6.10. Резьбонарезание
6.10.1. Инструмент для образования резьбы
Детали с резьбовыми соединениями являются одними из самых распространенных в машиностроении. Для образования резьбы применяются различные методы и инструменты в зависимости от вида резьбы (наружная или внутренняя, остроугольная или трапецеидальная, цилиндрическая или коническая), требований точности, качества обрабатываемой поверхности, характера производства (массовое, серийное, единичное) и т. п.
Наружную и внутреннюю резьбу на деталях получают следующими основными способами:
- вырезание профиля резьбы режущим инструментом;
- выдавливание профиля резьбы выдавливающим инструментом;
- накатыванием профиля резьбы накатным инструментом.
Обработку резьбы резанием осуществляют резьбовыми резцами, гребенками, метчиками, резьбовыми платками, резьбонарезными головками, резьбовыми фрезами, шлифовальными кругами.
Процесс резания характеризуется вырезанием слоев металла по профилю впадины.
Процесс выдавливания характеризуется наличием больших сил трения, так как инструмент и деталь работают по принципу пары скольжения без зазора. На этом принципе работают бесстружечные метчики для внутренних резьб и выдавливающие сборные плашки для наружных резьб.
Накатывание профиля резьбы осуществляют при силовом качении инструмента по поверхности заготовки. Накатывание отличается от выдавливания тем, что инструмент и деталь образуют пару качения, а не пару скольжения, что значительно уменьшает силы трения. К инструментам для накатывания относятся резьбонакатные плоские и сегментные плашки, резьбонакатные ролики, резьбонакатные головки. При выдавливании и накатывании профиль резьбы образуется за счет пластического деформирования металла.
6.10.2. Нарезание резьб резцами и гребенками
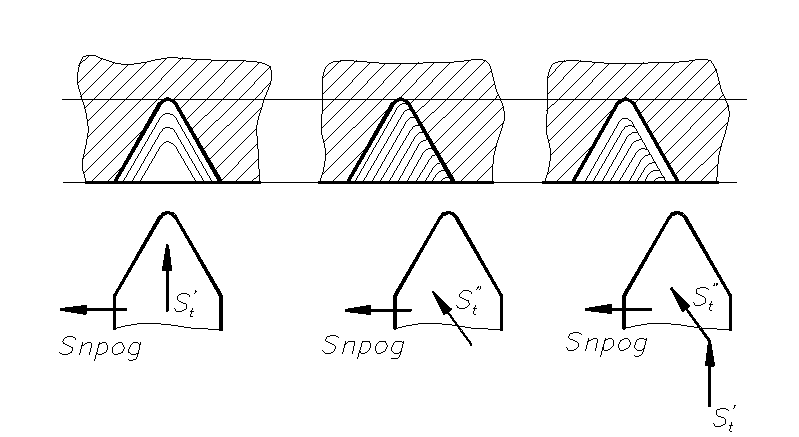
Нарезание резьб резьбовыми резцами производится обычно в несколько проходов, при этом подача резца на глубину после каждого прохода может производиться тремя способами, представленными на рис. 6.78. Из них наиболее часто применяется поперечная подача St’. Подача под углом –St” и комбинированная подача –St’,St” используются при нарезании резьб с шагом более 2,5 мм. В этом случае на последних проходах применяется только поперечная подача. Иногда эти методы используются и при нарезании резьб с шагом меньше 2,5 мм при черновых проходах.
а) б) в)
Рис. 6.78. Способы нарезания резьб резцами:
а- поперечная подача, б- подача под углом, в- комбинированная подача
Р
Рис.
6.79. Резец резьбовой стержневой
конструкции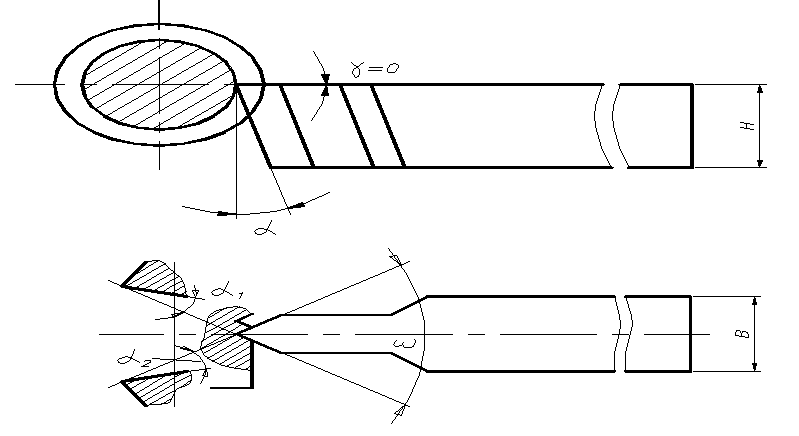
Выбор типа резца для заданного технологического процесса зависит от многих факторов: размеров профиля резьбы; диаметра и шага; вида резьбы (наружная и внутренняя); материала режущей части резца; серийности производства деталей с резьбой; типа станка и его состояния.
Д
Рис.
6.80. Схема установки резьбового резца
стержневой конструкции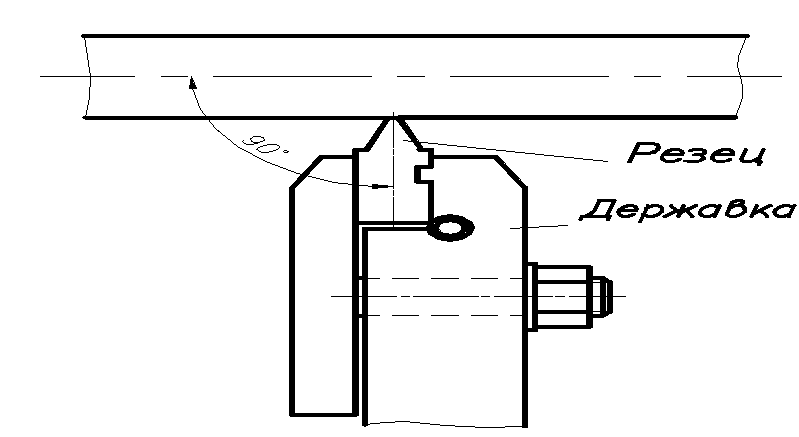
Резцы подразделяют:
- по конструкции – на стержневые (рис. 6.79, 6.80, 6.84.), призматические (рис. 6.81.), круглые с кольцевой или винтовой нарезкой (рис. 6.82, 6.83.);
-
Рис.
6.81. Схема установки резьбового резца
(гребенки) призматической конструкции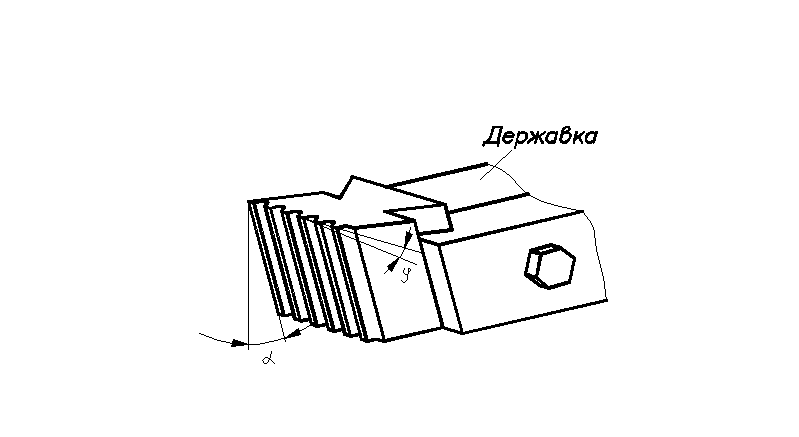
- по исполнению режущего элемента – на цельные, составные, сборные;
- по исполнению режущего элемента – на цельные, составные, сборные;
- по виду работы – на черновые, числовые;
-
Рис.
6.82. Резец резьбовой круглый с одно
профильной режущей кромкой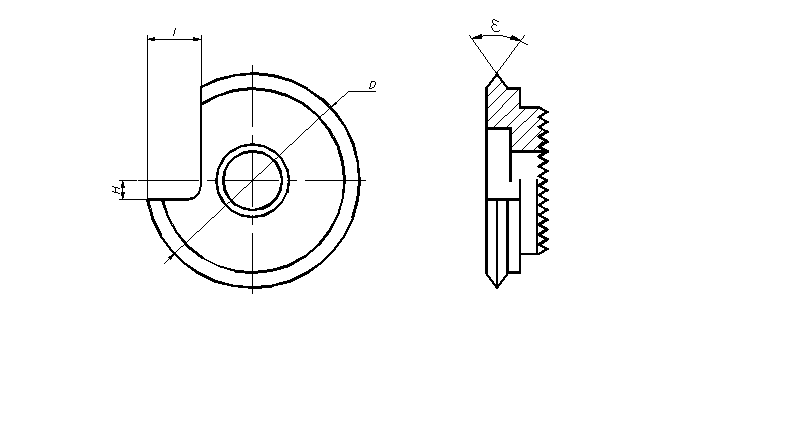
Профиль рабочего
резца по передней поверхности совпадает
с профилем резьбы в осевом сечении
заготовки при
=0и=0.
Если 0и 0,
профиль резца отличен от профиля резьбы.
В этом случае выполняют коррекционный
расчет профиля резца. Задние углы1
и2
на боковых режущих кромках выполняют
одинаковыми как для резцов из быстрорежущей
стали, так и для р
Рис.
6.83. Резец резьбовой круглый с
многопрофильной режущей кромкой
П
Рис.
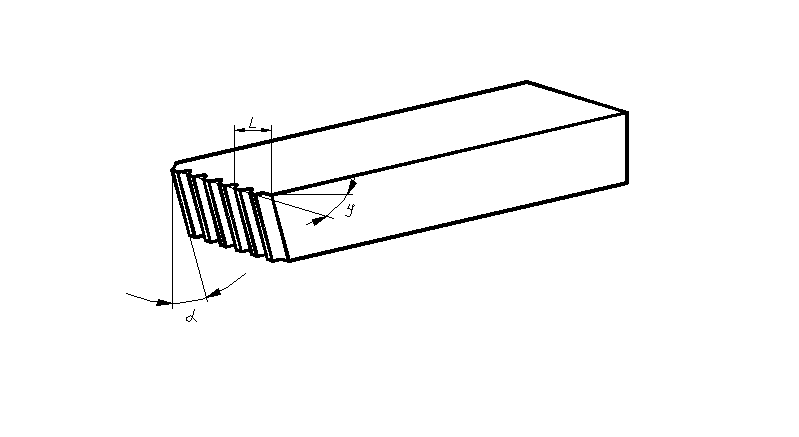
6.84. Резьбовой резец (гребенка) стержневой
конструкции многопрофильной режущей
кромкой