

6.8. Протягивание
Протягивание – высокопроизводительный метод формообразования наружных и внутренних поверхностей деталей многолезвийными инструментами – протяжками. Протягивание – один из наиболее точных способов обработки резанием, применяемый обычно для окончательной обработки сквозных отверстий, пазов, наружных и внутренних поверхностей произвольного фигурного контура с прямыми и винтовыми образующими. При протягивании главное движение резания обычно является поступательным, которое совершает инструмент или заготовка, движение подачи отсутствует. Протягивание широко применяют в серийном, крупносерийном и массовом производствах. Протягивание обеспечивает получение точности в пределах 7...9 квалитетов, параметр шероховатости обработанной поверхности Rа=0,32...2,5 мкм, и производительность повышается в 3...12 раз по сравнению с другими способами механической обработки резанием.
Отличительными особенностями процесса резания при протягивании являются:
1. Последовательное срезание заданного припуска большим числом зубьев инструмента в виде отдельных слоев металла малой толщины и большой ширины. При этом точность обработки зависит только от точности размеров протяжки.
2. Низкие скорости резания, не превышающие при работе на станках малой и средней мощности значений 15...18 (м/мин) и на станках большой мощности 6...8 (м/мин).
3. Отсутствие в процессе резания подачи, как самостоятельного кинематического движения станка: подача, определяющая толщину слоя металла, срезаемого режущей кромкой каждого зуба, устанавливается путем превышения каждого последующего зуба над предыдущим.
4. Возможность осуществления за один ход комбинированной обработки: черновых, чистовых, заглаживающих и упрочняющих проходов. Это осуществляется совмещением в конструкции одного инструмента рабочих режущих кромок, выполняющих основную работу резания и калибрующих кромок, обеспечивающих снижение шероховатости и износостойкости обработанной поверхности.
5. Наличие у инструмента специальных конструктивных элементов, определяющих центрирование и направление его в процессе работы.
6.8.1. Типы станков и их назначение
Различают горизонтально- и вертикально-протяжные станки. Основными характеристиками протяжных станков являются – номинальная тяговая сила и наибольшая длина хода салазок, которые для станков различных типоразмеров колеблются – Q=100...1000 кН,L=1000...2000 мм.
Горизонтально-протяжные станки (7Б55, 7Б56, 7Б57, 7Б58) общего назначения применяют для обработки круглых, шлицевых, многогранных отверстий, а также шпоночных и винтовых канавок, внутренних зубьев и т. д. Они легко и быстро переналаживаются, отличаются сравнительно небольшой стоимостью, простотой управления и обслуживания.
Вертикально-протяжные станки (7Б64…7Б68, 7Б74...7Б77) по сравнению с горизонтально-протяжными занимают меньшую площадь, но имеют большую высоту, что затрудняет их обслуживание. Выпускают вертикально-протяжные станки для внутреннего и наружного протягивания.
П
Рис.
6.62. Общий вид вертикально-протяжного
станка.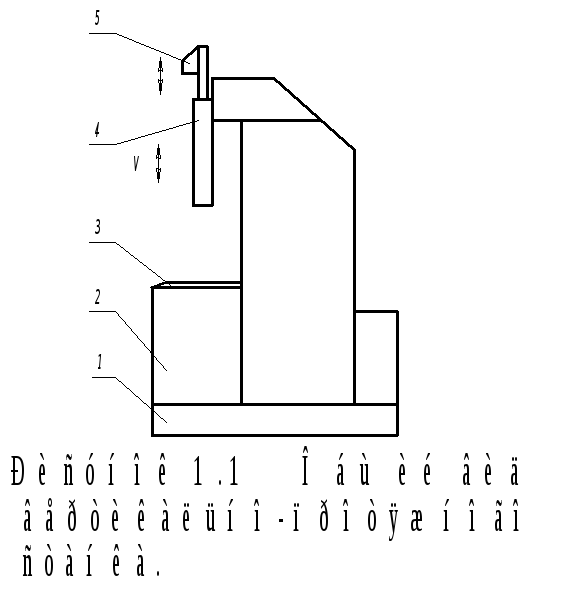
Части вертикально-протяжного станка-полуавтомата (рис. 6.62.) для внутреннего протягивания смонтированы на плите 1.
Тумба 2несет стол3, на котором в приспособлении устанавливают заготовку обрабатываемой детали. Рабочая4и вспомогательная5салазки могут перемещаться в вертикальной плоскости. Рабочая салазка движется по направляющим стойки. Перед началом обработки рабочая и вспомогательная салазки находятся в крайнем верхнем положении. Патрон вспомогательной салазки удерживает протяжку в отвесном положении. После установки заготовки на стол станка вспомогательная салазка движется вниз и подает в отверстие заготовки переднюю направляющую часть протяжки. Торец протяжки упирается в дно рабочего патрона, который захватывает протяжку за нижний конец. Включается вертикальное движение рабочей салазки, и протяжка перемещаясь вниз, за один ход обрабатывает заготовку. В крайнем нижнем положении рабочей салазки и протяжки обработанную заготовку снимают со станка. Затем рабочая салазка возвращается в крайнее верхнее положение, при этом становится возможным установка новой заготовки на станке. При наличии загрузочно-разгрузочного приспособления на таком полуавтомате возможно полностью автоматизировать весь цикл протягивания.