

4.6. Технологичность сварных соединений
При проектировании сварных соединений следует учитывать технологичность их изготовления. Технологичность включает в себя конструктивное, технологическое и экономическое обеспечение изготовления конкретного сварного соединения. Сварное соединение должно обеспечивать возможность применения производительных видов сварки, широкое применение автоматизации или механизации процесса изготовления при низкой себестоимости. При этом должны быть сведены к минимуму искажения формы и размеров, вызываемые тепловым и механическим воздействиями при сборке и сварке.
Технологичность обеспечивается выбором материала, формы свариваемых элементов и типа соединения, видов сварки и мероприятий по уменьшению сварочных деформаций и напряжений.
При выборе материаладля сварных соединений учитываются не только его физико-химические и механические свойства, но и свариваемость. При удовлетворительной или плохой свариваемости необходимо предусматривать технологические мероприятия, повышающие свариваемость. Свойства сварных соединений в значительной степени зависят от изменения химического состава, структуры и свойств материала при сварке, особенно в зоне термического влияния. Для ответственных сварных соединений необходимо применение термической обработка после сварки (нормализация, закалка с отпуском и др.). Наиболее широко применяется нормализация, которая может в значительной степени устранить неоднородность свойств сварных соединений. Применение после сварки прокатки, проковки, дробеструйной обработки существенно перераспределяет поверхностные напряжении, способствуя появлению напряжений сжатия, которые благоприятно воздействуют на работоспособность сварного соединения, особенно при переменных и динамических нагрузках.
При выборе формы свариваемых элементов руководствуются возможностями применения высокопроизводительных автоматичес-ких способов сварки, выполнения сварки в нижнем положении; свободного доступа к лицевой и корневой частям шва; проведения при необходимости подогрева (или охлаждения) и последующей термической или механической обработки; сведения к минимуму длины сварных швов и массы основного и наплавленного металлов и т.д. Как правило, для свариваемых элементов используют прокатные, гнутые или штамповочные профили и оболочки, тонкий лист и тонкостенные трубы и их сочетания.
Тип сварного соединенияопределяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку (рис. 4.33).
Существует четыре основных типа сварных соединений: стыковые, тавровые, нахлесточныеиугловые. В зависимости от толщины свариваемого материала для полного провара сварного соединения применяют разделку кромок свариваемых элементов. Наиболее широко применяется У -,Y -, К -, V -, U -, X – образные разделки. Форму и размеры элементов разделки (угол, притупление и зазоры) назначают, исходя из условий проплавления, обеспечения формирования корня шва (без непроваров и прожогов) и минимального объема наплавленного металла.
Т
Рис.
4.33. Типы сварных соединений, применяемых
при основных способах сварки плавлением
и давлением
Вид сваркиопределяется множеством факторов, основными из которых являются: размер и форма соединяемых заготовок; требования по прочности и герметичности сварной конструкции; расположение швов в пространстве; свойства соединяемых материалов и т.д. Например: для сварки труб широко применяется контактная стыковая сварка, топливные баки транспортных машин из тонколистового материала сваривают шовной контактной сваркой. В то же время сосуды из толстолистового материала сваривают автоматической дуговой сваркой под слоем флюса, либо электрошлаковой сваркой.
Сварочные деформации и напряжениявозникают вследствие неравномерного разогрева при сварке элементов сварного соединения (основного металла и металла шва. Расплавление кромки основного металла и присадочного металла, формирование сварного шва и последующая его кристаллизация при сварке плавлением приводит к усадке металла шва и вследствие этого появления полей напряжений. Напряжения различного знака способствуют возникновению локальных пластических деформаций, которые и определяют деформацию всей сварной конструкции. Деформации зависят от множества факторов: сложности сварной конструкции, свариваемого материала, способа сварки, скорости охлаждения сварного шва и зоны термического влияния, закрепления сварных элементов при сварке и многих других. Универсальных методов расчета сварочных напряжений и деформаций в настоящее время не существует и определяют их в основном экспериментальным путем.
Для уменьшения сварочных деформаций применяют как конструктивные (рациональное проектирование, применение материалов с оптимальными характеристиками и т.д.), так и технологические (закрепление свариваемых элементов перед сваркой, изменение способа сварки, применение предварительного подогрева, использование последующей термической обработки и др.) мероприятия (рис. 4.34). Часто полностью устранить сварочные деформации не удается. Поэтому при необходимости возможно применение правки уже готовых сварных заготовок (рис. 4.35).
Поперечную и продольную усадки сварных заготовок (рис. 4.34,а) можно компенсировать увеличением размеров заготовки под сварку на величину предполагаемой деформации; уменьшить сваркой обратно-ступенчатым способом (рис. 4.34, б; 1 – 6 - последовательность сварки). Угловая деформация (рис. 4.34, в, и) может быть устранена или снижена предварительным угловым изгибом заготовок перед сваркой (рис. 4.34, г); уменьшением сечения шва заменой V-образной разделки на U-образную (рис. 4.34, д, е); симметричным размещением наплавленного металла относительно центра тяжести сечения шва заменой V-образной разделки на X-образную (рис. 4.34, ж); жестким закреплением свариваемых элементов при сварке (рис. 4.34, з) или применением ребер жесткости (рис. 4.34,к).
Д
Рис.
4.34. Усадка и угловая
деформация сварных заготовок и способы
их устранения:
а,
б – продольная и поперечная усадка,
в - к – угловая деформация
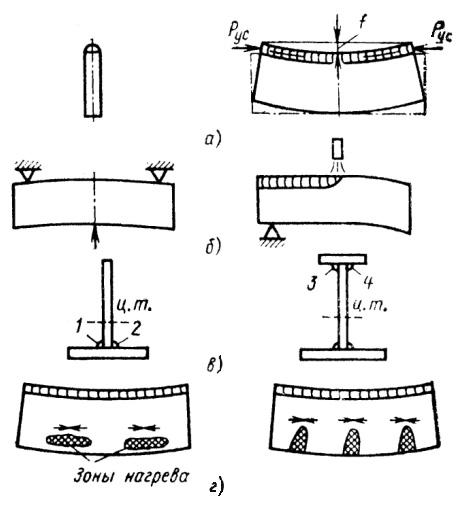
Рис.
4.35. Деформация изгиба сварных заготовок
и способы ее устранения
Остаточные сварочные напряжения представляют собой систему внутренних сил, находящихся в равновесии. При нарушении этого равновесия напряжения перераспределяются, что сопровождается упругими и пластическими деформациями в дополнение к сварочным деформациям, полученным ранее в процессе сварки. Поэтому при механической обработке сварных соединений невозможно добиться высокой точности их размеров.