

6.5. Обработка на токарных станках
6.5.1. Метод точения
При обработке на токарных станках формообразование обработанной поверхности осуществляется в основном методом точения,при котором главное движение обеспечивается вращением заготовки, а движение подачи совершается инструментом - резцом. Точение по особенности обрабатываемой поверхности подразделяется на разновидности:обтачивание, растачивание, подрезание, прорезание и отрезание.
Основным режущим инструментом токарных станков является резцы. Для сверления и обработки отверстий по оси вращения заготовки применяются также сверла, зенкеры, развертки и другие инструменты.
При помощи токарных резцов можно обтачивать наружные (рис. 6.23, а) и растачивать внутренние (рис. 6.23, б) поверхности вращения, подрезать плоские торцовые поверхности (рис. 6.23, в), прорезать канавки (рис. 6.23, г), отрезать заготовку (рис. 6.23, д), а также обрабатывать сложные поверхности при прямолинейном направлении подачи (рис. 6.23, е) и нарезать резьбу (рис. 6.23, ж).
П
г
д е ж
Рис.
6.23. Резцы: а - проходные, б -расточные
проходные, в - подрезные, г - прорезные,
3 - отрезные, е - фасонные, ж - резьбовые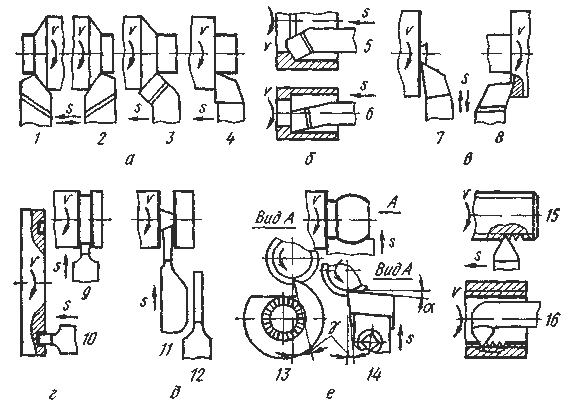
В соответствии с траекторией перемещения проходных резцов обработанная поверхность получает форму с прямолинейной (цилиндр, конус) или криволинейной образующей. В зависимости от расположения главной режущей кромки различают правые 2, 3, 4и левые1проходные резцы. Правые работают с подачей справа на лево, левые наоборот. Проходные резцы часто делают отогнутыми3. Такие резцы могут работать и как проходные и как подрезные. Проходные резцы4, с углом φ = 90° дополнительно называютупорными. Упорные проходные резцы позволяют свести к минимуму радиальную составляющую силы резания. Их используют также для получения небольших плоских торцевых поверхностей - уступов.
Для обработки фасок и галтелей именуются соответственно фасочныеигалтельные резцы.
П
Рис.
6.24. Специальные резцы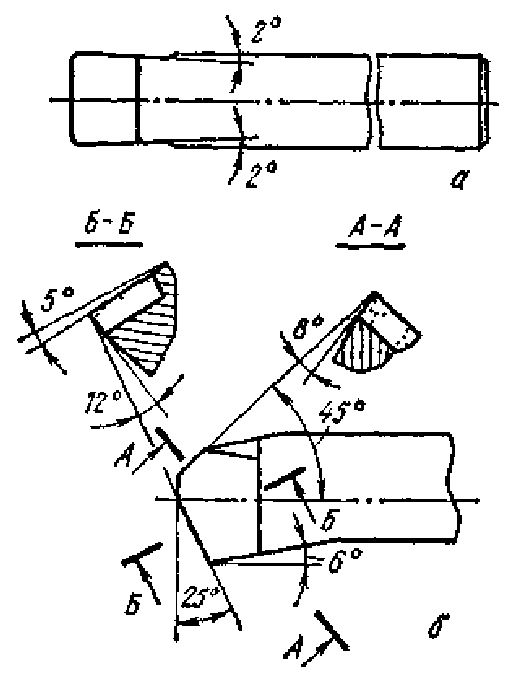
По характеру обработки различают резцы черновые и чистовые. Нередко окончательное обтачивание выполняют специальными чистовыми резцами, называемыми лопаточными(рис. 6.24, а) Известны конструкции резцов многоцелевого назначения. Например, один резец, изображенный на рис. 6.24, б, можно использовать как правый проходной чистовой, подрезной, расточной и фасочный.