

4.2.8. Электрошлаковая сварка
При электрошлаковой сварке источником теплоты для расплавления металла является высокотемпературная шлаковая ванна, полученная за счет расплавления флюса электрическим током. Схема процесса представлена на рис. 4.17.
Обычно электрошлаковой сваркой выполняют вертикальные швы. В этом случае свариваемые заготовки 8 устанавливают вертикально на некотором расстоянии друг от друга. Зазор между заготовками по бокам закрывают ползунами 4, а снизу вводной планкой 1. Полученное пространство заполняют флюсом и через мундштук 6 в него подают сварочную проволоку 7. Начало процесса аналогично сварке под слоем флюса, т.е. после подключения электрического тока возбуждается электрическая дуга между вводной планкой и сварочной проволокой электродом (в данном случае она является плавящимся электродом). После расплавления флюса и образования шлаковой ванны 5 сварочная проволока 7 оказывается погруженной в расплавленный шлак. В следствие шунтирования дуги горение ее прекращается, однако подача проволоки и подвод тока продолжаются. В результате за счет электросопротивления расплавленного шлака сварочная ванна разогревается до температуры 2000 °С. Выделяющегося тепла оказывается достаточно для дальнейшего плавления кромок свариваемых изделий и электродной проволоки.
В
Рис.
4.17. Схема процесса электрошлаковой
сварки:
а)-
схема установки, б)- разрез по плоскости
А-А
1-
вводная планка, 2– сварной шов, 3- ванна
расплавленного металла, 4– ползун, 5–
шлаковая ванна, 6– мундштук, 7– сварочная
проволока, 8– основной металл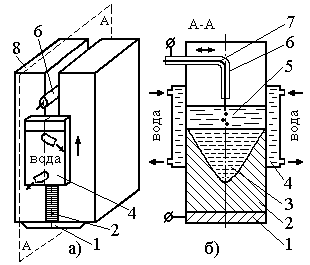
Шлаковая ванна по сравнению с электрической дугой является равномерно распределенным источником теплоты. В результате металл кромок заготовок расплавляется одновременно по всему периметру шлаковой ванны. Это позволяет за один проход сваривать изделия большой толщины. В зависимости от толщины свариваемых элементов процесс ведут с помощью одной или нескольких сварочных проволок. Сварку одним электродом используют для соединения металла до 60 мм. Заготовки толщиной до 150 мм также сваривают одним электродом, но последние здесь совершают колебания вдоль зазора для обеспечения равномерного разогрева шлаковой ванны по всей ее толщине. Для соединения металла толщиной до 500 мм используют сварку тремя электродными проволоками диаметром 2 … 3 мм.
Процесс сварки осуществляют с помощью специальных автоматов, обеспечивающих подачу сварочных проволок их перемещение в зазоре, а также движение всей конструкции относительно свариваемого изделия.
Устойчивость электрошлаковой сварки определяется ее режимом. Основными параметрами режима сварки являются сварочный ток, напряжение на электродах и скорость сварки. К дополнительным параметрам относятся зазор между свариваемыми заготовками, скорость подачи электрода, число электродов и площадь их поперечного сечения, глубина шлаковой ванны, состав флюса, вылет электрода, скорость поперечных колебаний электрода.
Флюсы, применяемые для электрошлаковой сварки, имеют специальный состав, зависящий от химического состава свариваемых металлов. В некоторых случаях используют флюсы, предназначенные для сварки под слоем флюса.
В качестве источников питания для электрошлаковой сварки применяют трансформаторы с жесткой характеристикой и напряжением от 35 до 55 В. Сварочный ток составляет 750 ... 1000 °С.
Этот метод сварки широко применяют в тяжелом машиностроении при изготовлении крупногабаритных конструкций (валов, корпусных деталей и других ковано-сварных и лито-сварных конструкций) с толщиной свариваемого металла от 50 до 2000 мм
По сравнению с автоматической сваркой под слоем флюса электрошлаковая сварка имеет следующие преимущества:
более высокая производительность, обусловленная непрерывностью процесса, выполнением шва за один проход при любой толщине металла и увеличением сварочного тока в 1,5 … 2 раза;
лучшая макроструктура шва в результате выполнения его за один проход и отсутствие в результате этого многослойности, а также большая его однородность;
меньшие затраты на выполнение одного метра сварного шва вследствие повышения производительности, исключения необходимости подготовки кромок заготовок, расхода сварочной проволоки, флюса и электроэнергии.
Недостатком электрошлаковой сварки является образование крупного зерна в шве и околошовной зоне вследствие замедленного нагрева и охлаждения. Это требует термической обработки после сварки (отжига или нормализации) для измельчения зерна в металле сварного соединения.