется воздухом или газом, что дает широкие возможности управления заполнения формы расплавом. Чаще всего при этом литейная форма соединена металлопроводом с расплавом, находящимся в герметичной камере.
При литье под низким давлением в камеру подают сжатый газ под избыточным давлением Ризбдо 0.1 МПа, который оказывает воздействие на поверхность расплава и вытесняет его по металлопроводу в полость формы. Расплав за счет разности давлений заполняет форму до необходимого уровня (рис. 2.50, а).
При литье вакуумным
всасыванием герметизируют только форму,
в которой создают вакуум величиной Ратм- Р. При этом камеру соединяют с атмосферой
и заполнение формы происходит за счет
разницы давлений. Можно вообще исключить
герметизацию камеры (рис. 2
Рис.
2.50. Схема литья под регулируемым газовым
давлением:
а
- низким давлением, б - вакуумным
всасыванием, в - с противодавлением,
1
- металлопровод, 2 - форма, 3 - герметичная
камера, 4 - камера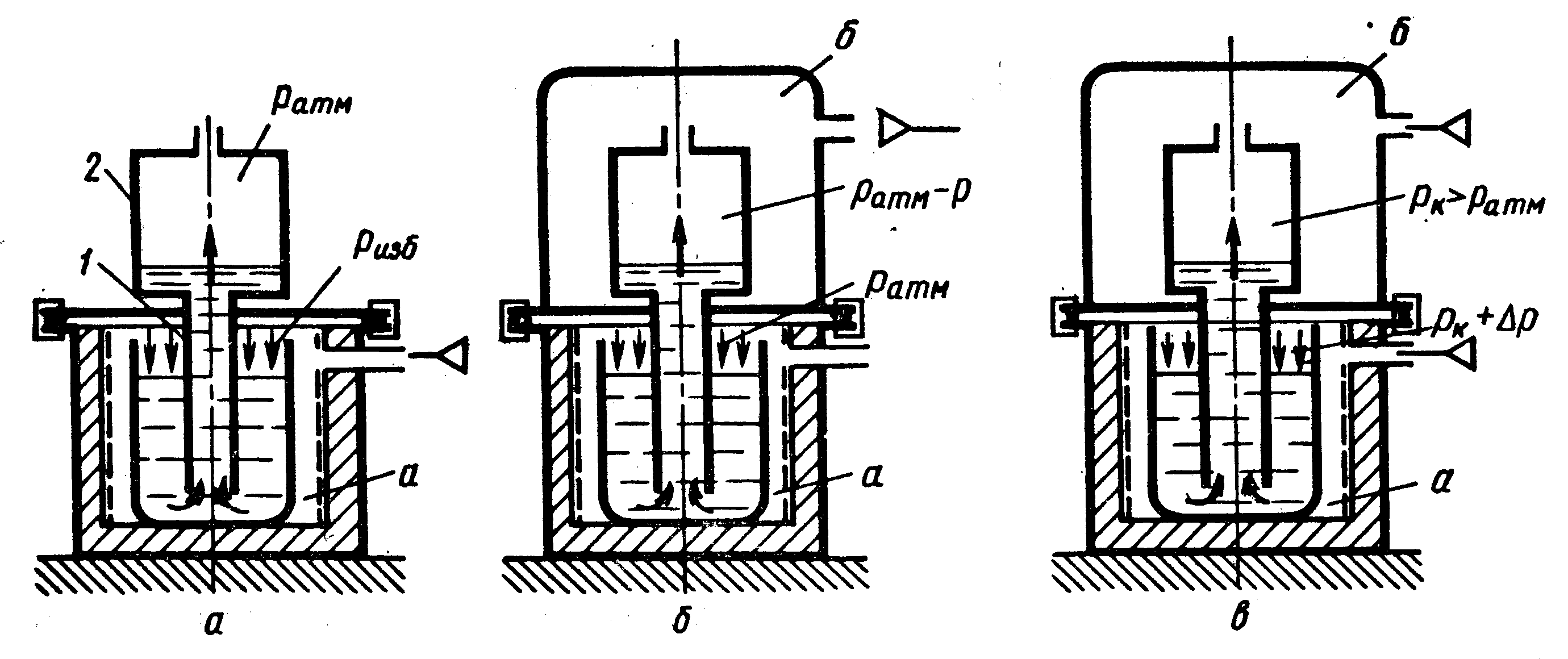
При литье с противодавлением в обеих герметичных камерах создают в начале одинаковое избыточное давление Р - Ратм. Затем подача воздуха в камеру 4 прекращается, а в камеру 3 продолжается, что приводит к повышению давления в ней. Тогда расплав будет подниматься по металлопроводу вследствие разницы давлений. Того же результата можно достичь понижая давление в камере 4 и оставляя постоянным давление в камере 3 (рис. 2.50, в).
Литьë под регулируемым давлением позволяет заполнять формы тонкостенных отливок, изменить продолжительность заполнения отдельных участков формы для отливок сложной конфигурации с переменной толщиной стенки с целью управления процессом теплообмена расплава и формы, добиваясь рациональной последовательности затвердевания отдельных частей отливки.
2.10. Литьё намораживанием
Суть одного из вариантов этого метода в заполнении из емкости 1, как правило открытой формы 3, не имеющей питателя и коллектора, расплавом 2, выдержки его в форме для образования затвердевшей корочки 4 необходимой толщины с последующим выливом не затвердевшего расплава в емкость 1, например, при еë повороте на 180°(рис. 2.51).
Здесь только наружная поверхность отливки находится в контакте с формой, а внутренняя поверхность образуется после удаления не затвердевшего расплава. Применяют для получения тонкостенных отливок, где выход годного достигает 100 % из-за отсутствия литниковой системы.
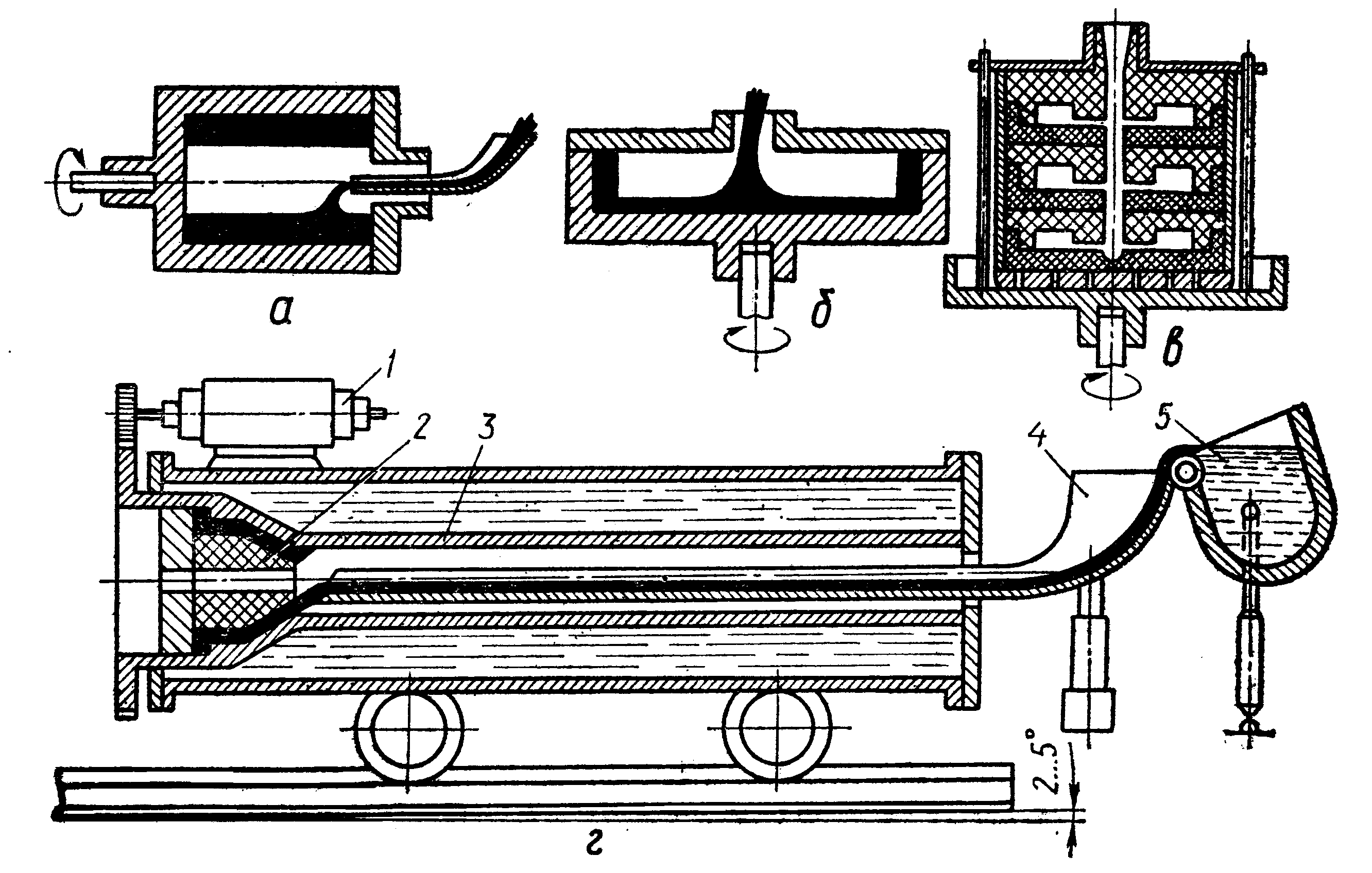
2.11. Центробежное литьё
П
Рис.
2.51. Схема процесса литья намораживанием:
1
- емкость с расплавом, 2 - расплав, 3 -
форма,
4
- корочка металла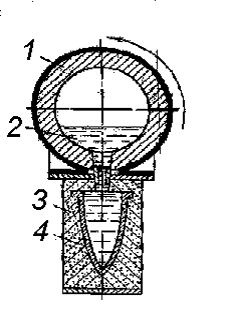
При изготовлении мелких фасонных отливок ось вращения формы может не совпадать с осью отливки. В этом случае внутренние полости образуют с помощью стержней, а расплав заливают в центральный общий стояк, из которого по радиально расположенным питателям он попадает в полость формы, такой способ называется центрифугированием (рис. 2.52, в).
При получении тел
вращения отсутствуют стержни, операции
и оборудование для их изготовления;
отсутствие литниковых систем и прибылей
экономит металл. Наибольшее распространение
этот способ получил при литье чугунных
труб (рис. 2.52, г). Металлическая форма 3,
установленная на центробежной машине,
вращается электродвигателем 1 и
охлаждается водой. Машина передвигается
по рельсам, имеющим уклон 2 … 5о.
Расплав из ковша 5 по неподвижному желобу
4 попадает в форму, которая по мере
заполнения расплавом перемещается
влево. В крайнем левом положении форма
продолжает вращаться д
Рис.
2.52. Схема центробежного литья:
а
- горизонтальное размещ-ение оси вращения
формы, б – вертикальное, в - изготовление
мелких отливок, г - схема центробежной
машины,
1
- электродвигатель, 2 - стержень, 3 -
металлическая форма, 4 - неподвижный
желоб, 5 - ковш.