

Раздел6. Технологические методы обработки деталей машин
6.1.Общие сведения
От современных машин требуются высокие эксплуатационные и технико-экономические характеристики, надежность работы. Для этого конструкторы должны постоянно совершенствовать конструкцию машин, применять новые прогрессивные конструкционные материалы, а технологи применять эффективные технологические методы, повышающие качество обработки деталей и сборки машин.
Одной из главных задач современного машиностроения является дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин. Особенно большое внимание уделяется чистовым и отделочным технологическим методам обработки, объем которых в общей трудоемкости обработки деталей непрерывно возрастает.
6.1.1. Методы обработки заготовок деталей машин
Поверхности деталей машин заданных форм, размеров и точности получают в настоящее время путем снятия стружки (обработкой резанием), без снятия стружки (пластическим деформированием) и обработкой с использованием электрической, химической, световой и других видов энергии.
Основными методами обработки поверхностей деталей машин резанием являются: точение, строгание, сверление, фрезерование, зубонарезание, протягивание, шлифование, притирка, хонингование, суперфиниширование и т. д.
Широко распространен метод окончательной обработки металлических заготовок путем пластического деформирования поверхностного слоя без снятия стружки. Методами пластического деформирования являются: обкатывание, раскатывание, накатывание и калибрование поверхностей. Методы обработки резанием и пластическим деформированием основаны на приложении к инструменту и заготовке механической энергии с целью изменения формы, размеров и состояния обрабатываемой поверхности.
Для обработки плохо поддающихся резанию материалов и получения сложных криволинейных полостей экономически выгодно применение методов непосредственного воздействия на заготовку электрической, химической, звуковой, световой и других видов энергии. Во многих отраслях машиностроения успешно внедрены физичес-
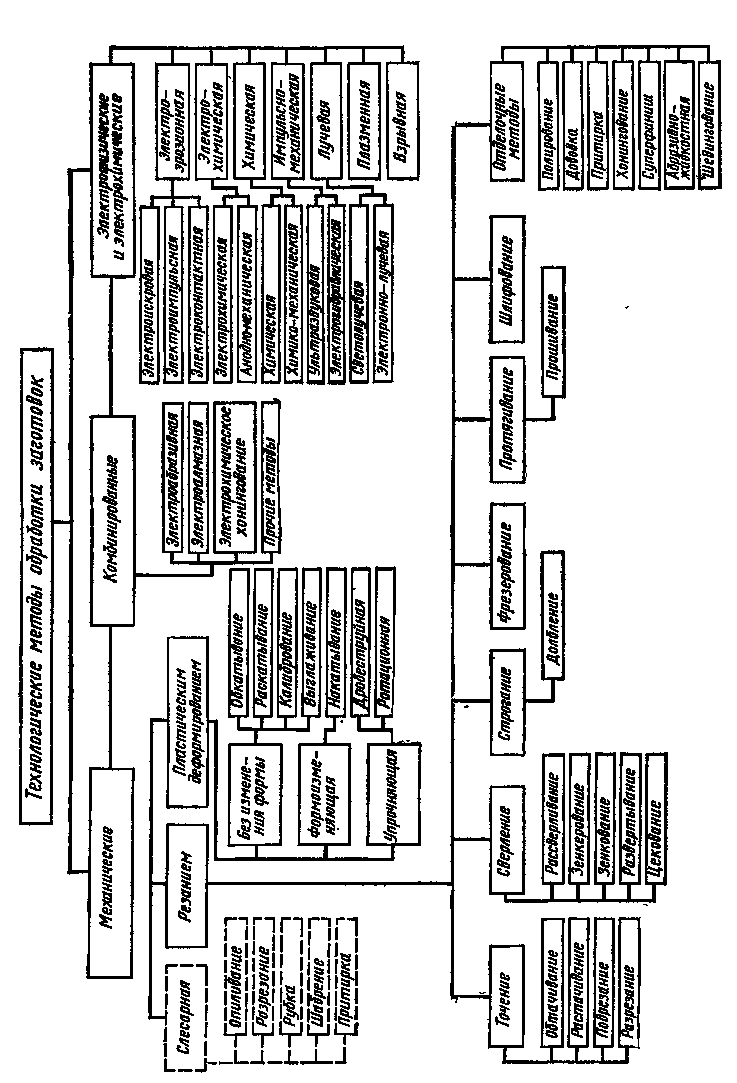
Рис. 6.1. Классификация современных технологических методов
кие и химические методы, обеспечивающие изготовление деталей требуемой конфигурации практически из любых твердых материалов.
Условная схематическая классификация современных технологических методов приведена на рис. 6.1.
6.1.2. Точность и шероховатость обработки
Чтобы с наименьшими затратами собрать изделие (машину, прибор, аппарат), необходимы детали, изготовленные с такой точностью, которая исключала бы или сводила к минимуму их дополнительную трудоемкую обработку при сборке.
Вследствие различных погрешностей (отклонений), неизбежно возникающих при любой обработке, детали не могут получаться абсолютно точными. Однако, ограничивая погрешности в определенных пределах, можно обеспечить не только беспригоночную сборку, но и функционирование составных частей и изделия в целом с требуемыми эксплуатационными показателями.
Точность детали по геометрическим параметрам обычно характеризуют пятью видами отклонений: размера, формы, расположения, волнистостью и шероховатостью. Такая классификация облегчает нормирование погрешностей и упрощает производственный контроль.
Допуски на получаемые у детали размеры является одним из показателей, характеризующим точность и отражающим затраты на обработку. Чем меньше допуск, тем выше точность, тем более трудоемкой будет обработка заготовки. Поэтому важно устанавливать действительно необходимый допуск и обеспечивать его в производственных условиях.
При нормировании точности размеров деталей различают номинальные, действительные и предельные размеры. На рабочем чертеже детали проставляют номинальный размер и их предельные отклонения, по которым можно определить значение допуска. Вычитая из действительных и предельных размеров, номинальный, находят действительные и предельные отклонения. Получаемый в результате инженерных расчетов номинальный размер в большинстве случаев округляют до ближайшего стандартного значения. Округление размеров сокращает их общее число в машиностроении.
Действительные размеры и действительные отклонения определяют в результате измерения реальных объектов. Размеры, которыми ограничивают допустимые изменения действительных размеров, называют предельными. Наибольшему предельному размеру соответствует верхнее предельное отклонение, а наименьшему - нижнее. Предельные отклонения могут быть положительными или отрицательными, а также нулевыми.
Разность между предельными размерами или предельными отклонениями называют допуском размера. В отличие от предельных отклонений допуск всегда имеет положительное значение. В технической документации применяется стандартная система допусков, обозначаемая символом IT. В этой системе относительный уровень точности размеров регламентируется квалитетами. Для размеров от 1 до 10 000 мм установлено 19 квалитетов точности (IТ01,IТО,IТ1, ...,IТ17). Значение допуска растет с увеличением номера квалитета. Допуск каждого последующего квалитета в 1,6 раза превышает допуск предыдущего. Точность деталей, достигаемая при разных методах механической обработки, изменяется в широких пределах (отIТ14 доIТ5).
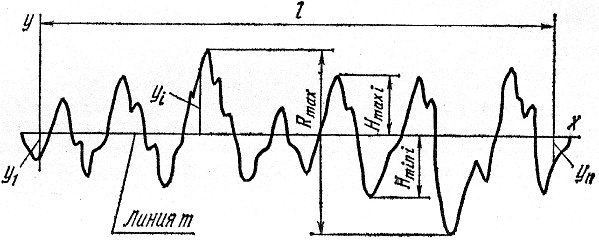
Рис. 6.2. Профилограмма обработанной поверхности
Качество обработки наряду с точностью характеризуется и шероховатостью обработанной поверхности. Под шероховатостью поверхности понимают совокупность неровностей ее профиля. Для количественной оценки шероховатости используют профилограммы обработанной поверхности (рис. 6.2), записываемые на специальных приборах профилометрах-профилографах. Расчет проводится в пределах заданной базовой длиныcиспользованием базовой средней линии. Средняя линия имеет форму номинального профиля и проводится так, что в пределах базовой длины среднее отклонение точек профиля от этой линии было минимально. Основными параметрами шероховатости являются параметрыRaиRz.Ra- среднее арифметическое отклонение профиля.Rz- высота неровностей профиля по десяти точкам. В зависимости от вида механической обработки шероховатость поверхности может колебаться в широких пределах, например, по параметруRzот десятых долей миллиметра до сотых долей микрометра.