

СОДЕРЖАНИЕ
1. Общая характеристика предприятия………………………………….4
1.1 Основные направлении деятельности предприятия ООО «Логкомпани»……………………………………………………………….....4
1.2 Система менеджмента качества на предприятии ООО «Логкомпани»……………………………………………………………..….. 6
1.3 Характеристика технологического процесса изготовления детали.…………………………………………………………………………..7
1.4 Технологический процесс изготовления наполнителя из медесодержащих сплавов……………………………….……………………..8
2 . Планирование эксперимента при процессе изготовления металлического порошка…………………………………………………….12
2.1 Возможности планирование эксперимента в совершенствовании изделий и процессов………………………………………………...………...12
2.2 Основные идеи и понятия в планировании эксперимента исследования…………………………………………………………………..14
3. Экономическое обоснование применение метода планирования эксперимента………………………………………………………………….17
3.1 Описания экономического положения на ООО «Логкомпани»………………………………………………………………...17
3.2 Выделение затрат на качество……………………………………….18
3.3 Анализ общей суммы затрат на производство продукции………...20
3.4 Распределение затрат на производство…………………………......20
3.5 Предложение по улучшению качества……………………………..22
3.6 Анализ эффективности и принесенная прибыль…………………..25
1. общая характеристика предприятия ооо «логкомпани»
1.1 Основные направления деятельности предприятия
Деятельность фирмы включает несколько основных направлений: производство заклепок и деталей методом холодной штамповки, технологической оснастки для штамповки; производство комплектующих деталей для изготовления колодок дискового тормоза; реализация ремонтных комплектов тормозов и сцепления для легковых и грузовых автомобилей отечественных и зарубежных марок; дилерские поставки продукции других фирм.
Общество с ограниченной ответственностью фирма «Логкомпани» основана в 1990 году численность работающих 180 человек.
Фирма «Логкомпани» успешно работает на российском рынке с 1990 года и специализируется на выпуске и реализации автозапчастей крепежных деталей и различных металлоизделий промышленного назначения.
Спектр производственно-коммерческой деятельности Фирмы «Логкомпни» включает несколько основных направлений и охватывает регионы России от Дальнего востока до западных границ, включая бывшие республики СССР.
Одним из главных является производство штампованных деталей и технологической оснастки для их производства, производство заклепок различных конфигураций и размеров из углеродистых сталей, меди и алюминиевых сплавов, применяемых как для крепления фрикционных накладок тормозов и сцепления легковых и грузовых автомобилей, так и для осуществления различных клепаных соединений в технике и быту.
На основе фрикционных изделий, поставляемых предприятиями - партнерами и заклепок собственного производства фирмой «Логкомпани», единственной из поставщиков запчастей, создана и успешно реализуется в течение многих лет большая гамма ремонтных комплектов тормозов и сцепления, используемых для ремонта легковых и грузовых автомобилей отечественных и зарубежных марок.
К ним относятся различной конструкции пружин и зажимов из проволоки круглого сечения и листового материала; акустические и электрические сигнализаторы тормозных колодок; всевозможные втулки, оси, штифты, ленточных хомутов.
Р
Для осуществления своей производственно-коммерческой деятельности фирма «Логкомпани» располагает около 2000 кв.м. производственных площадей оснащенных более 70 единицами необходимого технологического оборудования.
На предприятии существует система качества (ОТК), которая осуществляет контроль качества от входного контроля продукции поступающей на предприятие до выпуска готовой продукции на всех этапах технологического процесса.
Квалифицированные сотрудники сбыта и маркетинга осуществляют прием, формирование и обеспечивают доставку заказов клиентам транспортом фирмы «Логкомпани» железнодорожным транспортом и автотрейтингом.
Отдел инженерно-технических работников, конструкторов и технологов обеспечивает качество и надежность выпускаемой продукции, так и постоянное освоение новых изделий и технологий, разрабатывает мероприятии по повышению качества выпускаемой продукции.
1.2 Система менеджмента качества на предприятии ООО «Логкомпани».
СМК (система менеджмента качества) разработана, документально оформлена и поддерживается в рабочем состоянии с целью создания продукции:
- удовлетворяющей требования потребителя (заказчика), в соответствии с утвержденными в установленном порядке техническими нормативными документами ( ГОСТ, ОСТ, и др. НД);
- удовлетворяющих требованиям общества в части безопасности, надежности и защиты окружающей среды;
- обеспечивающих предприятию удовлетворительный возврат вложенных средств.
СМК охватывает всю деятельность предприятия и регламентирует ответственность за качество продукции на всех этапах создания ГТД.
Система менеджмента качества:
- удовлетворяет распределение функций и ответственности за качество выполняемых работ по создании продукции между подразделениями, руководителями, специалистами и работниками предприятия;
- регламентирует правила и порядок осуществления процессов и их взаимодействие, влияющих на качество продукции. В соответствии с документируемыми процедурами,
- определяет необходимые ресурсы для осуществления процессов организации.
Для эффективного управления деятельностью и обеспечения качества на предприятии ООО «Логкомпани», определены и классифицированы процессы СМК:
- основные процесс;
- поддерживающие процессы;
- управляющие процессы.
Для управления всеми видами процессов руководством предприятия утверждена организационная структура, устанавливающая взаимодействие между подразделениями.
Методы необходимые для обеспечения результативности и критерии для оценки основных поддерживающих процессов менеджмента, описаны в картах процесса соответствующих СТП.
1.3 Характеристика технологических процессов изготовления изделия
Технологический процесс разрабатывают либо с привязкой к действующему, либо для создаваемого производства. В последнем случае технолог обладает большей свободой в принятии решения по построению технологического процесса и выбору средств для его осуществления.
Разработка технологического процесса требует глубоких знаний о свойствах материалов, об используемых для их обработки процессах и явлениях, сопровождающих изготовление изделия.
Назначение технологической документации заключается в том, чтобы дать исчерпывающую информацию исполнителям (рабочим) о строении технологического процесса, оборудовании, инструментах, режимах обработки, трудоемкости операции, разрядах работ и их расценках.
Нормативные документы, при принятии производственных решений являются:
- технологические условия ЛОГК 000.001 ТУ металлического порошка из медесодержащих сплавов;
- положение о лицензировании заготовки, переработки и реализации;
- технологический процесс изготовления металлического порошка;
- инструкция по охране труда и технике безопасности;
Окончание технологического процесса.
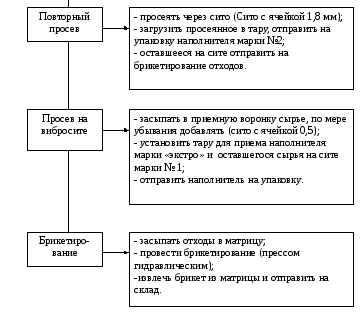
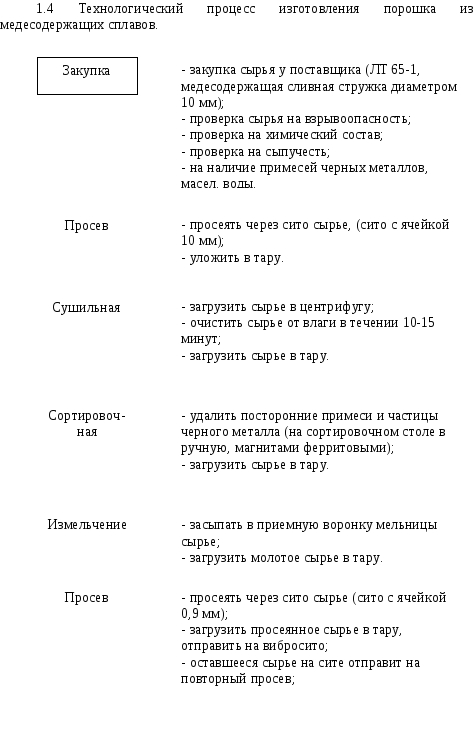
Рисунок 1 – Технологический процесс изготовления порошка
Выделим отдельно из технологического процесса операцию - измельчение.
Сырье поступает в мельницу через приемную воронку, где происходит процесс измельчения при высоких оборотах рубки ножей в количестве 60 штук. Применяется два типа ножей, они различаются между собой углом заточки. При износе ножей они заменяются новыми. Измельченная сливная металлическая стружка просевается через сито на поддон, после молотое сырье выгружается в тару и отправляется на просев.
Изображение мельницы указанно на рисунках 2 и 3.
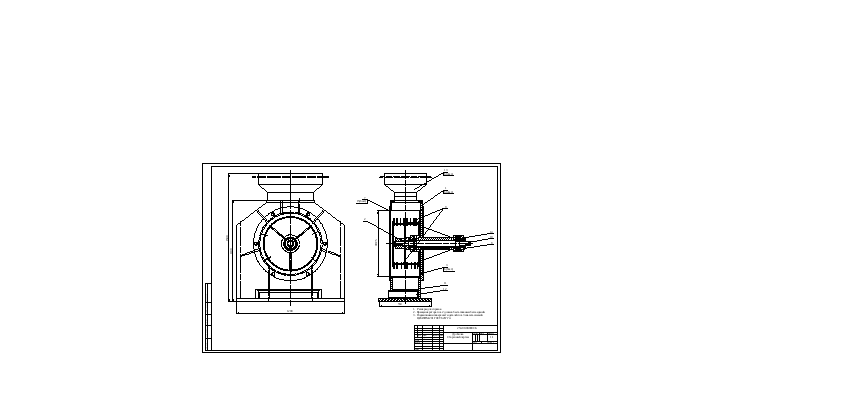
Рисунок 2 – Изображение мельницы
Рисунок мельницы (1,2) состоит из:
- загрузочного бункера (13)
- двери (7)
- корпуса (1)
- ножей (9)
- ротора (2)
- задней крышки (3)
- сито (11)
- поддона (12)
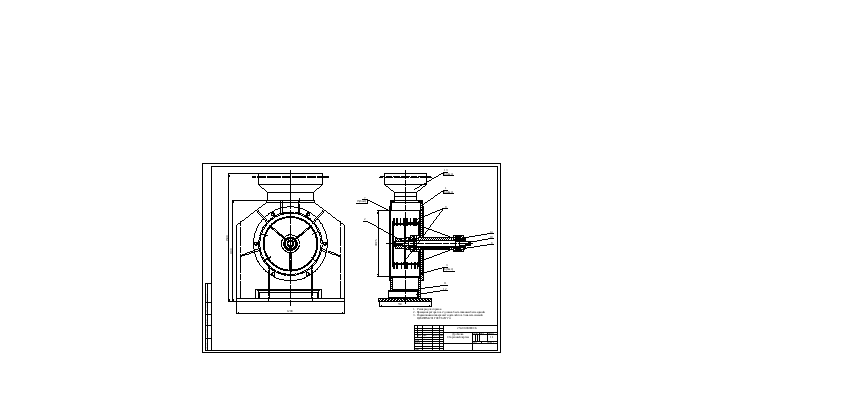
Рисунок 3 – Изображение мельницы
Технические требования металлического порошка
Порошок выпускается в соответствие с требованиями ТУ из медесодержащих сплавов (латунь, бронза).
Порошок в зависимости от размера частиц выпускается 3-х марок: экстра, № 1, № 2.
Гранулометрический состав порошка должен соответствовать указанному в таблице 1.
Таблица 1 – Состав порошка
|
Наименование показателя |
| ||
|
экстра |
№ 1 |
№ 2 | |
|
Массовая доля частиц черных металлов, % не более |
4,0 |
4,0 |
4,0 |
|
Массовая доля влаги и масел, % не более |
1,5 |
1,5 |
4,0 |
|
Гранулометрический состав, % не более остаток на сите № с ячейкой, мм экстра (0,5 мм) |
2,0 |
|
|
|
№ 1 (1,0 мм) |
|
2,0 |
|
|
№ 2 (2,0 мм) |
|
|
2,0 |
2. Планирование эксперимента при процессе изготовления металлического порошка.
2.1 Возможности планирование эксперимента в совершенствовании изделий и процессов.
Если речь заходит о проектировании новых изделий или процессов их изготовления, а также о совершенствовании существующих, то правомерна постановка следующих вопросов:
В отношении изделий:
- какие факторы, параметры, условия, величины и т.п. оказывают влияние на достижение заданных технических характеристик, изделия и в какой степени?
- какую стратегию управления изделием выбрать в зависимости от его внутреннего состояния и внешних условий?
- при каких условиях изделие работает наилучшим образом или достигаются наилучшие значения характеристик?
- как обеспечить минимальное влияние внешних условий на работоспособность изделия?
В отношении процессов:
- чем обуславливается разброс признаков качества, формируемых в ходе процесса изготовления изделия?
- как уменьшить значение разброса и обеспечить стабильность процесса, т.е. его протекание в управляемых условиях?
- как управлять процессом при изменении его состояния или внешних условий?
при каких условиях можно обеспечить наилучшее функционирование процесса в смысле, например, максимальной производительности, минимальных энергетических затрат, наибольшего выхода готового продукта и т.п.?
Ответы на многие из этих вопросов может дать применение методики, которая называется планирование эксперимента. Использование ее в качестве инструмента совершенствования изделий и процессов относится ко второй половине 20 века.
В области управления качеством данный инструмент позволяет решить следующие задачи:
- выявить факторы, оказывающие влияние на рассматриваемую характеристику качества изделия или процесса, а также количественно оценить степень этого влияния. Зная это, можно, меняя значения факторов, изменить характеристику качества в нужном направлении или поддерживать ее стабильное значение;
- по результатам экспериментов построить математическую модель, связывающую факторы и характеристики. Точная количественная связь между факторами и характеристиками дает возможность управления характеристикой;
- определить такое сочетание факторов, при котором характеристики будут иметь оптимальное значение, т.е. наилучшее в каком-то смысле;
- выбрать рациональную стратегию управления изделием или процессом;
- подобрать условия, при которых характеристика является нечувствительной к изменению внешних условий.
По сравнению с традиционными методами метод планирования эксперимента обладает следующими преимуществами:
- экономическая целесообразность, связанная с уменьшением количества необходимых экспериментов;
- одновременное исследования влияния всех факторов на выходную величину;
- возможность установить в ходе эксперимента взаимное влияние факторов на выходную величину;
- простота обработки результатов эксперимента для построения математической модели;
- данный метод, способствует более глубокому пониманию изучаемой проблемы.
2.2 Основные идеи и понятия в планировании эксперимента
В планировании эксперимента исследуемый объект рассматривают как систему (черный ящик) (рисунке 3), у которой известны входные и выходной параметры, но не известно внутреннее устройство. Входные параметры называют факторами, выходной - откликом*.
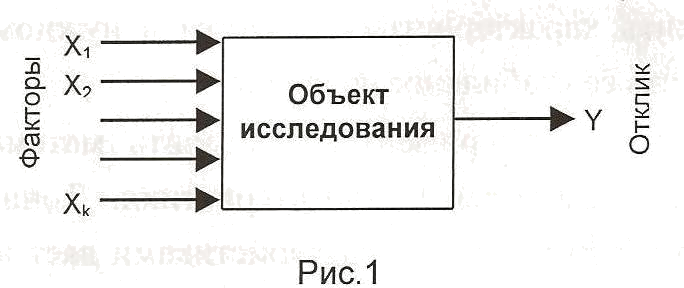
Рисунок 3 – «Черный ящик»
Факторы - входы, отклик - выход. С целью исключения путаницы между математическими терминами, традиционно используемыми в теории планирования эксперимента, и терминологией, используемой в науке об управлении качеством, это соответствие мы будем однозначно подразумевать в ходе всех наших дальнейших рассуждений.
Факторы рассматривают как детерминированные величины xl,x2,...,x k ,
отклик - как случайную величину Y. Такой подход хорошо согласуется с известной в науке об управлении качеством схемой, представленной на рисунке 4, что частично объясняет применение методики планирования эксперимента для совершенствования изделий и процессов.
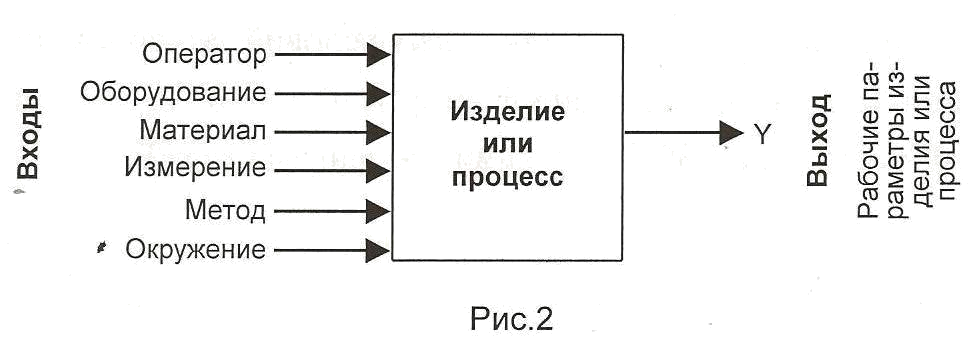
Рисунок 4 – Рассматриваемые факторы
Исследуется процесс изготовления металлического порошка. Одной из основных характеристик этого процесса является % выхода стружки «экстра» со 100 кг., загруженной сливной стружки диаметром 10 мм. из ЛС 65-1. Практика показала, что она в первую очередь зависит от скорости вращения ротора, от времени вращения и типа ножей в мельнице. Соответственно, в данном случае:
Факторы xl (А)* - скорость вращения ротора, обороты;
x2 (В) - время вращения, минуты;
x3 (С) - типы ножей;
Отклик - Y - выход стружки «экстра», %.
* - здесь и далее для обозначения факторов xi используются буквы латинского алфавита, что принято в зарубежной литературе и программных средствах и в настоящем пособии данные обозначения относятся к одним и тем же величинам.
Интервал изменения значений факторов - это разница между наибольшим и наименьшим значениями факторов. Выбор интервала изменения значений факторов определяется в значительной мере произвольно исходя из предварительных данных об объекте исследования.
Уровни фактора - это заранее установленный фиксированный набор значений фактора, которые будут использоваться при проведении эксперимента.
В моем случае из практики назначаем интервал изменения фактора А=1000 ÷ 3000 оборотов. Исходя из фактических условий фактор В=30 ÷ 150 минут. Нижний уровень фактора А - 1000 оборотов, верхний - 3000 оборотов. Нижний уровень фактора В - 30 минут, верхний – 150 минут.
Для удобства трактовки результатов экспериментов и математических вычислений уровни факторов задают в относительных (кодированных) величинах. Максимальный уровень фактора равен +1, минимальный -1 и средний 0.
Факторы разделяют на количественные и качественные.
Количественные факторы могут иметь любое значение в пределах интервала изменения, что соответствует использованию непрерывной шкалы для задания значения фактора.
Качественные факторы могут иметь ограниченный набор возможных значений, что соответствует применению качественных (порядковых) шкал.
3. Экономическое обоснование применения метода планирования эксперимента.
3.1 Описание экономического положения ООО «Логкомпани»
Важным показателем деятельности любого предприятия является качество продукции. Все стремятся к достижению экономического эффекта (прибыли). Экономическое положение ООО «Логкомпани» можно представить, как разницу между выручкой от продажи продукции и себестоимостью проданной продукции. В настоящий момент, прибыль от продаж на предприятии составляет 398000 руб. за год.
Общество с ограниченной ответственностью “Логкомпани” создано для осуществления производственной деятельности, выполнения работ и услуг, предусмотренных предметом и основными задачами предприятия, в целях удовлетворения потребностей и получения его участниками максимальной прибыли на вложенный капитал путём осуществления различных видов производственной деятельности, не противоречащих действующему законодательству РФ.
Предметом и целями деятельности предприятия является: осуществление предпринимательской деятельности для получения прибыли. В соответствии с целью деятельности предприятия, предметом деятельности его является:
- осуществление торгово-закупочной деятельности;
- производство и реализация изделий, хранение и реализация ;
- производство и реализация товаров спец. потребления;
- оптовая, розничная торговля товаров и услуг собственного производства;
- реализация переработанных закупленных изделий;
- дилерские поставки и продукцию других фирм и т.д.
При рассмотрении экономической ситуации на предприятии необходимо определить и структурировать все затраты, которые несёт предприятие в течение производственного цикла: затраты на производство продукции и затраты, связанные с качеством.