

2.5.4. Изготовление полуформы
Изготовление форм или формовка- это совокупность технологических операций процесса изготовления литейных форм и стержней, способных выдерживать воздействие расплава и сообщать ему свои очертания. По используемой модельной оснастке различают формовку по модели и по шаблону. Формовка по модели наиболее распространена и может осуществляться как вручную, так и на машинах и автоматических линиях. Формовка по шаблону применяется при ручном изготовлении, когда очертание рабочих поверхностей получают с помощью вращающихся или протяжных шаблонов путем удаления излишков смеси. Основными операциями формовки по постоянной модели являются: - нанесение смеси на модель или, значительно реже, внедрение модели в смесь; - уплотнение и упрочнение смеси; - удаление модели, отделка и сборка формы.
Кроме того, при формовке часто предусматривают вентиляционные каналы для выхода газов, имеющихся в полости формы и образующихся при ее заполнении расплавом.
Некоторые технологии изготовления форм подробно рассмотрены в приложении, а здесь рассматривается выполнение необходимых операций для различных технологий.
1. Нанесение смеси на модель осуществляют гравитационным, пескометным или пескодувным способами.
При гравитационном способе смесь засыпают или наливают на модель, или она падает на нее в виде большого кома или пакета с некоторой высоты. В последнем случае одновременно происходит предварительное уплотнение.
При пескометном нанесении на модель бросают с помощью пескомета небольшие пакеты смеси с одновременным ее уплотнением по мере заполнения оснастки.
При пескодувном способе смесь подают в оснастку небольших размеров с помощью сжатого воздуха, при этом происходит одновременно уплотнение смеси.
2. Уплотнение смеси осуществляют для получения точного, без рыхлот отпечатка модели в форме и увеличения прочности смеси за счет повышения внутреннего трения и когезионной прочности манжет некоторых связующих при сближении частиц смеси под действием сжимающих сил. Уплотнение осуществляется следующими основными способами: а) ручными или пневматическими трамбовками при ручной формовке; б) прессовым; в) встряхивающим; г) пескометным; д) пескодувным; е) импульсным; ж) вибрационным способами при механизированной и автоматической формовке.
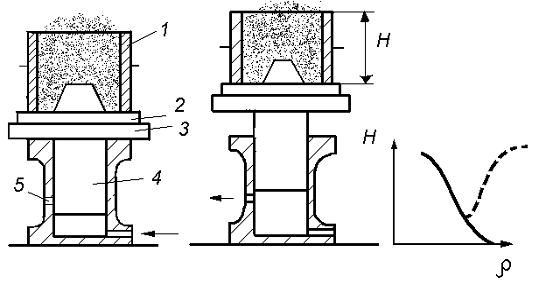
Практически все способы обеспечивают движение частиц смеси от контрлада полуформы к модели. Только при так называемом нижнем прессовании частицы движутся вместе с моделью к контрладу полуформы. Уплотнение прессованием при давлении от 0,5 до 4 МПа является высокопроизводительным и практически бесшумным процессом, позволяющим достичь самой высокой плотности смеси. Однако оно применяется для невысоких полуформ (до 250 … 400 мм), т.к. из-за внешнего и внутреннего трения смеси она уплотняется неравномерно по направлению от лада к контрладу и в узких полостях модели и между моделями. Неравномерность плотности тем больше, чем выше модель.
Применение вибрации во время прессования (вибропрессование) существенно уменьшает трение и позволяет увеличить высоту модели и полуформ. Из-за существенного повышения энергозатрат с увеличением площади лада формы прессование применяется для небольших форм площадью до 2 … 3 м². Прессование смеси осуществляется прессующими элементами, которые воздействуют на смесь со стороны контрлада полуформы (при верхнем прессовании), или модельной плитой (при нижнем прессовании). Прессующие элементы могут быть активными или пассивными. Активные элементы движутся во время прессования к модели, а пассивные неподвижны и модель движется к ним. Для перемещения прессующих элементов или модели применяют гидро- или пневмоцилиндры. В качестве прессующих элементов используют колодки с плоской или профильной поверхностью; гибкие диафрагмы, внутрь которых подают сжатый воздух; многоплунжерные прессовые головки; цилиндрические катки.
П
Рис.
2.7. Схемы верхнего (а) и нижнего (б)
прессования и график распределения
степени уплотнения по высоте опоки:
1
- прессовый стол, 2 - модельная плита, 3
- модель, 4 - опока, 5 - наполнительная
рамка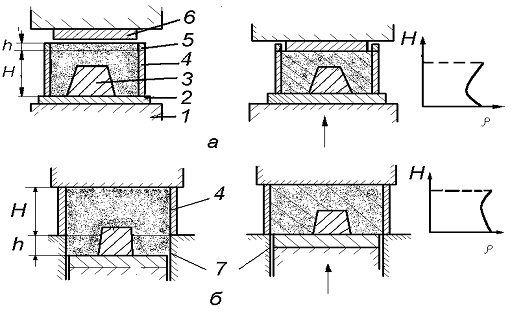
При нижнем прессовании роль наполнительной рамки выполняет углубление hв станине машины (рис. 2.7, б). По сравнению с верхним прессованием максимальная степень уплотнения смеси достигается у модели, что отвечает технологическому требованию повышенной плотности рабочей поверхности формы. Однако в таких машинах быстро выходят из строя модельная плита, стол и станина из-за их абразивного износа. Кроме того, их трудно переналаживать на другой размер опоки, поэтому они мало применяются.
Б
Рис.
2.8. Схема прессования смеси в опоке
профильной колодкой:
1
- прессовая траверса, 2 - профильная
колодка, 3 - наполнительная рамка, 4 -
опока, 5 - смесь, 6 - модель, 7 - модельная
плита
Рис.
2.9. Схема прессования смеси в опоке
гибкой диафрагмой:
1
- модельная плита, 2 - смесь, 3 - модель, 4
- опока, 5 - наполнительная рамка, 6 -
диафрагма, 7 - корпус головки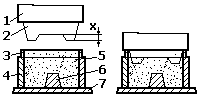
Уплотнение смеси
встряхиванием осуществляется при
падении с высоты 30 … 80 мм и ударе о
преграду стола машины с укрепленной на
нем модельной плитой, на которую
установлена опока со смесью (рис. 2.11).
Уплотнение происходит под действием
силы тяжести смеси, число ударов стола
о
Рис.
2.10. Схема прессования смеси в опоке
многоплунжерной прессовой головкой:
1
- смесь, 2 - модель, 3 - модельная плита, 4
- опока, 5 - колодка плунжера, 6 -
наполнительная рамка, 7 - поршень, 8 -
масло, 9 - корпус головки
Рис.
2.11. Схема уплотнения смеси встряхиванием
и график распределения степени уплотнения
по высоте опоки:
1
- опока, 2 - модельная плита, 3 - стол, 4 -
поршень машины, 5 - выпускное отверстие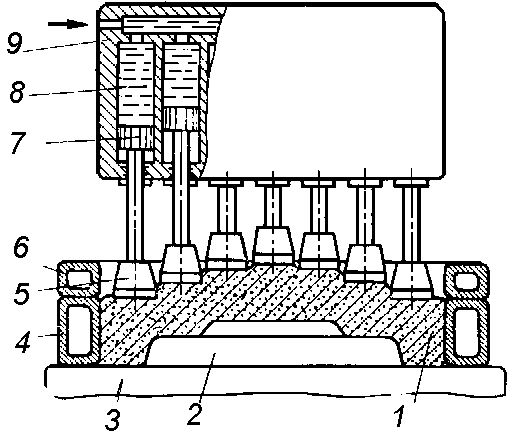
Уплотнение пескометом осуществляется путем метания в опоку с помощью вращающейся лопатки небольших пакетов смеси, которые отсекаются лопаткой от непрерывного потока смеси (рис. 2.12). Пакет смеси предварительно уплотняется на лопатке за счет центробежной силы, а затем окончательно при ударе о модель или уже нанесенный слой смеси. Пакеты смеси необходимо распределять по площади опоки равномерно. Поскольку смесь наносится послойно, то степень ее уплотнения по высоте полуформы практически одинакова. Пескометное уплотнение наиболее производительно и применяется приемущественно для средних и крупных форм и стержней.
У
Рис.
2.12. Схема уплотнения смеси пескометом:
1
- ковш, 2 - ленточный конвейер, 3 - кожух,
4 - ротор, 5 - опока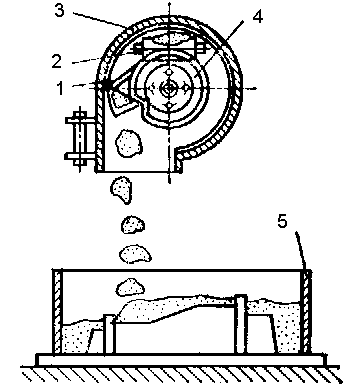
При изготовлении
форм из малотекучих песчано-глинистых
смесей часто не достигается необходимая
плотность, поэтому смесь доуплотняют
прессованием. Из-за больших энергетических
затрат этот метод применяется для
сравнительно небольших форм (до 1 м²) и
стержней. Кроме того, он сопровождается
повышенным шумом и абразивным износом
дорогостоящей оснастки. Импульсный
метод уплотнения заключается в ударном
(до 0.05 сек.) воздействии на смесь,
находящуюся в оснастке, потока газа под
давлением, фильтрующегося через поры
смеси, в направлении от контрлада к ладу
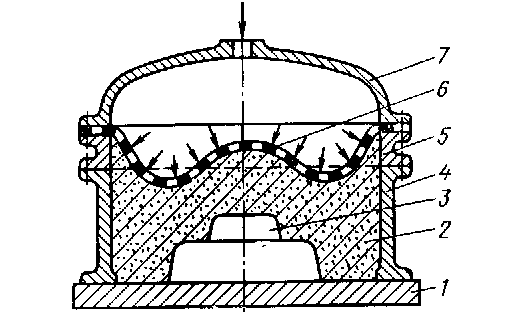
полуформы (рис. 2.14). Давление газа от 0.6
до 20 МПа создается при: а) применении
сжатого к
Рис.
2.13. Пескодувное уплотнение:
1
- бункер, 2 - шибер, 3 - рабочий резервуар,
4 - надувная плита, 5 - стержневой ящик,
6 - вдувное отверстие, 7 - венты, 8 - рессивер,
9 - клапан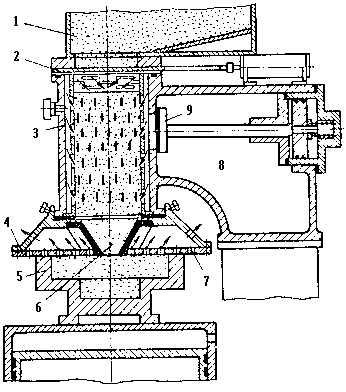
У
Рис.
2.14. Схема импульсного уплотнения (а) и
доуплотнения прессованием (б):
1
- рассекатель, 2 - формовочная смесь, 3 -
опока, 4 - венты, 5 - модельная плита, 6 -
прессовая плита.
С
Рис.
2.15. Схема виброуплотнения на вибростоле:
1
- стол, 2 - амортизаторы, 3 - вибратор, 4 -
модельная плита
3. Упрочнениеформ и стержней осуществляется для придания им необходимой служебной прочности. Сырые песчано-глинистые формы упрочняют во время их уплотнения до прочности при сжатии от 0.05 до 0.2 МПа. Если связующее формовочной или стержневой смеси отверждается при нагреве, то полуформу или стержень медленно нагревают до 100С, чтобы избежать растрескивания поверхностей. Далее температуру повышают до заданного значения, которую поддерживают до определенного времени, а затем медленно снижают для предупреждения растрескивания и осыпания поверхностных слоёв. Упрочнение нагревом часто называют сушкой. Температура зависит от природы связующего, а время выдержки от конфигурации и толщины стенки формы или стержня. Температура составляет 180 … 240С в случае органических связующих, 200 … 280 ºС в случае смоляных связующих и 300 … 350С - глинистых связующих. Время сушки колеблется от нескольких минут до часа и более и увеличивается с повышением толщины стенки и сложности конфигурации. Сушат в печах периодического и непрерывного действия или непосредственно в нагретом стержневом ящике. Прочность при растяжении после отверждения смеси составляет от 0,1 до 2 МПа. Если связующее отверждается химически, то сушка или подсушка не требуется. Например, смеси с жидким стеклом при продувке формы или стержня углекислым газом отверждаются через 1 … 15 мин. Прочность при растяжении от 0,1 до 2 МПа.
Вакуумное
упрочнениедостигается за счёт
разности давлений: атмосферного с
внешней стороны формы и внутри между
частицами формовочного материала, не
содержащего связующего. Модель и
модельную плиту, соединенные вентиляционными
каналами с вакуумной камерой, покрывают
термопластичной пленкой, предварительно
нагретой до температуры размягчения с
помощью электронагревателей (рис. 2.16).
После накрытия модели пленкой в камере
и под пленкой создается вакуум, и под
действием атмосферного давления пленка,
р
Рис.
2.16. Схема вакуумно-пленочной формовки:
а
- нагрев термопластичной пленки и
нанесение её на модель, б - модель,
покрытая пленкой, в - установка опоки,
г - заполнение опоки песком, д - накрывание
полуформы пленкой и создание разряжения
в полости формы, е - создание давления
под моделью и извлечение модели из
формы, ж - залитая металлом форма и
затвердевание отливки, з - удаление
отливки из формы,
1
- нагреватели, 2 - пленка, 3 - венты, 4 -
модель, 5 - плита, 6 - камера, 7 - опока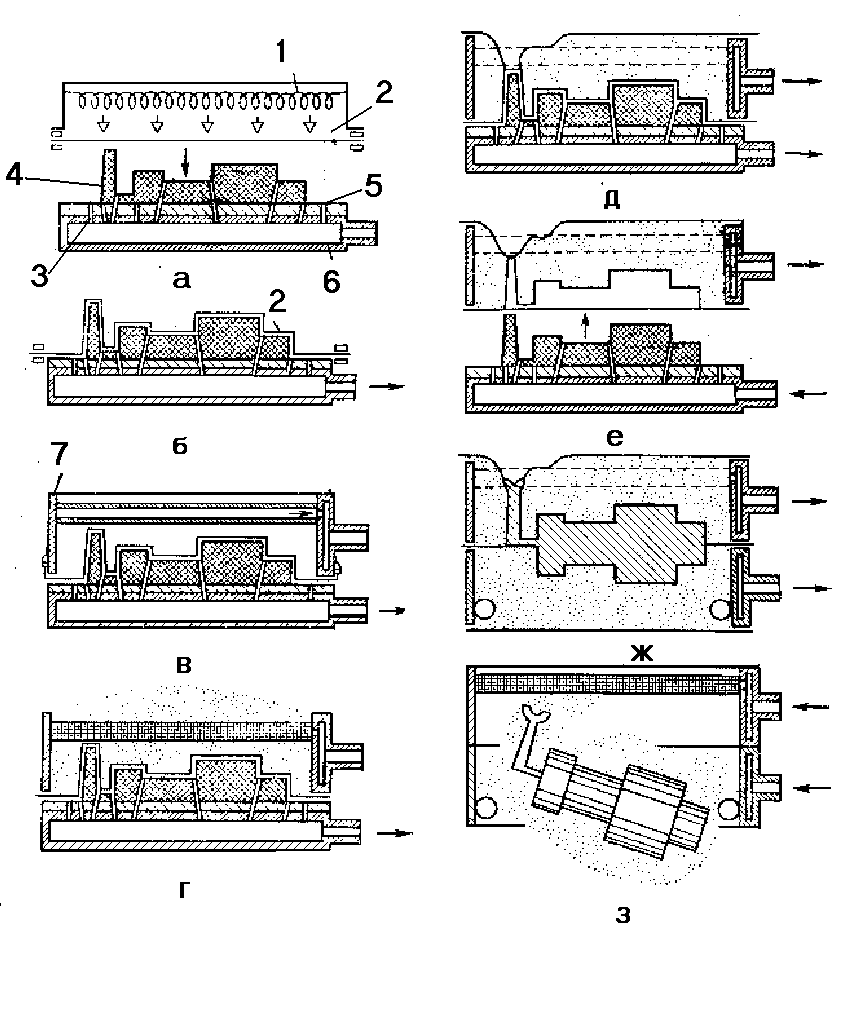
У
Рис.
2.17. Схема магнитной полуформы:
1
- модельная плита, 2 - ферромагнитный
формовочный материал, 3 - опока, 4 -
намагничивающее устройство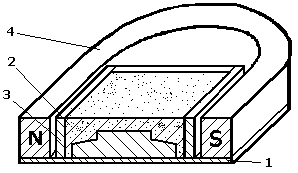
Упрочнение холодомили замораживанием применяется в основном в случае использования смеси песка со связующим, отвердевающим при температуре ниже 0С до -50С. Чаще всего таким связующим является вода с небольшой добавкой глины или без нее. Из-за быстрого разупрочнения смеси при контакте с расплавом применяют для форм мелких отливок. Метод выгоден при использовании естественного холода. В других случаях для замораживания используют жидкий азот. Прочность замороженной до -50С формы при сжатии - до 1 … 2 МПа.
Упрочнение в оснастке может проводиться до достижения полуформой (стержнем) манипуляторной или служебной прочности. В первом случае полуформа (стержень) после частичного или полного разъединения с оснасткой продолжает упрочняться без нее до достижения служебной прочности. Этим приемом сокращается задолженность оснастки, т. к. она может использоваться для изготовления другого изделия. Особенно часто им пользуются при длительных видах упрочнения: нагревом и химическом.
4. Разъединение изделия (полуформы или стержня) с оснасткойосуществляют вручную или с помощью механизмов или машин. При этом в направлении, перпендикулярном разъему оснастки, перемещают либо изделие, либо оснастку. Часто для их перемещения используют штифты. На рис. 2.18 показаны схемы разъединения полуформы с модельной плитой различными способами: а) подъёмом полуформы штифтами (рис. 2.18, а); б) подъёмом полуформы протяжной рамкой на штифтах (рис. 2.18, б); в) протяжкой высокой части модели вниз с последующим штифтовым подъёмом полуформы вверх (рис. 2.18, в); г) опусканием полуформы после предварительного поворота или перекидывания её вместе с оснасткой на 180(рис. 2.18, г, д, е).
Способы в) и г) применяют для полуформ с высокими выступами.
С
Рис
2.18. Способы разъединения полуформы и
стержня с оснасткой:
а
- с помощью штифтов, б - протяжной рамкой,
в - комбинированной вытяжки модели, г,
д – поворотом, е - с помощью перекидного
стола, ж – укладкой на сушильную плиту,
з – выталкиванием, и - размещением в
драйере,
1
- полуформа или стержневой ящик, 2 -
модельная или сушильная плита, 3 - штифты,
4 - перекидной или поворотный механизм,
5 - приемный стол, 6 - протяжная рамка, 7
- подвижная часть модели, 8 - стержень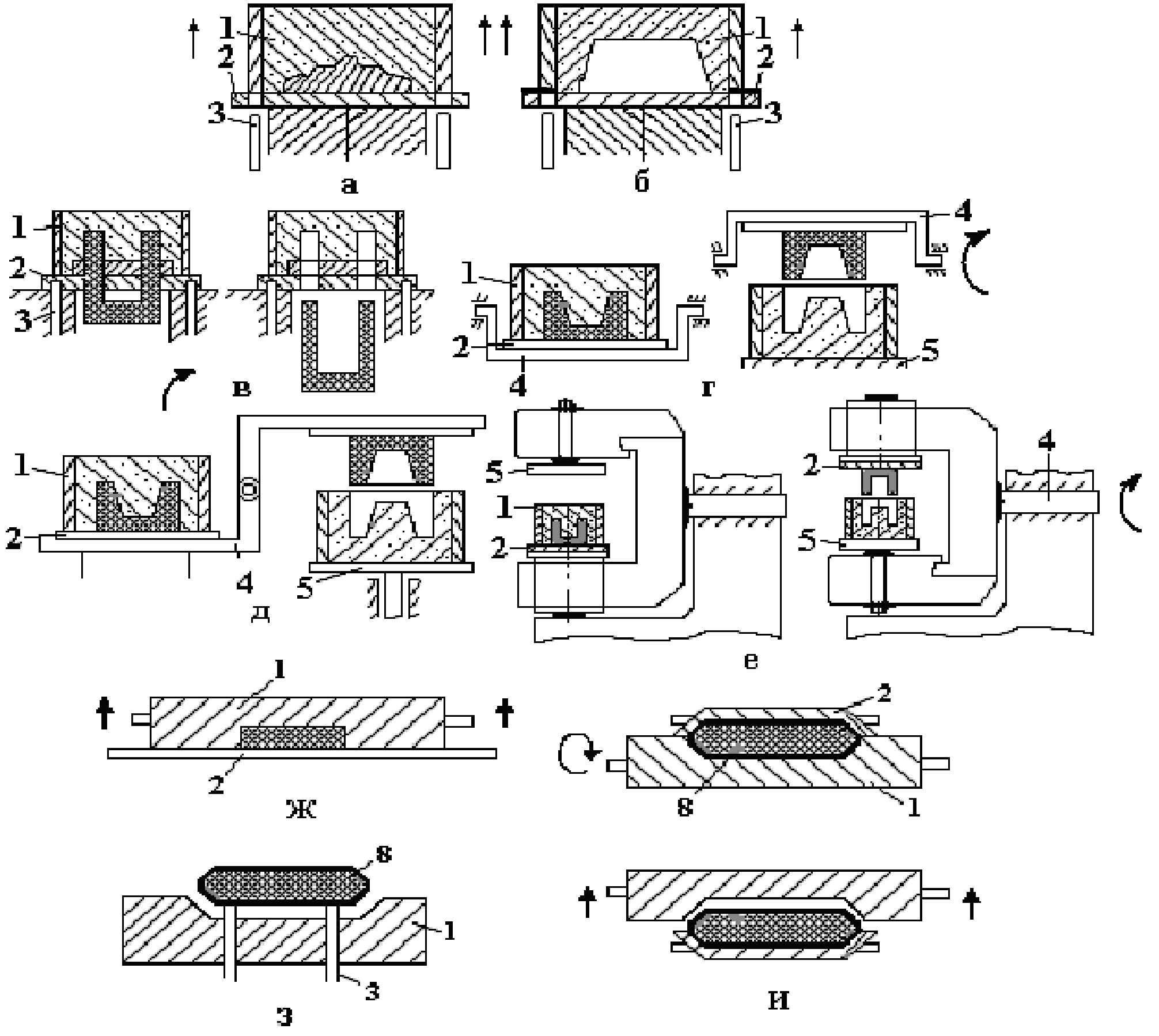
Стержень с повышенной прочностью, отвержденный в ящике, часто удаляют из него с помощью штифтовых толкателей (рис. 2.18, з).