

2.13.3. Механические свойства
Механические свойства характеризуют состояние сплавов при воздействии внешней нагрузки, которая создает в сплаве напряжения, равные отношению нагрузки к площади сечения испытуемого образца. К основным механическим свойствам относят прочность, пластичность, ударную вязкость, усталостную прочность, твердость и износостойкость.
Прочность- способность материала сопротивляться деформированию или разрушению под действием статических или динамических нагрузок. При статических нагрузках производят испытания на растяжение, сжатие, изгиб и кручение.
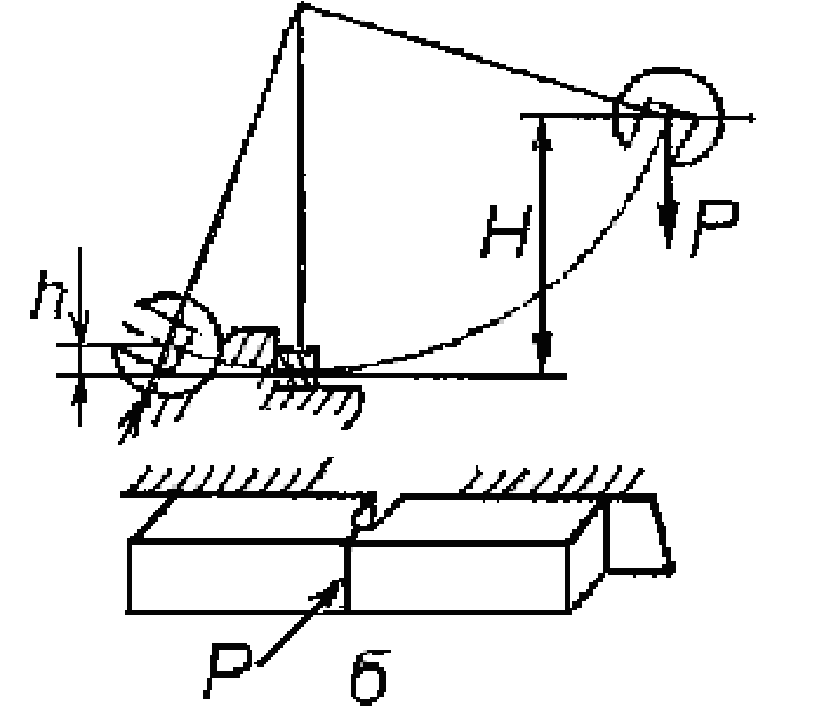
Рис.
2.55. Схемы определения механических
свойств:
а
- временного сопротивления и пластических
характеристик; б - ударной вязкости, в
- твердости (по Бринеллю)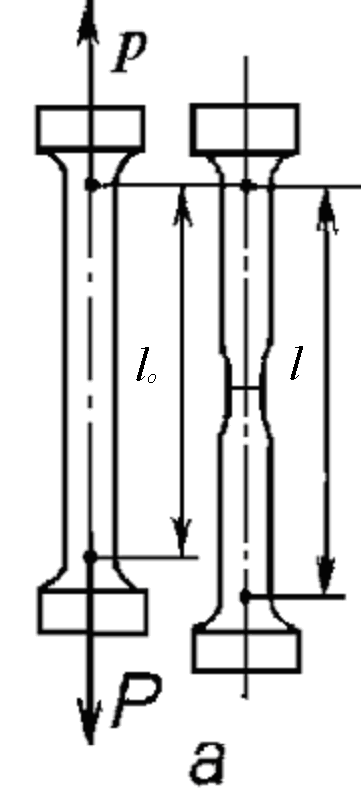
где l0,lк– длина образца до и во время нагружения вплоть до разрыва.
Н
а
б
в
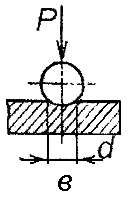
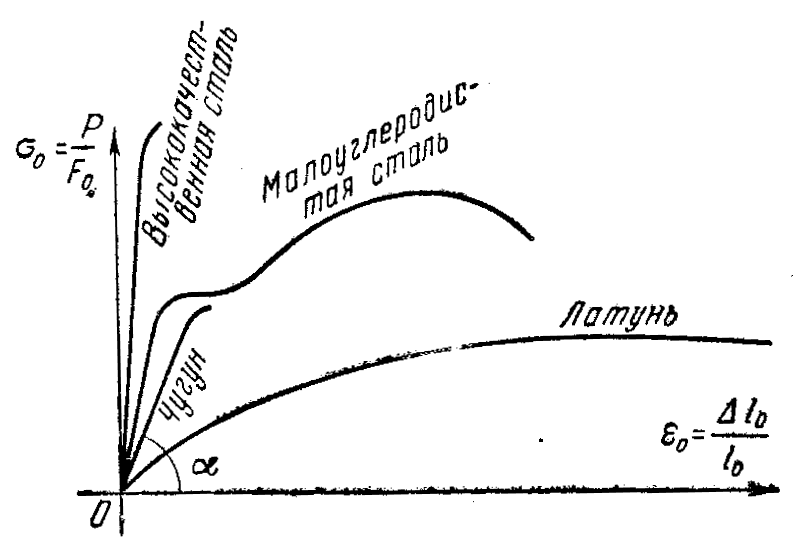
Рис.
2.56. Условные диаграммы растяжения
малоуглеродистой стали (а, б),
высококачественной стали, чугуна и
латуни (в).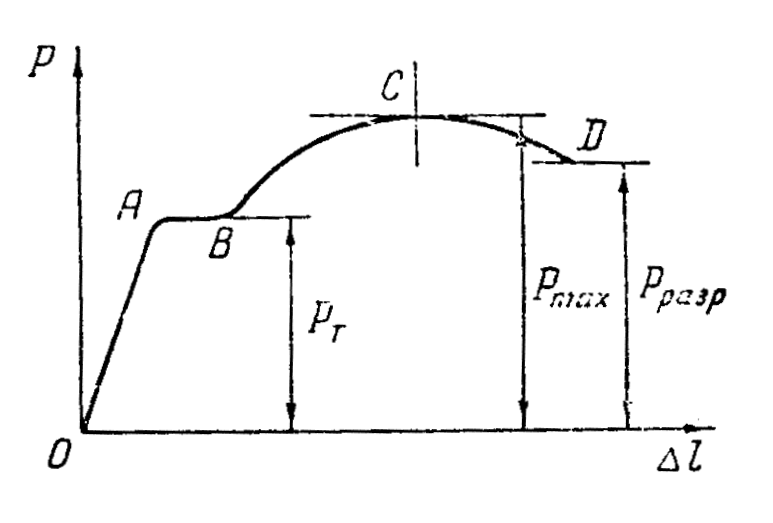

При дальнейшем нагружении удлинение образца происходит при постоянной нагрузке РТ, что обусловлено текучестью пластичного материала (участок текучести АВ). Предел текучести определяется какσт=РТ/F0 (рис. 2.56,а, б). При этом на образце появляются косые линии Чернова-Людерса и матовый оттенок.
Если продолжать нагружение образца, то после стадии текучести наступает стадия упрочнения (кривая ВС), когда материал вновь сопротивляется возрастающим усилиям. При максимальной нагрузке Рmaxначинает образовываться местное сужение поперечного сечения – шейка. Поэтому сопротивление растяжению уменьшается и кривая СD диаграммы идёт вниз. Точка D соответствует разрушению образца при нагрузкеРразр., которая меньшеРmax. Напряжение в образце при нагрузкеРmaxназывают временным сопротивлениемσв=Рmax/F0или пределом прочности и используют в расчётах.
Особо отметим, что истинное напряжение при разрыве образца, определяемое как σист=Рразр./Flна истинной диаграмме растяжения, может в 2 … 3 раза превышать предел прочностиσв (штриховая линия и точка D’на рис. 2.56,б). ЗдесьFl – минимальная площадь в поперечном сечении шейки образца, которая меньше площадиF0 .
Кроме того, ряд материалов при растяжении даёт диаграмму без выраженной площадки текучести, а на образце не заметно образование шейки. На рис. 2.56, вприведён пример таких диаграмм. Для этих материалов (дуралюмин, бронза, высокоуглеродистые и легированные стали и др.) вместо предела текучести σТ применяют условный предел текучестиσ0,2 . Он определяется как величина напряжения, при котором остаточная деформация равнаε0,2=0,002 (или 0,2%).
Способность материалов разрушаться при незначительных остаточных деформациях (до 2 … 5%) называется хрупкостью. К хрупким материалам относят чугун, высокоуглеродистую, инструментальную сталь, стекло- и углепластик и др.
Одновременно с прочностью при растяжении определяют пластичность- это способность металла получать остаточное изменение формы и размеров без разрушения. Пластичность обычно оценивают относительным удлинением образца:δ=(lк-lо)·100% / lо, гдеlо,lк-длина образца до и после разрыва, мм.
Прочность при ударных нагрузкахопределяют путем разрушения образцов сечениемFударом массивного маятника весом Р и характеризуют ударной вязкостью КС – отношением затраченной на излом образца работы А к площади сечения образцаFв месте излома:КС=А/F, [Дж/м²]. Таким образом, ударная вязкость - это способность материала поглощать механическую энергию в процессе деформации и разрушения под действием ударной нагрузки (рис. 2.55, б).
Твердость - способность материала сопротивляться проникновению в него другого тела, например конуса, призмы или шарика. Наиболее распространён метод Бринелля, при котором число твёрдости НВ определяют из отношения приложенной нагрузки Р к поверхности отпечатка шарикаFот:HB=P/FOT [H/м²] (рис. 2.55, в)
Износостойкость - способность материала сопротивляться поверхностному разрушению под действием внешнего трения.