

6.2.3. Элементы токарного резца
Токарный прямой проходнойрезец (рис. 6.5) является одним из наиболее применяемых для точения резцов. Он состоит из двух частей: рабочей частиIи стержняII. Стержень служит для закрепления резца в резцедержателе станка. Рабочая часть резца выполняет работу по срезанию слоя металла с заготовки и состоит из нескольких элементов.
Передняя поверхность1- поверхность, по которой сходит стружка.Главная задняя поверхность 2 - поверхность, обращенная к поверхности резания заготовки.Вспомогательная задняя поверхность3 - поверхность, обращенная к обработанной поверхности заготовки.Главное режущее лезвие4 -линия пересечения передней и главной задней поверхностей.Вспомогательное режущее лезвие5 -линия пересечения передней и вспомогательной задней поверхностей.Вершина резца6 - точка пересечения главного и вспомогательного режущих лезвий.
К
Рис.
6.5. Элементы токарного резца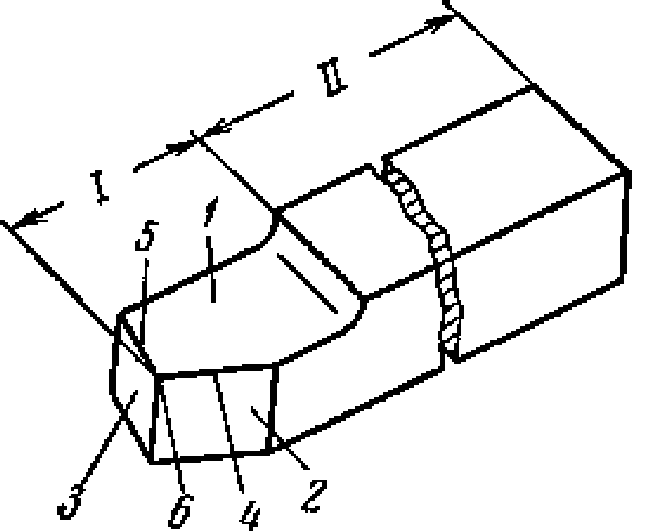
6.2.4. Координатные плоскости резцов
Чтобы резец мог выполнять работу резания, его рабочей части необходимо придать форму клина. Для этого резец затачивают по передней и задним поверхностям. Для определения углов резца пользуются координатными плоскостями (рис. 6.6).
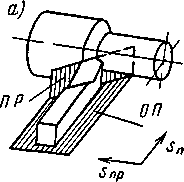

Рис. 6.6. Координатные плоскости для определения углов
Основная плоскость(О. П.) -плоскость, параллельная направлениям продольной и поперечной подач. У токарных резцов, имеющих стержень в виде параллелепипеда, за основную плоскость принимают нижнюю опорную поверхность стержня резца, или любую другую, параллельную ей (рис. 6, а).
Плоскость резания(П. Р.)-проходит через главное режущее лезвие резца, касательно к поверхности резания заготовки.
Главная секущая плоскость- плоскость, перпендикулярная к проекции главного режущего лезвия на основную плоскость. На рис. 6, б показан след этойNN.
Вспомогательная секущая плоскость- плоскость, перпендикулярная к проекции вспомогательного режущего лезвия на основную плоскость. На рис. 6, б показан след этой плоскостиN1N1.
6.2.5. Углы резца в статике
Углы инструмента, определяющие форму его рабочей части как геометрического тела называют углами в статике. Рассмотрение углов в статике необходимо для того, чтобы можно было изготовить его в металле и сделать заточку рабочей части. При рассмотрении углов резца в статике исходят из следующих предположений: ось резца, как геометрического тела, перпендикулярна линии центров токарного станка; вершина резца находится на линии центров станка; совершается лишь главное движение резания, а движение подачи отсутствует. Углы резца в статике показаны на рис. 6.7.
Г
Рис.
6.7. Основные углы резца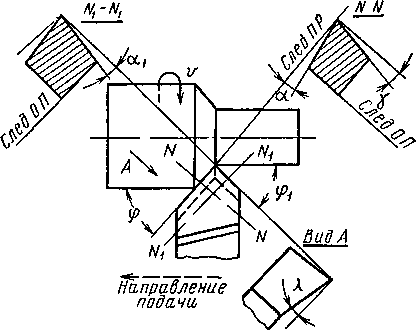
Основное назначение переднего угла - уменьшение степени деформации стружки и обрабатываемой поверхности. С увеличением угла γ уменьшается деформация срезаемого слоя, снижаются силы резания и расход мощности. Одновременно улучшается сход стружки и повышается качество обработанной поверхности. Однако увеличение угла γ приводит к ослаблению главного режущего лезвия, снижению его прочности, увеличению износа вследствие выкрашивания, ухудшаются условия теплоотвода от режущего лезвия. При обработке вязких и мягких металлов используют резцы с большим значением угла γ, при обработке хрупких металлов - с меньшим и даже отрицательным углом γ (угол располагается в теле резца).
Главный задний уголα измеряется в главной секущей плоскости между следом плоскости резания и следом главной задней поверхности. Угол α служит для уменьшения трения между главной задней поверхностью резца и поверхностью резания заготовки и, следовательно, для уменьшения износа резца по задней поверхности. Увеличение угла α приводит к снижению прочности режущего лезвия. Величина угла α зависит от рода обрабатываемого материала. При обработке мягких и вязких металлов угол α должен быть больше, чем при обработке хрупких, так как у вязких металлов больше степень упругого деформирования.
Угол расположенный между передней поверхностью и главной задней поверхностью называют углом заострениярезцаβ. Он равен разности углов 90° - (α + γ) =β. Угол расположенный между передней поверхностью и плоскостью резания называютуглом резанияδ. Он равен разности углов 90° - γ= δ.
Вспомогательный задний уголα1измеряется во вспомогательной секущей плоскости между следом вспомогательной задней поверхности и следом плоскости, проходящей через вспомогательное режущее лезвие перпендикулярно основной плоскости. Основное назначение угла α1— уменьшение трения между вспомогательной задней поверхностью резца и обработанной поверхностью заготовки.
Главный угол в планеφ- угол между проекцией главного режущего лезвия на основную плоскость и направлением подачи. Уголφоказывает значительное влияние на чистоту обработанной поверхности. С уменьшением углаφчистота поверхности повышается. Одновременно с этим уменьшается толщина среза и увеличивается его ширина. Это приводит к увеличению активной части длины главного режущего лезвия. Сила и температура резания, приходящиеся на единицу длины лезвия, уменьшаются, а вместе с этим снижается износ резца. Однако с уменьшением углаφ резко возрастает радиальная составляющая силы резания, что вызывает деформацию (прогиб) заготовки. Кроме того, возможно возникновение вибраций.
Вспомогательный угол в плане φ1- угол между проекцией вспомогательного режущего лезвия на основную плоскость и направлением подачи. С уменьшением углаφ1 чистота обработанной поверхности улучшается, увеличивается прочность вершины резца и снижается его износ. Угол, равный разности углов 180° -(φ + φ1) = ε, называютуглом в планепри вершине резца.
У
Рис.
6.8. Угол наклона режущего лезвия