

4.3.5. Конденсаторная сварка
Конденсаторная сварка - это разновидность точечной или шовной контактной сварки, при которой энергия для сварочного нагрева накапливается в конденсаторе и затем отдается в сварочную цепь в виде кратковременного импульса.Принципиальная схема конденсаторной машины малой мощности показана на рис. 4.31.
Т
Рис.
4.31. Электрическая схема конденсаторной
машины для контактной сварки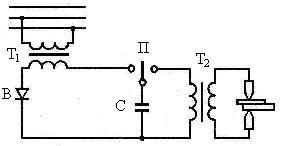
Импульс сварочного тока очень короткий - сотые доли миллисекунды. Выделившееся за время импульса тепло не успевает отводиться за счет теплопроводности на значительную глубину. Поэтому на конденсаторных машинах целесообразно сваривать только тонкие материалы (до 1 … 2 мм). На них легко приваривать тонкий материал к массивному изделию. Для толщин менее 0,1 мм конденсаторная сварка нередко незаменима. Кратковременность сварки сводит к минимуму нагрев изделия, его деформацию и ширину зоны термического влияния. Поэтому она применима для соединения множества материалов - алюминия, меди, никеля и сплавов на их основах, сталей, вольфрама, молибдена, серебра, платины и др.
Относительно длительное накопление энергии в конденсаторах позволяет резко снизить установленную мощность машины. При толщине свариваемого металла до 1 мм установленная мощность конденсаторной машины в 50 … 1000 раз меньше, чем обычной точечной, и может составлять всего 0,5 … 0,7 кВА. С увеличением толщины разница в мощностях конденсаторной и обычной машин уменьшается, а сварка на обычной контактной машине становится более надежной. Как правило, применение конденсаторной сварки для толщин более 2 мм нерационально.
Электрический режим конденсаторной сварки легко регулировать в широких пределах изменением энергии, амплитуды и длительности импульса. Энергию импульса меняют переключением числа включенных конденсаторов и ступеней сварочного трансформатора,
Процесс конденсаторной сварки может быть автоматизирован. Серийные конденсаторные точечные машины позволяют выполнять 30 … 60 точек/мин. Поэтому конденсаторная сварка получила широкое распространение в приборостроении и электронике, где она заменяет пайку, вальцовку и другие процессы.
Достоинства конденсаторной сварки следующие:
легкая автоматизация процесса;
минимальный нагрев изделия и как следствие его деформация и ширина зоны термического влияния;
простота регулирования электрического режима;
экономичность.
Недостатком этого типа сварки можно считать ограничение области ее применения только сваркой материалов толщиной до 2 мм.
4.3.6. Специальные виды сварки давлением
Холодная сварка. Это сварка давлением при комнатной температуре. Наиболее распространены точечная и стыковая холодная сварка. Точечной сваркой сваривают внахлестку листы толщиной 0,2 … 15 мм, сжимая их круглыми или прямоугольными пуансонами. Для получения сварной точки пуансон вдавливают на глубину 0,7 … 0,9 толщины свариваемых деталей. Таким способом можно сваривать только пластичные материалы - алюминий, никель, медь, технически чистое железо, свинец и некоторые другие, Давление, необходимое для сварки, составляет для меди 2000 МПа, а для отожженного алюминия 300 … 600 МПа.
Стыковую холодную сварку осуществляют непосредственным сдавливанием между собой свариваемых изделий, закрепленных в зажимах. Таким способом можно сваривать медь, алюминий, никель, свинец, а также алюминий с медью, сталью, никелем, свинец с железом и др. Алюминиевые и медные провода сечением 2,5 … 4 мм2можно сваривать ручными клещами. Сечения до 1500 мм2сваривают на специальных стационарных машинах.
Существенно расширяет возможности холодной сварки применение сжатия соединяемых деталей с одновременным смещением их вдоль соединяемых поверхностей. Такие процессы называют сваркой сдвигом. Промышленное применение получил один из таких процессов -клинопрессовая сваркаи ее модификации. Этим способом успешно соединяют разнородные материалы (например, алюминий со сталью). Для этого в алюминиевую втулку запрессовывают стальную деталь с конической поверхностью - конусность порядка 10° (можно и наоборот - напрессовывать сталь на алюминий). При этом получается соединение, равнопрочное с основным металлом, т. е. разрушающееся по алюминию. Такой процесс использовали, в частности, для изготовления алюмо-стальных трубчатых переходников. Алюминиевый хвостовик такого переходника приваривали к алюминиевой трубе в заводских условиях, а при монтаже алюминиевых труб с переходниками на концах сваривали сталь со сталью.
Достоинствами холодной сварки являются:
малые энергозатраты при выполнении сварного соединения;
высокая производительность, определяемая только быстродействием пресса;
отсутствие нагрева места соединения и вследствие этого неизменность свойств металла;
легко автоматизируется;
хорошее качество сварного шва.
Недостатки:
способ эффективен в основном для пластичных металлов;
возможность появления трещин при больших удельных нагрузках.
Диффузионная сварка. Диффузионная сварка - это способ сварки давлением в вакууме. Свариваемые детали сжимают, нагревают в вакууме до температуры, не превышающей 0,7 … 0,8 температуры плавления, и длительно выдерживают. Длительная выдержка при нагреве и сжатии способствует протеканию процессов диффузии в металле и позволяет получать соединения при небольшой пластической деформации. В большинстве случаев деформируются только микровыступы на соединяемых поверхностях и изменение размеров узла в целом ничтожно мало. Диффузионную сварку можно осуществлять не только в вакууме, но и в защитных газах — гелии, аргоне, водороде.
Этим способом можно соединять практически любые металлы, а также металлы с полупроводниками и другими неметаллическими материалами (например, медь с сапфиром). Диффузионную сварку широко применяют в электронной промышленности (сварка металлических выводов с полупроводниками, сварка магнитов и др.). Имеется опыт применения ее для изготовления деталей сложной формы в машиностроении.
Достоинства метода:
позволяет соединять практически все металлы как однородном, так и разнородном сочетаниях, а так же металлы с неметаллами;
ничтожно малая деформация вследствие чего линейные размеры изделия практически не изменяются;
возможность получения сварного соединения при относительно низких температурах.
К недостаткам можно отнести тот факт, что процесс реализуется в вакууме или в атмосфере инертных газов, а значит, требует дорогостоящего оборудования (камеры, вакуум-насоса или баллонов с инертным газом), габаритные размеры изделия ограничены размерами камеры, кроме этого способ обладает малой производительностью.
Сварка трением. Сварка трением - это способ сварки давлением с нагревом, при котором свариваемые поверхности нагревают трением одна о другую. В простейшем случае сварку трением встык осуществляют, вращая одну деталь, когда другая неподвижна, и сжимая их осевым усилием. Трущиеся поверхности разогреваются, трение способствует разрушению оксидных пленок на них. Затем вращение прекращают, продолжая сжатие, и совместная пластическая деформация приводит к образованию соединения, как при стыковой контактной сварке. Можно вращать не одну деталь, а обе - в разных направлениях, можно использовать неподвижные или вращающиеся вставки между свариваемыми деталями. Осевое усилие в процессе сварки может оставаться неизменным, а может и меняться. Часто в конце процесса прикладывают увеличенное «ковочное» усилие.
Основные достоинства сварки трением:
простота способа;
малая энергоемкость;
стабильность качества соединений;
высокая производительность;
возможность сварки разнородных металлов, а также металлов с керамикой.
Недостатком является ограниченность номенклатуры свариваемых изделий.
Для сварки трением выпускают специальные машины. Диапазон свариваемых сечений 30 … 8000 мм2. Наиболее широко сварку трением используют в крупносерийном и массовом производстве (например, при изготовлении сверл, калибров, клапанов двигателей и т. п.), когда одна часть детали делается из дорогой легированной стали, другая - из дешевой углеродистой.
Сварка взрывом. Сварка взрывом - это особый вид сварки давлением. Соединение образуется при соударении двух свариваемых деталей (пластин) под действием ударной волны. Одну из пластин (неподвижную) укладывают на твердое массивное основание, вторую (метаемую) располагают под углом 3° …10° к поверхности первой при расстоянии 2 … 3 мм в вершине угла. На метаемую пластину накладывают равномерным слоем взрывчатое вещество и около вершины угла устанавливают электродетонатор. При взрыве детонатора развивается давлением 10 … 20 ГПа, сообщающее метаемой пластине скорость более 1000 м/с. Соударение метаемой пластины с неподвижной сопровождается местной пластической деформацией и нагревом металла. При этом пластины очищаются и свариваются, обычно с образованием волнистой границы между свариваемыми деталями.
Соединение при сварке взрывом, в отличие от всех других способов сварки, образуется практически мгновенно - за микросекунды. Благодаря этому взрывом можно сваривать разнородные металлы, которые не свариваются другими способами из-за образования хрупких интерметаллических соединений. Взрывом можно сваривать и небольшие, и крупногабаритные изделия.
Способ применяют для получения биметаллических заготовок и деталей (например, плакирование коррозионно-стойкой сталью лопастей гидротурбин), а также для сварки различных деталей.
Таким образом, достоинства сварки взрывом следующие:
возможность соединения металлов в любых сочетаниях;
получение шва со свойствами, превышающими свойства основного металла;
широкая номенклатура получаемых изделий.
Недостатком способа является необходимость работы с взрывчатыми веществами, а значит наличие специального полигона и повышенные требования к технике безопасности.