

6.7. Обработка на фрезерных станках
6.7.1. Метод фрезерования и типы фрез
Фрезерование- это высокопроизводительный метод обработки плоскостей, криволинейных поверхностей и различных канавок, уступов, выступов многолезвийными инструментами -фрезами, которые совершают главное вращательное движение. Движение подачи чаще всего сообщается заготовке. Среди других видов лезвийного инструмента фрезы выделяются наибольшим разнообразием. Их различают по технологическому назначению, расположению, форме и материалу режущих зубьев, способу закрепления на станке и многим другим признакам.
Широкое распространение получили фрезы, цилиндрическиес прямыми или винтовыми зубьями (рис. 6.49, а);торцовые(рис. 6.49, б), как и цилиндрические, предназначенные для обработки плоскостей,дисковыедля обработки плоских участков выступов, уступов, пазов разрезания заготовок (рис. 49, в), для выполнения специальных работ (рис. 49, г);концевые для обработки плоских участков (рис. 49, д) и специальных пазов (рис. 49, е, ж),угловые (рис. 49, з) ифасонные(рис. 49, и, к).
Фрезы, применяемые для получения определенных элементов на заготовке, имеют еще и дополнительные названия. Так, фреза для прорезания впадин зубчатых колес (рис. 6.49, г) называется модульной, фреза (рис. 6.49 е) называетсяТ-образной пазовой, фреза (рис. 6.49, ж)шпоночной. Цилиндрической фрезой можно обрабатывать только одну плоскую поверхность, другие допускают одновременную обработку двух (например, угловая фреза) или трех (например, дисковая трехсторонняя) поверхностей.
Концевые фрезы имеют хвостовое исполнение. Цилиндрические фрезы выполняют насадными на оправку. Насадными обычно делают и торцовые фрезы. Цилиндрические и торцовые фрезы, начиная с диаметра 75 мм, изготавливают со вставными ножами из быстрорежущей стали. Для корпуса фрезы используют сталь 40Х. Насадная торцовая фреза с ножами, оснащенными твердым сплавом, может иметь диаметр от 100 до 630 мм. Хвостовая часть концевых фрез при диаметре свыше 10 мм делается из стали 45 или 50 и затем приваривается встык к рабочей части.

Рис. 6.49. Основные типы фрез
Ножи 1из быстрорежущей стали (рис. 6.50, а) делают клиновидными с рифлениями, что позволяет многократно перетачивать затупившуюся фрезу, сместив предварительно на одно или несколько рифлений ножи в корпусе2. Крупногабаритные фрезы (рис. 6.50, б) изготавливают с ножами (резцами) 3 имеющими твердосплавную режущую напайку. Ножи затачивают вне корпуса 4, а затем закрепляют в его пазах при помощи планки5, прижимаемой втулкой со скосом6. Фреза допускает регулировку положения ножей в осевом и радиальном направлениях, что используется для ступенчатого снятия припуска.
Для повышения качества пазов, обрабатываемых при глубоком внедрении фрезы, например, Т-образной (см. рис. 6.49, е) или трехсторонней (рис. 6.50, а), в тело заготовки, режущие зубья делаются разнонаправленными, что обеспечивает создание положительных передних углов для всех обрабатываемых поверхностей. Торцовые фрезы с твердосплавными неперетачиваемыми пластинками (рис. 6.50, в) изготавливают диаметром 160 … 315 мм. Ножи 8с пластинкой крепятся в пазах корпуса9винтами7. Фрезы при резании чугуна и стали допускают глубину резания до 15 мм.
Процесс резания для каждого зуба фрезы имеет прерывистый характер, и большую часть времени он свободен от резания. В этот период зуб охлаждается, что положительно влияет на стойкость фрезы. В зависимости от направления вращения цилиндрической фрезы и движения подачи различают встречное (против подачи) ипопутное(по подаче) фрезерование (рис. 6.51, а).
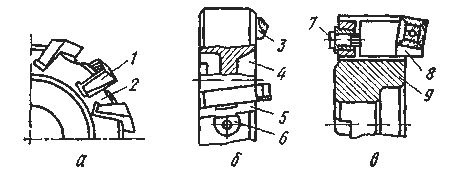
Рис. 6.50. Способы крепления вставных ножей
При встречном фрезеровании главное движение зуба противоположно направлению движения подачи. Сечение срезаемого им слоя изменяется номинально от нуля до аmах(рис. 6.51, б). Врезание зуба происходит с проскальзыванием, что повышает шероховатость обработанной поверхности и ускоряет износ зубьев. Фреза стремится оторвать заготовку от опоры, что требует усиленного ее закрепления. К преимуществам этой схемы обработки, применяемой при черновом фрезеровании, следует отнести плавное возрастание нагрузки на зуб, слабое воздействие на него литейной корки, окалины и других дефектов обрабатываемой поверхности (фрезерование из под корки).
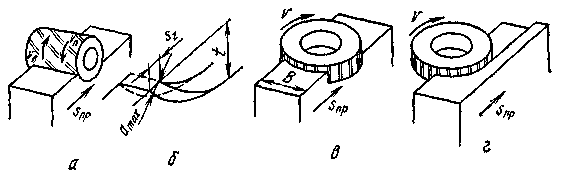
Рис. 6.51. Варианты направления подачи
При попутном фрезеровании, используемом при чистовом фрезеровании, главное движение зуба совпадает с движением подачи. Сечение слоя уменьшается от аmах до нуля. Нааmахвлияет подачаSz=Sо/Z=Sм /Znф, гдеSz -подача на зуб, мм/зуб;Sо- подача на оборот фрезы, мм/об;SM - минутная подача, мм/мин;Z- число зубьев фрезы;nф- частота вращения фрезы, об/мин.
В зависимости от расположения торцовой фрезы относительно заготовки при резании различают симметричное(рис. 6.51, в) иасимметричное(рис. 6.51, г) фрезерование. Диаметр фрезыD, мм, оказывает существенное влияние на врезаниеl1которое для цилиндрической и торцовой (при симметричном резании) фрезы составляет соответственно
![]() ,
,
![]() ,
,
где t — глубина резания, мм;В— ширина обрабатываемой поверхности, мм.
Геометрия зуба и заточка фрезы.У зубьев торцовой фрезы различают главную1и вспомогательную2режущие кромки. В насадных фрезах дополнительно делают переходную режущую кромку ширинойf0 (рис. 6.52, а).
П
Рис.
6.52. Геометрия зубьев фрезы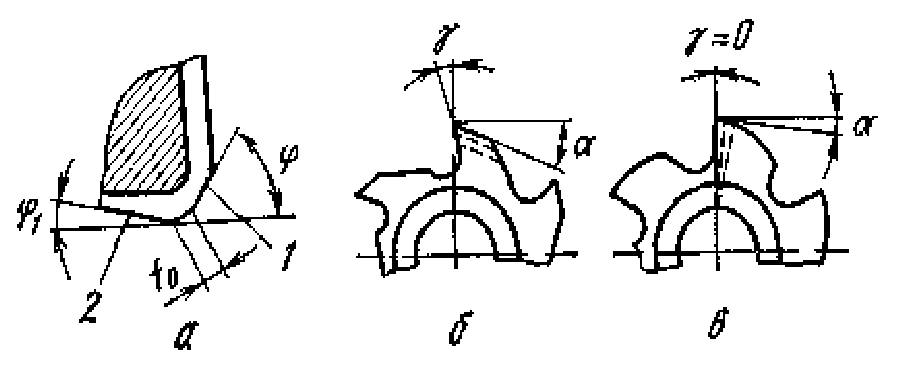
Фрезы изготавливают с остроконечными (рис. 6.52, б) изатылованными (рис. 6.52, б) зубьями. Остроконечная форма зуба характеризуется линейными образующими передней и задней поверхностей. Заточку и последующую переточку затупившихся зубьев остроконечных фрез, как правило, выполняют по задней поверхности. В затылованном зубе задняя поверхность образована спиралью Архимеда. Такой зуб при его переточке по передней поверхности мало изменяется по диаметральному размеру и практически сохраняет исходную форму главной режущей кромки Прочность кромки затылованного зуба больше, чем у остроконечного. Однако, учитывая, что износ зубьев фрез преобладает по задней поверхности и затылованная форма требует применения специальных станков, большинство типов фрез выполняют остроконечными., Затылованный зуб имеют фрезы со сложной формой режущей кромки, например, фасонные.
Точностные показатели участков деталей, обработанных фрезерованием, изменяются в широких пределах и определяются многими факторами. В среднем можно считать, что точность размера и шероховатость обработанной поверхности составляют: при черновом фрезеровании 11 квалитет и Rz = 40 … 20 мкм; при чистовом фрезеровании 9 квалитет иRz= 20 … 6,3 мкм; при тонком фрезеровании 8 квалитет иRz = 6,3 … 3,2 мкм.