

6.5.3. Токарно-карусельные станки
Отличительной особенностью токарно-карусельных (сокращенно карусельных) станков является вертикальное расположение оси шпинделя и соответственно горизонтальное расположение плоскости круглого стола (планшайбы), на которой крепится заготовка, получающая при обработке вращение вокруг вертикальной оси.
С
а
б
Рис.
6.31. Токарно-карусельный станок и
рабочая поверхность планшайбы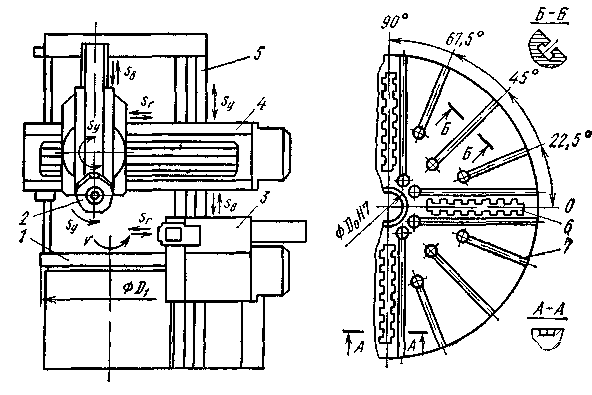
Главным параметром станка является наибольший диаметр Dобрабатываемой заготовки при опущенном боковом суппорте (D>D1). Стандарт устанавливает ряд значенийDот 0,8 до 12,5 м. Для каждогоDрегламентированы значения других важных параметров, в частности, наибольшая высота устанавливаемого изделияН= (0,5 … 0,8)D.
Горизонтальное расположение плоскости планшайбы облегчает установку и выверку тяжелых заготовок, а высокоточное центральное отверстие диаметром D0 H7, фигурные6и Т-образные7пазы (рис. 6.31, б) создают удобства при монтаже приспособлений: центрирующих устройств, кулачков, планок, домкратов, подставок.
На карусельных станках можно проводить почти все виды токарных работ, включая точение и растачивание конусов при повернутых салазках верхнего суппорта. Специальные приспособления позволяют нарезать резьбу, обрабатывать фасонные поверхности по копиру, работать по упорам.
Кроме универсальных имеются специализированные карусельные станки с кольцевой планшайбой для обработки деталей типа колец и карусельные башенные станки для растачивания заготовок больших диаметров.
6.5.4. Токарно - револьверные станки
Токарно-револьверные (сокращенно револьверные) станки в отличие от токарно-винторезных вместо задней бабки имеют продольный суппорт с револьверной головкой, в гнезда которой устанавливают режущий инструмент с приспособлениями. Очередное рабочее движение суппорта выполняется после установочного поворота револьверной головки на новую позицию. По конструкции револьверные головки делят на многогранные с вертикальной осью поворота и круглые с горизонтальной осью поворота. По числу позиций или гнезд различают 4-, 6- и 16-позиционные головки.
Т
Рис.
6.32. Станок с многогранной револьверной
головкой
Станок с горизонтальной осью револьверной головки отличается тем, что имеет только один револьверный суппорта 1, несущий круглую револьверную головку2с горизонтальной осью вращения (рис. 6.33).
Схемы крепления инструмента в револьверные головки приведена на рис. 6.34. В револьверных станках ходовой винт отсутствует, и резьбу можно нарезать только при помощи метчиков и плашек, закрепляемых в специальных патронах (рис. 6.34, а, поз. VиVI). Отрезные, подрезные и другие резцы, работающие с поперечной подачей, закрепляют в определенных гнездах круглой головки, которая может медленно вращаться и осуществлять круговую подачуSK, заменяющую поперечную (рис. 6.34, б).
Н
Рис.
6.33. Станок с круглой револьверной
головкой
Х
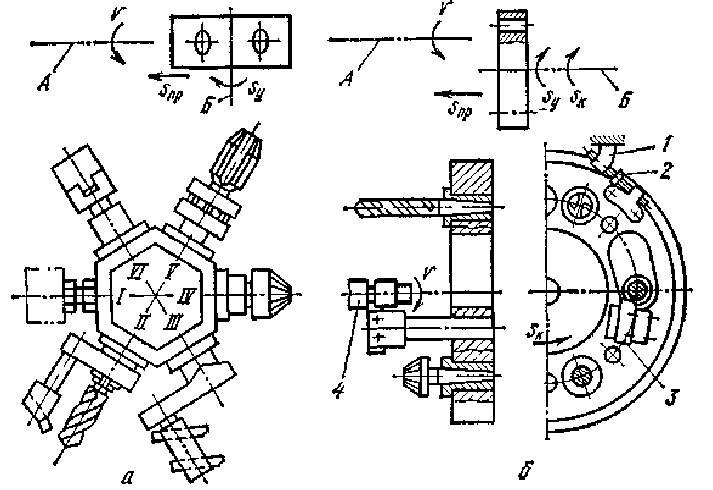 Рис.
6.34. Типы револьверных головок и схема
их наладки: А— ось шпинделя,Б —
ось револьверной головки
Рис.
6.34. Типы револьверных головок и схема
их наладки: А— ось шпинделя,Б —
ось револьверной головки
Большая насыщенность быстрозаменяемыми инструментами, многие из которых работают одновременно, система упоров и специальные патроны для зажима заготовок делают выгодным применение револьверных станков для высокопроизводительной обработки деталей сложной конфигурации. Однако оно оправдывается лишь в серийном производстве из-за сложности наладки инструментов и упоров.