

4.2.6. Дуговая сварка в защитных газах
Защиту электрической дуги и расплавленного металла сварочной ванны от атмосферного воздуха струей газа предложил еще Н.Н. Бенардос. Для этого сварочная установка оснащается горелкой, через сопло которой непрерывно подается струя защитного газа, оттесняющего воздух от места сварки. В настоящее время способ успешно конкурирует, а в некоторых случаях и вытесняет ручную дуговую сварку.
В качестве защитных газов используют либо инертные газы (аргон и гелий), либо активные газы (углекислый газ, водород, азот и др.), либо их смеси (аргон с кислородом, аргон с азотом или с углекислым газом, углекислый газ с кислородом и др.). Наибольшее применение получили аргон и углекислый газ.
Основными достоинствами дуговой сварки в защитных газах по сравнению с ручной дуговой сваркой являются:
высокая производительность;
надежная защита расплавленного металла;
минимальная зона структурных превращений металла шва и незначительная деформация изделий из-за высокой степени концентрации дуги;
возможность наблюдения за дугой и сварочной ванной в процессе сварки;
отсутствие флюсов и покрытий электрода, а, следовательно, и необходимости очистки сварных швов;
высокая степень механизации и автоматизации процесса;
возможность сварки металлов толщиной от десятых долей миллиметра до десятков миллиметров;
возможность сварки в различных пространственных положениях;
облегчение труда сварщиков из-за отсутствия выбросов в атмосферу сопутствующих вредных продуктов процесса сварки.
4.2.6.1. Сварка в углекислом газе
Сварку в углекислом газе производят плавящимся электродом с помощью сварочного полуавтомата или автомата. Сварка считается полуавтоматической, когда перемещение горелки вдоль свариваемых кромок осуществляется вручную, а подача электродной проволоки и защитного газа – автоматически. При автоматическом способе перемещение горелки, подача проволоки и газа осуществляются автоматически. Наибольшее распространение получил случай питания сварочной дуги от источников постоянного тока с жесткой или возрастающей внешней характеристикой при обратной полярности, так как в этом случае дуга горит более стабильно, а разбрызгивание металла незначительно.
При сварке плавящимся электродом в атмосфере углекислого газа (рис. 4.14) дуга горит между электродной проволокой 8, непрерывно подаваемой через сварочную горелку в зону дуги 3 и свариваемым изделием 11. Под действием высоких температур сварочной дуги углекислый газ диссоциирует на оксид углерода и атомарный кислород, при этом свариваемый металл начинает интенсивно окисляться. Для нейтрализации такого явления в электродную проволоку вводят раскислители в виде марганца и кремния. Так для сварки углеродистых и низколегированных сталей в углекислом газе используют проволоку марок Св-08ГСА, Св-08Г2СА. На поверхности шва 1 образуется тонкая шлаковая корка из оксидов раскислителей.
У
Рис.4.14.
Схема сварки в защитных газах плавящимся
электродом:
а-
горелка сварочного автомата, б- горелка
сварочного полуавтомата
1-
сварной шов, 2- ванна расплавленного
металла, 3- сварочная дуга, 4- атмосфера
защитного газа, 5- сопло, 6- токоподводящий
мундштук, 7- корпус горелки, 8- электродная
проволока, 9- механизм подачи проволоки,
10- кассета с проволокой, 11- основной
металл, 12- рукоять горелки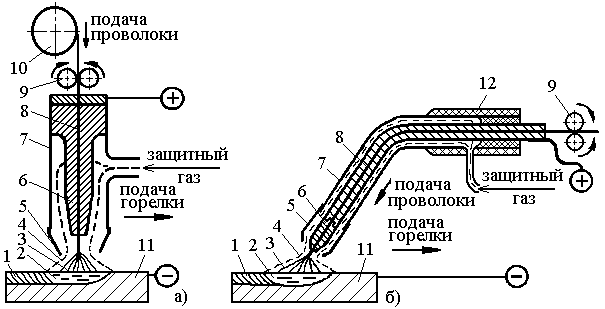
Так как плотность тока высока, а диаметр применяемой электродной проволоки не превышает 3 мм, интенсивный ее расход компенсируют большой скоростью подачи. Это возможно обеспечить только механизированной подачей проволоки в зону сварки, что и объясняет применение сварочных автоматов и полуавтоматов.
Основными параметрами режима сварки в углекислом газе является род, полярность и величина тока, напряжение дуги, диаметр и скорость подачи проволоки, расход газа, вылет электрода, скорость сварки. В зависимости от сочетания параметров режима процесса скорость сварки в углекислом газе составляет 20 … 80 м/ч.
В углекислом газе сваривают конструкции из углеродистых, низколегированных и некоторых высоколегированных сталей (газо- и нефтепроводы, корпуса судов и т. д.).
Среди прочих достоинств дуговой сварки в защитных газах сварка в углекислом газе характеризуется низкой стоимостью, что приводит в настоящее время к замене ею ручной дуговой сварки.
4.2.6.2. Аргонодуговая сварка
Дуговую сварку с использованием в качестве защитного газа аргона выполняют плавящимся или неплавящимся (преимущественно вольфрамовым) электродами. Сварку плавящимся электродом осуществляют с помощью сварочных автоматов и полуавтоматов, аналогичных рассмотренным выше (см. рис. 4.14). Плавящиеся электроды применяют в виде сварочной проволоки, которая по химическому составу близка к составу основного металла.
Сварку также выполняют на постоянном токе обратной полярности, получаемом от источников с жесткой или возрастающей внешней характеристикой, при высокой плотности тока для обеспечения глубокого проплавления основного металла и формирования плотного шва с ровной и чистой поверхностью.
Обратная полярность при высоких плотностях тока определяет наличие ионизированных атомов металла электрода в столбе дуги. В связи с этим дуга обратной полярности горит устойчиво и обеспечивает качественное формирование шва. Кроме этого ей соответствуют повышенная скорость расплавления проволоки и производительность процесса сварки.
Кроме этого дуга обратной полярности обладает одним важным технологическим свойством: при ее действии с поверхности свариваемого металла удаляются оксиды. Это объясняется тем, что поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые механически разрушают пленки оксидов. Такое явление известно как катодное распыление.
Плавящимся электродом сваривают алюминий, магний и их сплавы, а также коррозионно-стойкие и жаропрочные стали при толщине металла более 1,5 мм.
Стали чаще всего сваривают аргоном в смеси с 5% кислородом. Кислород уменьшает поверхностное натяжение расплавленного металла, что способствует в конечном итоге повышению качества шва. Одновременно повышается устойчивость горения дуги при относительно небольших токах, что облегчает сварку металла малой толщины.
Схема аргонодуговой сварки неплавящимся электродом приведена на рис. 4.15.
Н
Рисунок
4.15. Схема сварки в защитных газах
неплавящимся электродом:
а-
горелка сварочного автомата, б- ручная
горелка
1-
основной металл, 2- ванна расплавленного
металла, 3- сварочная дуга, 4- атмосфера
защитного газа, 5- сопло, 6- токоподводящий
мундштук, 7- корпус горелки, 8- неплавящийся
электрод, 9- кассета с проволокой, 10-
механизм подачи проволоки, 11- присадочная
проволока, 12- сварной шов, 13- присадочный
материал, 14 рукоять горелки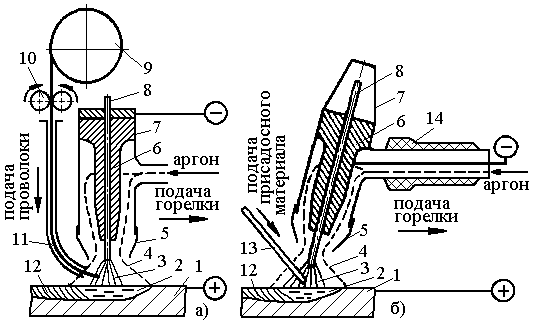
Сварку неплавящимся электродом осуществляют с помощью сварочных автоматов и полуавтоматов, а также ручной горелкой на постоянном и переменном токах. Чаще всего используется постоянный ток прямой полярности, получаемый от источников с падающей внешней характеристикой. В этом случае дуга легко зажигается, и горит устойчиво при напряжении 10 … 15 В. Таким способом сваривают нержавеющие и жаропрочные стали, никель и его сплавы, титан, цирконий, молибден и другие металлы толщиной 0,5 … 6 мм.
Переменным током сваривают алюминий, магний и их сплавы, т.к. в те полупериоды, когда катодом является свариваемое изделие, его поверхность бомбардируется тяжелыми положительными ионами аргона, в результате чего происходит разрушение тугоплавких оксидных пленок.
Общим недостатком дуговой сварки в защитных газах по сравнению с ручной дуговой сваркой является:
использование более дорогостоящей сварочной установки, в комплект которой кроме источника питания входит баллон с защитным газом и автомат подачи газа к горелке;
в случае использования ручной горелки и сварочного полуавтомата хорошее качество сварного шва может быть достигнуто только при большом навыке сварщика - высокой его квалификации.