

3.3.7. Специальные способы обработки давлением
Кроме рассмотренных методов обработки давлением применяются специализированные процессы пластической деформации на машинах узкого технологического назначения. С их помощью получают как самостоятельные изделия, так и заготовки для дальнейшей обработки (в том числе и давлением).
3.3.7.1. ПРОТЯЖКА НА РОТАЦИОННО-КОВОЧНЫХ МАШИНАХ
Ротационно-ковочные машины предназначены для протяжки путем обжатия в холодном и горячем состоянии сплошных заготовок круглого и квадратного профиля и труб периодически сходящимися бойками (рис. 3.116). Так как при штамповке на ротационно-ковочных машинах происходит местное обжатие заготовки по ее периметру, то по длине изделие может иметь переменные размеры и форму. Высокие точность и качество поверхности во многих случаях исключают необходимость в последующей обработке изделий резанием. Последовательность работы машины такова. Заготовку 1 в виде прутка или трубы помещают в отверстие между бойками 2 машины, находящимися в шпинделе 4. Принцип действия машины (рис. 116, а) основан на том, что при вращении шпинделя 4 бойки 2 входят в соприкосновение с роликами 3, помещенными в обойму 5, после чего им сообщается движение в радиальном направлении в сторону заготовки. В результате бойки скользят в пазах шпинделя и ударяют по заготовке 1. В исходное положение бойки возвращаются под действием центробежных сил. В машинах этого типа получают поковки, имеющие форму тел вращения. Существуют машины, у которых бойки не вращаются, а приводятся в соударение с заготовкой от вращающейся обоймы с роликами. В исходное положение бойки возвращаются под действием возвратных пружин. Эти машины применяют для протяжки поковок квадратного и прямоугольного сечения. На рис. 3.116, б приведены примеры типовых деталей, получаемых ротационной ковкой. Современные машины работают автоматически по заданной программе и совершают до нескольких тысяч ударов в минуту.
3
Рис.
3.116. Схема штамповки на ротационно-ковочной
машине:
а-
схема ротационно-ковочной машины; б-
примеры типовых деталей, получаемых
ротационной ковкой;
1-
заготовка; 2- бойки; 3- ролики; 4- шпиндель;
5- обойма
П
Рис.
3.117. Поперечно-клиновая прокатка:
а-
схема плоскоклиновой прокатки; б-
типовые изделия;
1-
клиновой инструмент; 2- заготовка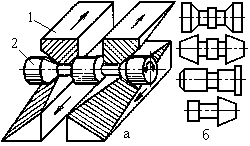
Плоскоклиновой инструмент наиболее прост в изготовлении и обеспечивает получение валов сложной конфигурации с высокой точностью: допуски на диаметральные размеры 0,2 … 0,4 мм, на линейные 0,3 … 0,5 мм. На рис. 3.117, а приведена схема поперечно-клиновой прокатки плоскими плитами. Заготовка 2 из круглого прокатанного прутка, после нагрева автоматически перемещается в рабочую зону клиньев 1 в их исходном положении. Клиновой инструмент, закрепленный в подвижной салазке стана, совершает прямолинейное движение, и заготовка деформируется между двумя клиновыми плитами, совершая при этом вращательное движение. На рис. 3.117, б представлены типовые детали, полученные данным способом.
3.3.7.3. ВАЛЬЦОВКА (ШТАМПОВКА НА КОВОЧНЫХ ВАЛЬЦАХ)
Штамповка в ковочных
вальцах напоминает продольную прокатку
в двухвалковой рабочей клети. На валках
клети при этом закрепляют секторные
штампы, имеющие ручьи соответствующего
профиля (рис. 3.118). Таким образом, в
ковочных вальцах деформирование
заготовки 1 осуществляется во вращающихся
секторных штампах 4 и 6, з
Рис.
3.118.Схема штамповки в ковочных вальцах:
1-
заготовка; 2- упор; 3,7- валки; 4,6- секторные
штампы; 5- клещи
На вальцах изготовляют поковки сравнительно несложной конфигурации, типа звеньев цепей, рычагов. Кроме этого вальцовка служит для предварительного профилирования заготовок удлиненной формы - шатуна, гаечных ключей и т.п. перед последующей штамповкой на другом оборудовании. Достигаемое при этом перераспределение металла по длине заготовки с учетом формы и сечений поковки позволяет существенно снизить отходы металла и повысить производительность труда при штамповке.
3.3.7.4. РАСКАТКА КОЛЬЦЕВЫХ ЗАГОТОВОК
Р
Рис.
3.119. Раскатка кольцевых заготовок:
а-
схема открытой раскатки; б- формы сечений
заготовок, получаемых раскаткой;
1-
заготовка; 2,3- деформирующие валки;
4,5- направляющие валки; 6- контрольный
ролик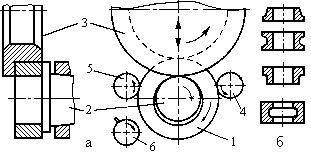
Существуют несколько различных схем раскатки. Наиболее распространенной является открытая раскатка (рис. 3.119, а). В этом случае исходная кольцевая заготовка 1 помещается между двумя валками 2 и 3, один из которых, обычно наружный, является приводным. Валок 3 при этом совершает еще возвратно-поступательное перемещение, воздействуя на заготовку с усилием, необходимым для ее деформирования. Таким образом, наружный валок, вращаясь, увлекает за собой заготовку, при этом внутренний валок также начинает вращаться за счет сил трения от контакта с заготовкой. Кольцевая заготовка в процессе деформирования увеличивается в диаметре, а толщина стенки ее уменьшается. Правильность кольцевой формы поковки обеспечивается двумя свободно вращающимися направляющими валками 4 и 5, которые прижимаются к ней с определенным усилием. При достижении заданного наружного диаметра поковка касается контрольного ролика 6, который подает сигнал на отвод нажимного валка 3 в исходное положение, после чего поковка может быть удалена с валка 2.
Формы основных сечений кольцевых заготовок, полученных на раскатных машинах, представлены на рис. 119,б.
Способ применяется при изготовлении кольцевых деталей диаметром от 50 … 70 до 7000 мм, шириной соответственно от 5 … 7 до 1200 мм и массой от нескольких десятков граммов до 12,5 т. В зависимости от поставленных задач, габаритов и материала изделий раскатку выполняют в горячем или холодном состоянии.
3.3.7.5. НАКАТКА ЗУБЧАТЫХ КОЛЕС
Н
Рис.
3.120. Схема накатывания зубчатых колес
с радиальной подачей валков:
1-
заготовка; 2- секционные индукторы; 3-
ролик; 4- зубчатый валок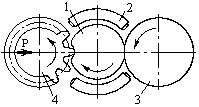
Процесс осуществляют на полуавтоматических установках.
Изготовление зубчатых колес методом горячего накатывания повышает износостойкость и усталостную прочность зубьев на 30 … 50%. Расход металла на 18 … 40% меньше, чем при получении зубьев на зубонарезных станках, при этом производительность полуавтомата для накатки колес выше производительности зубонарезного оборудования.
3.3.7.6. ХОЛОДНАЯ ТОРЦЕВАЯ РАСКАТКА
Холодная торцевая раскатка относится к области холодного объемного деформирования, является при этом значительным резервом расширения ее технологических возможностей.
На рис. 3.121,а представлена одна из схем раскатки, а на рис. 3.121,б примеры типовых деталей, изготовленных раскаткой. Торцовая раскатка заготовок выполняется цилиндрическими или коническими валками различной конфигурации. Заготовкой здесь является пруток или труба. Сущность процесса заключается в том, что свободно вращающийся валок 1 за каждый оборот заготовки 2, установленной на оправке 3 в матрице 4, осуществляет обжатие торца с уменьшением его размеров в пределах 0,2 … 1 мм. Формообразование детали происходит за 10 … 30 оборотов, при этом течение металла обычно ограничивается контуром матрицы, соответствующим конфигурации детали.
П
Рис.
3.121. Схема холодной торцовой раскатки:
а-
Схема холодной торцовой раскатки; б-
примеры типовых изделий;
1-
валок; 2- заготовка; 3- оправка; 4- матрица
3.3.7.7. РОТАЦИОННАЯ ВЫТЯЖКА
Ротационная вытяжка является одним из старейших процессов обработки металлов. – Она служит для получения полых осесимметричных изделий различных форм.
При ротационной вытяжке изделие оформляется по оправке, причем форма изделия копирует форму оправки, как показано на рис. 3.122. Заготовка 2 прижимается к оправке 3 прижимной бабкой 4 и вращается вместе с ними. Давильный ролик 1 движется от центра заготовки к периферии, формоизменяя заготовку на некоторый угол. Затем ролик 1 движется в обратном направлении. Заготовка постепенно приближается к форме оправки 3 и обжимается на ней. При вытяжке длинных деталей применяют поддерживающие ролики 5.
3.3.7.8. МАГНИТНО-ИМПУЛЬСНАЯ ШТАМПОВКА
М
Рис.
3.122. Схема ротационной вытяжки полусферы
1-
давильный ролик; 2- заготовка; 3- оправка;
4- прижимная бабка; 5- поддерживающий
ролик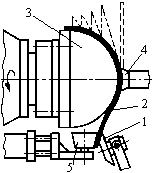
Установка для электромагнитной штамповки имеет источник энергии, состоящий из высоковольтного зарядно-выпрямительного устройства, батареи конденсаторов и коммутирующего устройства. Основным элементом установки является катушка индуктивности (индуктор). При разряде электрической энергии, предварительно накопленной в батарее конденсаторов установки, на индукторе вокруг его токопроводных элементов образуется мощный импульс переменного магнитного поля. Применение импульсного магнитного поля для штамповки основано на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в стенке обрабатываемой детали при пересечении их силовыми линиями магнитного поля, и самим импульсным полем, в результате чего возникают импульсные механические силы, деформирующие заготовку.
Н
Рис.
3.123. Схема магнитно-импульсной штамповки:
1-
заготовка; 2- оправка; 3- индуктор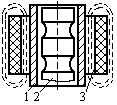
Магнитно-импульсной штамповкой можно получать не только трубчатые, но и плоские изделия, а также выполнять сборочные операции путем пластического деформирования одной детали по контуру другой: соединение концов труб, запрессовку в трубах колец и фланцев, соединение втулки со стержнем и т.д.
Процесс характеризуется высокой производительностью. Кратковременность приложения нагрузки и высокие скорости деформирования обеспечивают возможность изготовления инструмента из конструкционных сталей и пластмасс, благодаря чему стоимость инструмента снижается более чем в 2 раза.
3.3.7.9. ШТАМПОВКА ВЗРЫВОМ
Д
Рис.
3.124. Схема вытяжки взрывом:
1-
бассейн; 2- матрица; 3- заготовка; 4- прижим;
5- заряд ВВ; 6- вода
Схема показана на рис. 3.124. Заготовку 3 укладывают на матрицу 2 и прижимают к ней прижимом 4. Из полости матрицы под заготовкой откачивается воздух. Над заготовкой помещают заряд 5 взрывчатых веществ с детонатором, бассейн 1 заливают водой 6. При взрыве заряда образуется ударная волна высокого давления, которая через слой воды передается на поверхность заготовки. Часть энергии ударной волны расходуется на придание заготовке ускорения, часть на пластическую деформацию.
3.3.7.10. ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ И ГИДРОМЕХАНИЧЕСКАЯ ШТАМПОВКА
Электрогидравлическую штамповку также осуществляют в бассейне с водой. Ударная волна, разгоняющая заготовку при ее деформировании, возникает при кратковременном электрическом разряде в жидкости. Схема установки для электрогидравлической штамповки аналогична рисунку 124, однако вместо заряда взрывчатого вещества в бассейне размещается электрический разрядник. В результате ударная волна, дойдя до заготовки, деформирует ее по матрице. Если для полного деформирования заготовки одного импульса недостаточно, рабочий цикл может быть повторен.
П
Рис.
3.125. Схема установки для гидромеханической
штамповки:
1-
насос высокого давления; 2- гидроклапан;
3- гидромагистраль; 4- контейнер; 5-
матрица; 6- заготовка; 7- жидкость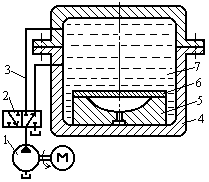
3.3.7.11. ЖИДКАЯ ШТАМПОВКА
При жидкой штамповке так же, как и при литье под давлением в полость инструмента заливают порцию жидкого металла, после чего там создается высокое давление. В результате кристаллизация изделия происходит под давлением.
В
Рис.
3.126. Схема процесса жидкой штамповки:
1-
пуансон; 2- матрица; 3- выталкиватель;
а-
дозированная заливка металла в полость
штампа; б- штамповка жидкого металла;
в- извлечение изделия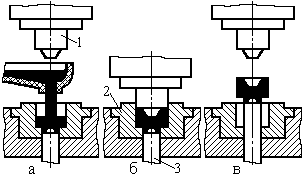
Технологическая схема процесса жидкой штамповки состоит из трех фаз: дозированной заливки металла в полость штампа, штамповки жидкого металла и извлечения изделия.
Существует несколько разновидностей технологического процесса жидкой штамповки. По основной схеме металл заливают в полость матрицы 2 (рис. 3.126, а), сжимают пуансоном 1 и выдерживают в таком положении, производя, таким образом, кристаллизацию под давлением (рис. 3.126, б). Вторая схема предусматривает частичное затвердевание металла под давлением в полости, отличной от окончательной формы поковки; затем следует деформация в полужидком состоянии до получения окончательных размеров поковки. В третьем случае после полной кристаллизации под давлением следует деформация в твердом состоянии для получения окончательных размеров поковки.
Выплавка и дозированная заливка металлав полость штампа - первая стадия технологического процесса при всех схемах технологического процесса жидкой штамповки.
Выплавку металла могут производить или в объеме, необходимом для получения одной поковки, или в плавильном агрегате большего объема с последующей дозировкой при заливке металла в штамп. Каждый из этих способов имеет свои преимущества и недостатки.
Для сталей считают предпочтительной выплавку в плавильно- разливных устройствах; для цветных металлов плавление и поддержание температуры расплавленного металла можно осуществлять в печах с большей емкостью.
Штамповку жидкого металлавыполняют на специализированных гидравлических и фрикционных прессах. Эти прессы обеспечивают большую скорость холостого хода; регулируемый, плавный ход ползуна пресса (и соответственно пуансона), оснащены выталкивателями и предоставляют возможность монтажа плавильно- заливочных устройств.
Процесс жидкой штамповки имеет ряд достоинств. Кристаллизация металла под давлением обеспечивает мелкозернистую, плотную его структуру и повышенные механические свойства. Более мелкозернистая структура, чем в отливках, получается в результате высокой скорости охлаждения жидкого металла, залитого в металлическую форму- матрицу. Кроме этого кристаллизация под давлением и деформирование предотвращают образование усадочных раковин и газовой пористости (так как растворимость водорода растет с повышением давления). В соответствии с этим механические свойства и эксплуатационные характеристики поковок оказываются выше.
Наличие высоких давлений улучшает заполнение полостей штампов и повышает качество поверхности. Конфигурация поковки при этом может быть более сложной, чем при объемной штамповке, при более высокой точности размеров и меньшем расходе металла, чем при литье. В результате затраты на механическую обработку значительно снижаются.
Следует отметить высокую производительность процесса (время цикла несколько десятков секунд) и высокую степень механизации и автоматизации.
Данный процесс имеет и недостатки. Это возможная химическая неоднородность поковок, необходимость поддержания оптимальной температуры при заливке металла, высокие термические нагрузки на инструмент и ограничение его стойкости, необходимость использования защитных покрытий полости штампа для исключения сварки заготовки с поверхностью штампа, обеспечение мероприятий по ограничению скорости подачи металла в штамп (чтобы не разрушить рабочую поверхность) и исключение попадания шлака, а также ограниченная масса поковок (около 10 кг).
Жидкой штамповкой изготавливают поковки из стали и цветных металлов. Величина давления при этом 100 ... 500 МПа, а время выдержки под давлением составляет 2 ... 10 с.
Вопросы для текущего контроля знаний по разделу
Какие технологические процессы называют обработкой металлов давлением (ОМД)?
За счет чего происходит изменение формы и размеров заготовки при ее деформации?
От чего зависит пластичность металлов при ОМД?
Из каких процессов складывается общая пластическая деформация поликристаллического тела?
По каким причинам возникает анизотропия механических свойств при ОМД?
В чем заключается основные отличия ОМД от других технологий обработки металлов?
Какими преимуществами обладает ОМД по сравнению с другими технологическими процессами в машиностроении?
Какое влияние оказывает ОМД на структуру и свойства металлов и сплавов?
Чем холодная деформация металла при ОМД отличается от горячей?
Для чего металл нагревают перед обработкой давлением?
Что представляет собой явление рекристаллизации, при каких условиях оно протекает?
Как влияет макроструктура заготовки на прочность готовой детали?
Как осуществляется выбор режима нагрева для ОМД?
Какие нагревательные устройства используются в настоящее время в ОМД и чем они характеризуются?
Какие преимущества и недостатки имеет пламенный и электрический нагрев заготовок?
Какие виды ОМД выделяют в настоящее время?
В чем заключается вид ОМД, называемый прокаткой?
В чем состоят основные достоинства прокатки?
Какие виды прокатки вы знаете?
Из каких профилей состоит сортамент прокатного производства?
Какие типы прокатных валков вам известны, на каком оборудовании осуществляется прокатка?
Какие типы рабочих клетей прокатных станов вам известны, для получения каких видов проката они используются?
В чем заключается такой вид ОМД, как прессование?
Какие виды прессования вы знаете?
В чем главные достоинства и недостатки прессования?
Как происходит формоизменение заготовки при волочении?
Какое оборудование и инструмент используется при волочении?
Какие достоинства и недостатки имеет процесс волочения?
За счет чего осуществляется формоизменение заготовки при ковке?
Какой инструмент используют для выполнения операций ковки?
Какие основные операции ковки вы знаете?
На каком оборудовании выполняют операции ковки?
Как проектируется технологический процесс изготовления поковок?
Каким образом разрабатывается чертеж кованой поковки?
Какова последовательность изготовления поковки?
Какие дефекты слитков (служащих заготовками для ковки) встречаются в настоящее время?
Как очищают заготовку от окалины в кузнечном производстве?
Какие факторы влияют на технологический процесс ковки?
Что представляет собой объемная штамповка как вид ОМД?
Что такое ручей штампа?
Какими преимуществами и недостатками обладает объемная штамповка по сравнению с ковкой?
Когда целесообразно изготавливать детали объемной штамповкой?
Какие типы штампов используются при горячей объемной штамповке?
Зависит ли конфигурация штампованной поковки от типа штампа?
Какие стадии деформации заготовки наблюдаются при объемной штамповке?
Какую функцию выполняет облой при горячей объемной штамповке?
Какими преимуществами и недостатками обладают закрытые штампы для объемной штамповки по сравнению с открытыми?
Из каких операций состоит процесс изготовления поковок при горячей объемной штамповке в одноручьевом открытом штампе?
Какова последовательность проектирования технологического процесса получения штампованной поковки?
В какой последовательности разрабатывают чертеж штампованной поковки?
Какие преимущества имеет холодная объемная штамповка по сравнению с горячей?
Какие разновидности холодной объемной штамповки вы знаете?
Какие операции включает обычно в себя технологический процесс изготовления деталей холодной формовкой?
Какое оборудование используется для объемной штамповки?
Что представляет собой такой вид ОМД как листовая штамповка?
Какими достоинствами обладает листовая штамповка?
Какие операции листовой штамповки относят к разделительным (формоизменяющим), в чем их сущность?
С помощью какого инструмента выполняют листовую штамповку?
На каком оборудовании выполняют листовую штамповку?
Какие специальные способы обработки давлением вы знаете?