

4.2.2. Электрическая дуга
Электрическая дуга является одной из форм электрического разряда в ионизированном газе. Устойчивый разряд образуется в газовой среде между твердыми или жидкими проводниками (электродами), если в этой среде имеются заряженные частицы - электроны и ионы. В обычных условиях газы являются изоляторами, поскольку атомы газов электрически нейтральны. Заряженные частицы в дуговом промежутке создаются за счет процесса ионизации, при котором происходит расщепление нейтральных атомов на положительно заряженные ионы и отрицательно заряженные электроны. Именно они, при своем движении к электродам, обеспечивают перенос зарядов и протекание электрического тока через дуговой промежуток. Для горения дуги необходим источник тока.
Возбудить дугу можно кратковременным касанием изделия сварочным электродом, подключенным к источнику питания. В момент короткого замыкания, по цепи протекает электрический ток, который нагревает торец электрода. При разведении электродов, после их соприкосновения от поверхности нагретого тела отрываются электроны, обладающие кинетической энергией, достаточной для преодоления силы электростатического притяжения. Под действием электрического поля (разности потенциалов, которая создается источником питания между электродами) электроны устремляются к аноду. Электрическое поле сообщает электронам скорости 1,5 … 2 км/с. Летящие с такой скоростью электроны обладают достаточно большой кинетической энергией для того, чтобы столкнувшись с нейтральным атомом, произвести работу, необходимую для его ионизации. В результате такого неупругого столкновения вместо одной заряженной частицы получаются три заряженные частицы, которые движутся в электрическом поле (рис. 4.7). Процесс ионизации приобретает лавинообразный характер, что и обеспечивает возбуждение дуги при разведении электродов после их соприкосновения.
Э
Рис.
4.7. Процесс ионизации дугового промежутка.
Электрический разряд не является однородным по длине дуги. В дуговом разряде различают три зоны; катодную, примыкающую к катоду (отрицательно заряженному электроду),анодную, примыкающую к аноду, истолб дуги, расположенный между катодной и анодной зонами. Протяженность катодной и анодной зон очень невелика. Она составляет 10-7… 10-5м, однако в этих зонах наблюдается значительное падение напряжения, вызванное образованием около электродов пространственных зарядов за счет скопления заряженных частиц. Значения катодногоUки анодногоUападений напряжения не зависят от длины дуги. Длина дуги оказывает влияние на падение напряжения только в столбе дугиUc. Общее напряжение сварочной дуги складывается из суммы падений напряжения в отдельных областях дуги:
UД=Uк + Uа + Uс
Температура в дуге также распределена неравномерно. Экспериментально установлено, что температура в столбе дуги выше, чем в катодной и анодной зонах, и достигает 6000 … 7000°С. Для дуги, горящей в парах железа, температура катодной и анодной зон составляет 2400 … 2600°С.
Для газового
разряда сопротивление не является
постоянным, так как количество заряженных
частиц зависит от интенсивности ионизации
и, в частности, от силы тока. Поэтому
электрическая дуга не подчиняется
закону Ома. Зависимость напряжения на
электродах от силы протекающего через
дугу тока носит название статической
характерис
Рис.
4.8. Статическая характеристика
дуги при постоянных
длине дуги и диаметре
электрода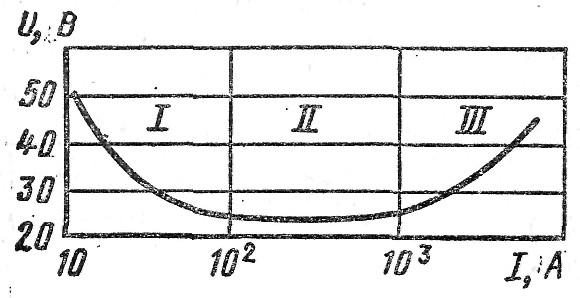
При использовании электрической дуги как источника теплоты важным является вопрос о ее тепловой мощности. Полную тепловую мощность дуги, т. е. количество теплоты, выделяемое дугой в единицу времени, приближенно считают равной электрической мощности, определяемой как произведение силы тока Iна напряжениеUД :
q=IUД , Вт,
где I- сила тока,A;UД- напряжение на дуге, В.
Однако не вся электрическая (тепловая) мощность дуги используется при сварке на нагрев заготовки. Часть теплоты теряется в окружающую среду. Полезная часть, введенная в металл за единицу времени, называется эффективной тепловой мощностью дуги qи. Эффективная тепловая мощность сварочной дуги связана с полной тепловой мощностью через эффективный КПД ηизначение которого зависит от способа сварки и колеблется от 0,5 до 0,9.