

4.7.2. Склеивание
Склеиванием получают неразъемные соединения из металлов и неметаллов между собой и в различных сочетаниях путем введения в промежуток клея и последующего его отверждения.
Клеипредставляют собой коллоидные растворы органических, элементоорганических или неорганических соединений, способные при затвердевании образовывать прочные клеевые соединения, обладающие хорошей адгезией, когезионной прочностью, достаточной эластичностью и долговечностью. Они обеспечивают соединениям герметичность, атмосферостойкость и стойкость к коррозии, позволяют соединять тонкостенные изделия. Клеевые соединения весьма технологичны и отличаются низкой себестоимостью. Однако необходимо отметить склонность клеевой прослойки к старению под воздействием внешних факторов, невысокую прочность клеевого соединения при неравномерном отрыве и для большинства клеев — невысокую длительную теплостойкость (до 350ОС). Клеи на основе кремнийорганических полимеров обеспечивают длительную теплостойкость выше 1000ОС, однако имеют низкую эластичность.
Прочность клеевого соединенияопределяется химической природой и структурой клеящего вещества (адгезива), состоянием склеиваемых поверхностей, условиями его формирования и рядом других факторов.
Различают адгезионное и когезионное разрушение клеевого соединения. Под адгезиейпонимается способность клеевой прослойки прилипать и прочно удерживаться на поверхности склеиваемого материала, подкогезией —собственная объемная прочность клеевого слоя. Соответственно, под адгезионным разрушением понимают разрушение клеевого соединения по границе "склеиваемый материал — адгезив", а под когезионными — разрушение по объему клеевой прослойки или склеиваемого материала.
Существуют следующие правила, обеспечивающие высокую прочность клеевого шва:
1) применять клей, хорошо смачивающий склеиваемые поверхности;
2) поверхности полярных материалов склеивать полярными клеями, неполярных — неполярными. Если возможно, неполярным поверхностям придавать полярность путем химической обработки поверхности (например, для полиэтилена и полистирола путем обработки серной кислотой или галоидами);
3) при затвердевании клеевой прослойки необходимо исключать возникновение внутренних напряжении, достаточных для ее разрушения (наносить по возможности более тонкий клеевой слой);
4) клеевая прослойка не должна быть жестче склеиваемого материала. В противном случае внешняя нагрузка может разрушить соединения из-за неравномерной концентрации напряжений в клеевом шве.
Отдельные примеры получения клеевых соединений из различных материалов приведены ниже:
- Металлы и стеклопластики можно склеивать феноло-каучуковыми клеями (ВК-3, ВК-32-200, ВК-13), получая сдвигадо 25 МПа и теплостойкость до 300ОС. При склеивании тех же материалов эпоксидным клеем ЭПЦ-1сдвигаповышается до 30 МПа, но теплостойкость снижается до 150ОС.
- Стали, титановые сплавы, другие металлы и сплавы, графит и неметаллические материалы при склеивании фенолокремний органическим клеем ВК-15 обладают термостойкостью до 1200 ОС присдвигадо 18 МПа.
Технологический процесс склеиванияизделий включает следующие стадии: подготовка поверхностей под склеивание; нанесение клеевого состава (адгезива); сжатие склеиваемых изделий; отверждение клея; контроль качества клеевого соединения.
Подготовку поверхностейпод склеивание производят механическими и химическими методами. К механическим методам относится зачистка склеиваемых поверхностей посредством абразивного инструмента или пескоструйной обработки, после чего производится обезжиривание склеиваемых поверхностей бензином, ацетоном или другим растворителем. Пескоструйную обработку применяют для металлов, пластмасс и различных композиционных материалов.
Из химических методов применяют анодирование, травление, оксидирование, химическое модифицирование поверхностей. Анодированию подвергают алюминиевые и титановые сплавы. Магниевые сплавы оксидируют. Травлению подвергаются стали, алюминиевые и титановые сплавы. После травления производится промывка деталей в воде при температуре 70...80°С с последующей сушкой при температуре 65...70°С.
Нанесение клеевого состава.Технология нанесения клея зависит от консистенции клеевого состава. Жидкие клеи наносят кистью, валиком или путем распыления. Толщина слоя выбирается такой, чтобы при сушке обеспечивалось максимально возможное удаление растворителя. При необходимости наносится несколько слоев клея, но обязательно после сушки каждого предыдущего слоя. Пастообразные клеи наносят под давлением шпателем, роликом и другими способами. Порошкообразные клеи наносят в электрическом поле аналогично порошковым лакокрасочным материалам.
Сжатиесклеиваемых изделий является необходимой и ответственной операцией, так как оно обеспечивает требуемый контакт склеиваемых поверхностей, способствует удалению из зоны склейки пузырьков воздуха и растворителя, обеспечивает растекание клея. Обычно давление составляет 0,05...2,00 МПа.
Д
Рис.
4.40. Конструктивные формы клеевых
соединений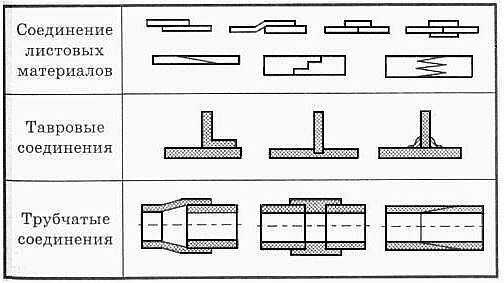
Формы клеевых соединений похожи на формы паяных соединений (рис. 4.40).
Вопросы для текущего контроля знаний по разделу
Какие преимущества у сварных соединений по сравнению с клепаными?
Что такое «сварка» в технологическом аспекте?
Как классифицируются способы сварки?
Что такое «электрическая сварочная дуга» и каковы ее свойства?
Что такое «внешняя характеристика источника тока для питания сварочной дуги»?
Как классифицируют электроды для ручной дуговой сварки?
Каков порядок выбора параметров режима для ручной дуговой сварки?
В чем преимущества сварки под флюсом по сравнению с ручной дуговой сваркой?
Чем обусловлено повышенное качество сварных швов при сварке под флюсом по сравнению с ручной дуговой сваркой?
Какие газы применяются при сварке в защитных газах?
Какие источники нагрева применяются при плазменной сварке?
Каковы преимущества электрошлаковой сварки по сравнению со сваркой под флюсом?
Из каких основных элементов состоит установка для электронно-лучевой сварки?
Какова конструкция кислородного баллона и ацетиленового генератора для газовой сварки?
В чем заключается процесс газокислородной резки металлов?
Какие существую виды контактной сварки?
В чем сущность сварки аккумулированной энергией?
В чем заключается физическая сущность холодной сварки?
Каковы основные параметры режима сварки трением?
В результате чего образуется соединение при диффузионной сварке?
Что представляет собой зона термического влияния при сварке?
Как сваривают тугоплавки металлы и сплавы?
В чем специфические особенности сварки чугуна?
Как сваривают алюминиевые сплавы?
Как классифицируется пайка металлов?
Чем определяется тип сварного соединения?
Из каких операций состоит процесс склеивания материалов?
Как сваривают медные сплавы?
Как сваривают высоколегированные коррозионностойкие стали?
Из-за чего возникают сварочные напряжения и деформации?
Из-за чего возникают поры в сварных швах?
На какие группы по признаку свариваемости разделяют стали?
Как классифицируется контактная стыковая сварка?
В чем заключаются функции флюса при сварке под флюсом?
Как классифицируют электроды для ручной дуговой сварки по виду покрытия?
Что является источником тепла для расплавления свариваемых кромок при электронно-лучевой сварке?
От чего зависит температура столба дуги при электрической сварке плавлением?
Какие виды внешней характеристики источника питания вы знаете?
Что такое свариваемость?
Какие виды дефектов сварных соединений вы знаете?
Какие способы используются для сварки углеродистых сталей?
Как осуществляют сварку высоколегированных коррозионностойких сталей?
Какие приемы сварки чугуна вы знаете?
В чем заключается особенность сварки меди и ее сплавов?
Каким образом осуществляют сварку алюминия и его сплавов?
Назовите способы сварки тугоплавких металлов и сплавов?
Что такое технологичность сварного изделия?
Как осуществляется выбор материала для заготовок?
По каким критериям выбирают тип сварного соединения?
Как выбирают форму свариваемых элементов?
Какие способы уменьшения сварочных напряжений и деформаций вы знаете?
В чем состоит сущность процесса пайки материалов?
Какие материалы можно паять?
Назовите разновидности процесса пайки?
Что такое припой, какими свойствами он должен обладать?
Для каких целей используют флюсы?
Какие типы паяных соединений вы знаете?
Какие способы пайки известны вам?
Как осуществляют получение неразъемного соединения склеиванием?