

4.2.4. Ручная дуговая сварка
В основе наиболее распространенного способа дуговой сварки, называемого ручной дуговой сваркой, лежат предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами.
Сварку называют ручной по той причине, что при выполнении ее штучный электрод, имеющий мерную длину, вручную перемещают вдоль свариваемых заготовок в нужном направлении и одновременно подают в зону горения дуги.
При сварке по методу Бенардоса применяют угольные или графитовые электроды диаметром 6 … 30 мм, длиной 200 … 300 мм. Для сварки по методу Славянова используют металлические электроды, имеющие диаметр 1,6 … 12мм и длину 150 … 450 мм.
В
Рис.4.12.
Схема ручной дуговой сварки:
1-
основной металл, 2- шлаковая корка, 3-
сварной шов, 4- шлаковая ванна, 5- защитная
газовая атмосфера, 6- покрытие электрода,
7- стержень электрода, 8- дуга, 9- ванна
расплавленного металла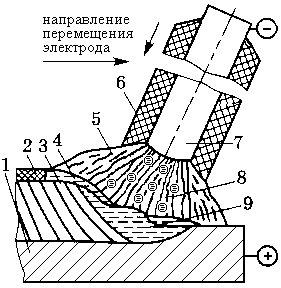
В ванне расплавленного металла протекают металлургические процессы испарения либо окисления компонентов свариваемого сплава, например углерода, некоторых легирующих элементов (марганца, кремния и др.), насыщение расплавленного металла атмосферными газами. В результате химический состав сварного шва по сравнению с электродным и основным металлом может измениться, что обычно приводит к снижению его механических свойств. Для обеспечения заданных состава и свойств шва используется покрытие электрода, в состав которого вводят легирующие элементы, элементы- раскислители и элементы, защищающие расплавленный металл от воздействия воздуха. Кроме этого покрытие электродов обеспечивает стабильность горения дуги. Для решения всех этих задач в состав покрытия электродов входят стабилизирующие, газообразующие, раскисляющие, легирующие и связующие составляющие.
Газовая защита зоны сварки и расплавленного металла создается при сгорании газообразующих веществ. Она предохраняет расплавленный металл от воздействия кислорода воздуха. В качестве таких веществ в покрытие вводят органические соединения — древесную муку, декстрин, целлюлозу, крахмал и т.п.
Шлаковая защита предохраняет расплавленный металл от кислорода и азота воздуха путем образования шлаковых оболочек на поверхности капель, электродного металла и шлакового покрова на поверхности расплавленного металла шва. Шлак уменьшает скорость охлаждения и затвердевания металла шва, способствует выходу из него газовых и неметаллических включений. Шлакообразующими веществами покрытий являются титановый концентрат, марганцовая руда, каолин, мрамор, мел, кварцевый песок, полевой шпат и т.п.
Раскисление металла сварочной ванны осуществляется элементами, обладающими большим сродством с кислородом, чем железо. К ним относятся марганец, титан, молибден и др.
Легирование металла шва проводится для придания специальных свойств наплавленному металлу. Наиболее часто для этого применяют хром, никель, молибден, вольфрам, титан. Эти элементы вводятся как в покрытие так и в стержень электрода.
Для повышения устойчивости горения дуги в состав покрытий вводят стабилизирующие компоненты. В их состав входят соединения щелочных или щелочноземельных металлов, которые в дуге легче ионизируются, чем кислород и азот воздуха, и этим улучшают стабильность горения дуги.
Для закрепления покрытия на стержне электрода используют связующие компоненты: жидкое стекло, желатин, декстрин, пластмассы и др. По видам покрытий электроды подразделяются на: А — с кислым покрытием, Б — с основным покрытием, Ц — с целлюлозным покрытием, Р — с рутиловым покрытием, П — прочие виды покрытия.
От вида покрытия зависят его токсичность, технологические свойства электродов, область их применения, тип электрического тока, его полярность, а также возможность выполнения сварного соединения при том или ином положении шва в пространстве.
По назначению выделяют четыре группы покрытых электродов для сварки сталей: углеродистых (У), легированных (Л), теплоустойчивых (Т) и высоколегированных (В). Пятую группу составляют электроды для наплавки с целью создания поверхностных слоев с особыми свойствами (Н). В зависимости от механических и других свойств наплавленного металла эти группы электродов подразделяются на типы. Каждому типу может соответствовать одна или несколько марок электродов.
При изготовлении электродов для ручной дуговой сварки покрытия наносят на мерные стержни длиной 150 … 450 мм из сварочной проволоки. Стержни - повышенного качества, т.е. имеют ограниченное содержание серы и фосфора. В зависимости от состава сварочная стальная проволока разделяется на три группы: низкоуглеродистая (Св-08, Св-08А, Св-08ГА и др.), легированная (Св-08Г2С, Св-10Х5М, Св-18ХМА и др.) и высоколегированная (Св-06Х14, Св-04Х19Н9, Св-08Н50 и др.). В маркировке проволоки символ «Св» означает слово «сварочная», буквы и цифры – ее химический состав.
Согласно ГОСТ 2246-86 на стальную сварочную проволоку существует 77 ее марок с диаметром проволоки 0,2 … 12 мм. Наиболее применимы электроды с диаметром стержня 3, 4, 5 и 6 мм.
Для получения сварного соединения требуемых размеров, формы и качества устанавливается режим сварки, т.е. основные показатели, определяющие процесс сварки. К этим показателям при ручной дуговой сварке относятся: марка электрода, его диаметр, сила и род сварочного тока, скорость сварки.
Химический состав свариваемого металла определяет тип и марку электродов.
Ручная сварка наиболее удобна при выполнении коротких и криволинейных швов в любых пространственных положениях – нижнем, вертикальном, горизонтальном, потолочном
Диаметр электрода выбирают в зависимости от толщины листа свариваемого металла и положения шва в пространстве. При нижнем положении шва диаметр электрода определяют по таблице 4.1, руководствуясь соотношением между диаметром электрода и толщиной свариваемого металла.
Таблица 4.1 – Зависимость диаметра электрода dэот толщины листа свариваемого металла δ
|
δ, мм |
1-2 |
3-5 |
4-10 |
12-24 и более |
|
dэ, мм |
2-3 |
3-4 |
4-5 |
5-6 |
Сварку швов в вертикальном и потолочном положении выполняют, как правило, электродами диаметром не более 4 мм.
Важным параметром режима ручной дуговой сварки является сила сварочного тока (Iсв) в амперах. Ее выбирают в зависимости от диаметра и типа металла электрода на основании следующего соотношения:
Iсв = kdэ,
где k– опытный коэффициент, равный 40 … 60 для электродов со стержнем из низкоуглеродистой стали и 35 … 40 для электродов со стержнем из высоколегированной стали, А/мм;dэ– диаметр стержня электрода, мм.
Род тока и полярность определяют в зависимости от принятой для сварки марки электродов.
Скорость сварки (перемещения дуги) зависит от размеров сварного шва, коэффициента наплавки и величины сварочного тока.
Достоинством ручной дуговой сварки является ее универсальность. Данный способ получения сварных конструкций удобен при выполнении коротких и криволинейных швов в любых пространственных положениях – нижнем, вертикальном, горизонтальном, потолочном, при расположении швов в труднодоступных местах, Он широко используется при ремонтных и монтажных работах, а также сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов и применяется для получения сварного соединения на воздухе, под водой и в космосе. Широкое распространение способа ручной дуговой сварки способствует также простота и невысокая стоимость оборудования и расходных материалов.
Недостатком способа является низкая его производительность. Это связано, прежде всего, с тем, что производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, к сильному разбрызгиванию и угару расплавленного металла. Вместе с тем компоненты покрытия электрода при его плавлении и сгорании образуют токсичные выделения, наносящие вред здоровью сварщика и окружающей среде. По этой причине в работе сварщика предусматриваются перерывы, несмотря на снижение производительности его труда. Кроме этого в процессе работы сварщик вынужден делать остановки для установки нового электрода взамен израсходованному (при использовании плавящегося электрода), также снижающие производительность.
Процесс ручной дуговой сварки представляет собой последовательность определенных движений электродом достаточно большой длины, закрепленным в специальной рукоятке – держаке. Хорошее качество сварного шва в этом случае получается только при большом навыке сварщика - высокой его квалификации.
Недостатком ручной дуговой сварки плавящимся электродом является и наличие на поверхности шва шлаковой корки, затрудняющей сварщику в процессе работы оценку качества шва, а также наличие «огарков»- остатков электродов настолько малой длины, что сварщик работать ими уже не может, и в результате отправляет их в отходы.
Ручную дуговую сварку плавящимся и неплавящимся электродами применяют во всех отраслях промышленности для получения сварных конструкций их углеродистых и легированных сталей, а также цветных металлов.
При изготовлении сварной конструкции из стальных листов толщиной до 6 мм, их сваривают по зазору без разделки кромок заготовки. При большей толщине металла кромки разделывают - выполняют одностороннюю или двустороннюю фаску под углом 600. Разделка необходима для обеспечения полного провара по толщине. Металл толщиной свыше 10 мм сваривают многослойным швом.