

Раздел 2. Технология литейного производства
2.1. Место, значение и перспективы развития литейного производства в машиностроении
ЛП является основной заготовительной базой и важнейшей технологической отраслью машиностроения и металлообработки, поэтому оно присутствует во всех отраслях машиностроения. Удельный вес литых деталей в металлорежущих станках составляет ~ 80%, в текстильных машинах - ~ 72%, в прокатных станах – ~ 68%, в паровых турбинах - ~ 65%, в тракторах - ~ 58%, в электровозах - ~ 26% и т. д. В среднем литые детали составляют примерно половину массы всех машин и механизмов.
Такая большая доля литых деталей объясняется теми особыми преимуществами технологии ЛП, которые обеспечивают получение любых деталей практически неограниченной сложности из любых сплавов с заданными свойствами, в том числе, которые нельзя получить другими методами. Литьём можно получить детали массой от нескольких граммов до 600 тонн и более, с толщиной стенки от 0,5 до 500 мм и более, с размерами от нескольких миллиметров до десятков метров. Кроме того, литьё позволяет получить заготовку максимально приближенную по форме и размерам к готовой детали, что значительно сокращает расход металла и объём механической обработки и увеличивает коэффициент использования металла (КИМ). КИМ - это отношение массы готовой детали к массе заготовки. Он составляет от 0,5 до 0,7 при изготовлении детали из прутка, от 0,55 до 0,7 - из поковки, от 0,75 до 0,85 - литьем в песчано-глинистые формы и от 0,88 до 0,9 - литьем в кокиль.
Перспектива развития ЛП вызвана широким использованием в авиации, судостроении, приборостроении, радиоэлектронике, ракетостроении и атомной энергетике отливок из тугоплавких сплавов. Большой спрос на отливки наблюдается в связи с развитием химического машиностроения, где широко используются труднообрабатываемые, жаропрочные и коррозионостойкие сплавы.
Дальнейшее совершенствование технологии ЛП, механизация и автоматизация всех процессов, освоение и внедрение прогрессивных способов изготовления отливок сократят их механическую обработку, снизят их стоимость и расширят область применения ЛП в промышленности. Так, появление облицованных кокилей позволило получать очень сложную деталь - коленчатый вал двигателя - методом литья вместо ковки. Совершенствование технологии позволило снизить толщину стенки чугунного блока цилиндров с 8 до 3,2 мм, что привело к существенному уменьшению его массы.
Россия имеет развитое производство отливок. При этом отливки из чугуна составляют ~ 73,5% от общего выпуска, стальные ~ 20,4%, из цветных сплавов ~ 6,1%. В последние годы наблюдается общая тенденция увеличения доли отливок из цветных сплавов за счет чугунных и стальных отливок, а также замены стальных отливок отливками из высокопрочного и ковкого чугунов.
2.2. Общая технологическая схема изготовления отливки
С
Рис.
2.1. Общая схема технологического процесса
изготовления отливки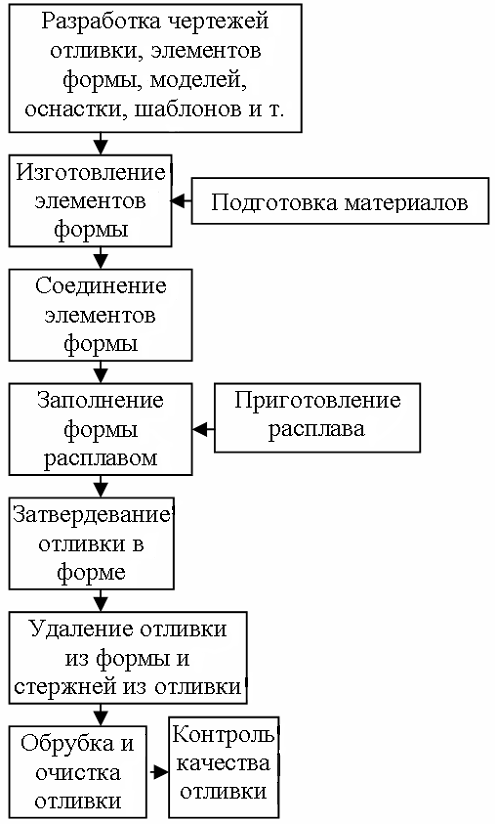
Простейшая литейная форма состоит из одного элемента, в котором выполнена рабочая полость, она называется неразъёмной. Форма, состоящая из двух элементов в виде полуформ, называется разъёмной. Форма может иметь один или несколько элементов в виде литейного стержня, который служит для получения отверстий, полостей и других сложных очертаний отливки. Форма может иметь одну или несколько поверхностей разъёма (лада). Разъём может быть горизонтальным (наиболее распространен) и вертикальным. Форма с несколькими разъёмами называется стопочной и применяется при изготовлении сложных отливок или для увеличения количества отливок, получаемых в одной форме. Из-за многочисленности способов изготовления отливок их технологические схемы существенно отличаются, поэтому рассмотрим схему, отражающую наиболее общую для всех способов последовательность операций (рис. 2.1).