

6.5.5. Токарные автоматы и полуавтоматы
Под автоматом понимают станок, который без вмешательства человека осуществляет все стадии рабочего цикла от подачи заготовки до выдачи готовой детали. Обязанности рабочего заключаются в периодической зарядке автомата заготовками и периодическом контроле готовых деталей. Полуавтоматом называют станок, работающий с автоматическим рабочим циклом, для повторение которого требуется вмешательство рабочего. В полуавтоматах обычно отсутствует механизм питания. Снятие готовой детали, установка новой заготовки и пуск станка производится рабочим. Настройку автоматов выполняют квалифицированные наладчики.
Токарные автоматы и полуавтоматы различают по степени универсальности, расположению шпинделей и их числу, виду обрабатываемых заготовок и другим показателям. Большое распространение получили универсальные горизонтальные одношпиндельные прутковые автоматы: фасонно-отрезные, фасонно-продольные и револьверные.
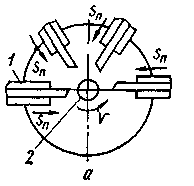
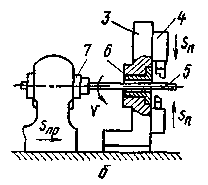
Рис. 6.35. Схемы обработки на одношпиндельных автоматах
На одношпиндельных фасонно-отрезных автоматах (рис. 6.35, а) обрабатывают детали не сложной формы, небольшого диаметра и длины. Автомат имеет от двух до четырех поперечных суппортов, на которых закрепляются резцы1. Используются фасонные, подрезные, прорезные и отрезные резцы. Заготовками для изготовления деталей служат прутки. Пруток2пропускается сквозь полый шпиндель и закрепляется в цанговом патроне. Обрабатываются только наружные поверхности последовательно каждым резцом, получающим в соответствующий момент поперечную подачу.
Одношпиндеольные токарно-револьверные автоматыотличаются от фасонно-отрезных присутствием револьверного суппорта с револьверной головкой, имеющей горизонтальную ось вращения. Наличие револьверной головки позволяет изготавливать детали более сложной формы и с осевым отверстием.
В фасонно-продольных автоматах(рис. 6.35, б) пруток-заготовка5, пропускаемая через люнет6, закрепляется в шпинделе7, который сообщает заготовке и главное вращательное движениеV, и движение подачиSnp.Люнет находится в неподвижной стойке3, на которой расположены резцовые суппорты4. Суппорты могут получать поперечную подачуSnили оставаться неподвижными. Сочетание поперечной подачи с продольной позволяет обрабатывать детали более сложные и большей длины, чем на фасонно-отрезных автоматах.
М
Рис.
6.36. Многошпиндельный автомат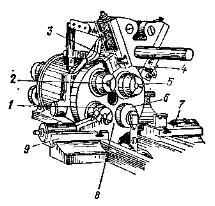
Многошпиндельные автоматы последовательного действия имеют от четырех до восьми шпинделей соединенных в блок. Число позиций обработки соответствует числу шпинделей. Каждую позицию обслуживают один или несколько суппортов.
На рис. 6.36 приведена рабочая зона четырехшпиндельного автомата. Шпиндели 1, 2, 5и6вращаются в шпиндельном блоке8 и каждый шпиндель несет закрепленный пруток. После выполнения перехода шпиндельный блок поворачивается для обработки на следующей позиции. Таким образом каждый шпиндель последовательно становится против суппортов9, 3,4и7, и пруток последовательно обрабатывается инструментом закрепленным в этих суппорта.
О
Рис
6.37. Схема обработки ступенчатых валов
на токарных одношпиндельных полуавтоматах
П
Рис.
6.38. Схема привода суппортов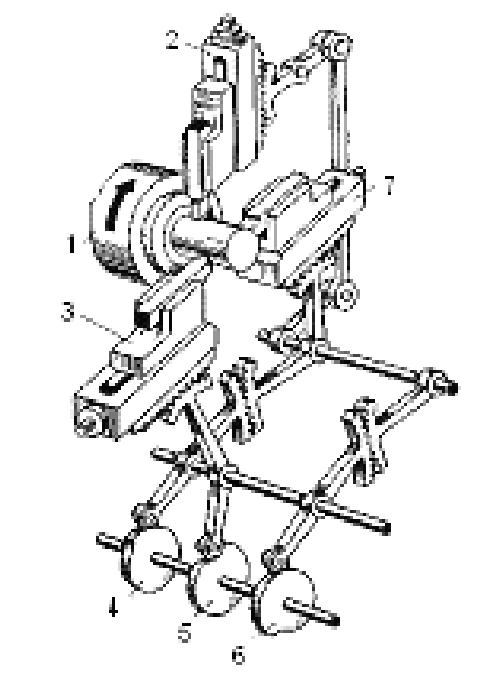
Обрабатываемый пруток зажат в цанговом патроне 1. Суппорты2, 3и7с закрепленными резцами получают в заданный момент продольную подачу от приводных рычагов. Рычаги приводятся в движение кулачками4 – 6, расположенными на распределительном валу. Распределительный вал кинематически связан со шпинделем станка.