

содержание
1 Краткое описание продукции цеха ……………………………………………………4
2 Структура управления цехом ………………………………………………………….6
3 Принцип расстановки оборудования………………………………………………….7
4 Описание конструкции детали………………………………………....……………..8
5 Выбор баз…………………………………………………….....……..………………10
6 Принцип работы специального станочного приспособления………………………12
7 Принцип работы специального контрольного приспособления………………….25
8 Средства автоматизации и механизации технологического процесса……………..30
9 Транспорт внутрицеховой и межцеховой …………………………………………....31
10 Получение заготовок. Хранение заготовок и готовой продукци………………….32
11 Организация контроля и его виды…………………………………………….…...33
12 Организация труда на рабочем месте ………………………………………………35
13 Система оплаты труда……………………………………………………………….36
14 Технико-экономические показатели цеха………………………………………….40
15 Основные мероприятия по технике безопасности…………………………………41
Приложение А Чертёж детали
Приложение Б Маршрутный технологический процесс
Приложение В Чертёж станочного приспособления
Приложение Г Чертёж контрольно приспособления
1 Краткое описание продукции цеха
Корпус № 5 является механосборочным цехом. Предметом деятельности корпуса является изготовление большой номенклатуры деталей и сборка узлов, а также ремонт деталей и узлов авиадвигателей и наземных установок.
В корпусе находится пять производственных групп различной направленности:
группа 1 «Кронштейны»;
группа 2 «Корпусы»;
группа 3 «Арматура»;
группа 5 «Трубопроводы»;
группа 8 «Форсунки».
Помимо этого корпус № 5 изготавливает детали и собирает узлы изделия SaM 146.
SaM146 относится к гражданским авиационным двигателям. Это интегрированная силовая установка, включающая двигатель, мотогондолу и устройство реверсирования тяги. Предназначена для нового поколения регионально-магистральных самолетов вместимостью 70-120 пассажиров. Двигателями SaM146 оснащается новое семейство самолетов Superjet100, создаваемое компанией Гражданские Самолеты Сухого (РФ) при участии Alenia Aeronautica (Италия) и консультационной поддержке Boеing (США).
SaM146 создается НПО Сатурн совместно с компанией SNECMA (Франция) на принципах стратегического партнерства с разделением рисков и доходов.
Разделение работ по программе SaM146 между НПО Сатурн и SNECMA составляет 50/50 по всем аспектам, включая: разработку, производство, маркетинг, продажи и послепродажное обслуживание.
Программа SaM146 признана приоритетной на уровне Глав Правительств России и Франции.
SaM146 обладает всеми необходимыми преимуществами для выхода на мировой рынок в условиях жесткой конкуренции, когда заказчик ориентируется на низкую стоимость владения, высокую надежность вылета по расписанию, высокий уровень эксплуатационной технологичности и соответствие перспективным экологическим требованиям.
Самые передовые и проверенные технологии, используемые в программе создания двигателя SaM146, позволяют авиакомпаниям достичь наилучших экономических показателей коммерческой эксплуатации парка самолетов.
2 Структура управления цехом





























































































3 Принцип расстановки оборудования
Оборудование в корпусе № 5 НПО «Сатурн» расположено согласно следующих требований:
1. Оборудование размещено по операционной принадлежности процессов;
2. Оборудование расположено удобно, рядами с проездами и проходами между печами, ширина подъездных установлена не менее 2,5 м для осуществления пожаротушения;
3. Оборудование установлено таким образом, чтобы к нему был открыт свободный доступ для ремонта;
4. Оборудование расположено от стены здания или колонн не менее чем 1,5 м; шаг колонн – 6м, ширина пролёта – 12 м.
4 НАЗНАЧЕНИЕ И ПРИНЦИП ДЕЙСТВИЯ ИЗДЕЛИЯ
В курсовом проекте представлен чертеж узла силовой турбины двигателя ГТД-4РМ.
Силовая турбина предназначена для преобразования кинетической энергии газа в механическую, необходимую для вращения нагнетателя газоперекачивающего агрегата.
Силовая турбина – осевая, трехступенчатая, неохлаждаемая состоит из сопловых аппаратов первой, второй, третьей ступеней, корпуса наружного, ротора силовой турбины и опоры силовой турбины, состоящей из передней опоры с роликовым подшипником и задней опоры с шариковым и роликовым подшипниками.
Опора силовой турбины является силовым узлом, обеспечивающим силовую связь между подшипниковыми узлами и узлом задней подвески двигателя. -
Передняя опора ротора силовой турбины состоит из роликового подшипника, корпуса подшипника и корпуса. Корпус подшипника и корпус по фланцам соединены болтами и образуют упруго-демпферную опору.
Корпус устанавливается на корпус маслокартера. Фланец через регулируемое кольцо прижимает наружную обойму роликового подшипника к корпусу подшипника. В корпусе и корпусе подшипника выполнены каналы подвода масла к форсункам для смазки подшипников. На наружной поверхности корпуса подшипника выполнены кольцевые канавки, в которые устанавливаются разрезные маслоуплотнительные кольца, ограничивающие масляную полость над подшипником.
Масло на охлаждение и смазку роликового подшипника передней опоры подается с двух сторон по трубопроводам подвода масла и по системе каналов в опоре через форсунки и жиклеры в корпусе подшипника.
Принцип работы ступени силовой турбины заключается в следующем.
Элементами ступени турбины, в которых преобразуется энергия газа, являются неподвижный сопловой аппарат с сопловыми лопатками и вращающееся колесо с рабочими лопатками.
Сжатый и нагретый газ поступает в межлопаточные каналы соплового аппарата, где происходит частичное преобразование потенциальной энергии в кинетическую энергию вытекающего потока, в силу чего скорость газа увеличивается.
Выйдя из соплового аппарата под углом к плоскости вращения турбины, газ с относительной скоростью попадает на рабочее колесо турбины, приводя его во вращение.
В каналах между рабочими лопатками происходит дальнейшее расширение газа.
Большая часть кинетической энергии газа, полученная в сопловом аппарате и рабочем колесе, превращается в механическую работу вращения турбины, в результате чего скорость, с которой газ выходит из колеса, уменьшается с одновременным резким изменением ее направления. Таким образом, работа на валу турбины получается в результате изменения количества движения газа-, протекающего через рабочее колесо.
Газовый поток выходит из первой ступени с существенной осевой скоростью, но с пониженным давлением.
Работа второй ступени аналогична работе первой ступени. Из рабочего колеса второй ступени газ выходит с пониженной скоростью, давлением, температурой и направлением потока газа близким к осевому.
5 ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ
Для изготовления детали необходимо обеспечить её точное базирование на рабочем месте (на столе станка, в шпинделе станка), то есть создать технологические базы. При выборе технологических баз нужно:
- соблюдать принцип совмещения баз;
- только один раз устанавливать деталь по необработанной поверхности;
- производить обработку на рабочем месте без выверки.
При токарных, шлифовальных операциях используется схема базирования в трехкулачковом патроне.
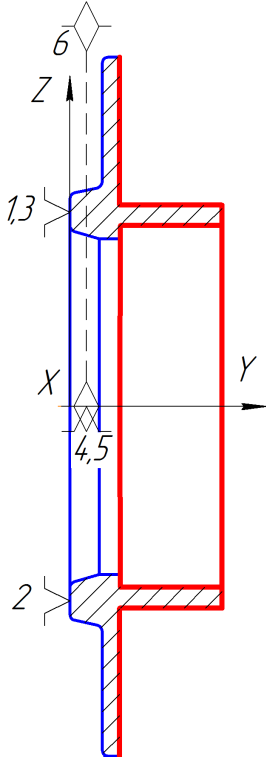
Рисунок 6.1 – Схема базирования в трехкулачковом патроне
Опорные точки 1, 2, 3 определяют явную установочную базу, которая лишает деталь 3-х степеней свободы: перемещения вдоль осей OZ, вращения вокруг осей OХ и OY.
Опорные точки 4, 5 определяют двойную опорную базу, которая лишает деталь 2-х степени свободы: перемещение вдоль осей OX и OY.
Опорная точка 6 определяет опорную (скрытую) базу, которая лишает деталь 1-ой степени свободы – вращения вокруг оси OZ.
6 ПРОЕКТИРОВАНИЕ СПЕЦИАЛЬНОГО ПРИСПОСОБЛЕНИЯ
6,1 Исходные данные для проектирования
Требуется спроектировать станочное приспособление станочное приспособление для комплексной операции в соответствии с операционным эскизом, приведенным на рисунке 1. При сверлении отверстий должны быть выдержаны следующие размеры 74±0,15, Ø5,5+0,12, Ø5+0,12, 6+0,12, Ø5,02+0,12. Обработка выполняется при следующих режимах резания:
- при сверлении отверстия Ø 5 мм: S = 0,15 мм/об; n = 800 мин-1; V = 13 м/мин; Рос = 2317 Н; Мкр. = 3,3 Н·м,
- при сверлении отверстия Ø 4,5 мм: S = 0,12 мм/об; n = 550 мин-1; V = 8 м/мин; Рос = 1776 Н; Мкр. = 2,3 Н·м,
- при зенкеровании отверстия Ø 5,5 мм: S = 0,25 мм/об; n = 950 мин-1; V = 16 м/мин; Рос = 702 Н; Мкр. = 0,67 Н·м,
- при зенкеровании отверстия Ø 5 мм: S = 0,25 мм/об; n = 1000 мин-1; V = 16 м/мин; Рос = 654 Н; Мкр. = 0,59 Н·м,
- при зенкеровании отверстия Ø 5,02 мм: S = 0,25 мм/об; n = 1000 мин-1; V = 16 м/мин; Рос = 656 Н; Мкр. = 0,59 Н·м,
- при фрезеровании паза : S = 0,2 мм/об; n = 200 мин-1; V = 4 м/мин; Рос = 1741 Н; Мкр. = 0,2 Н·м,
Машинное время операции составляет 4,73 мин. Тип производства – среднесерийное, при годовой программе 360 шт. и размере партии 15 шт.
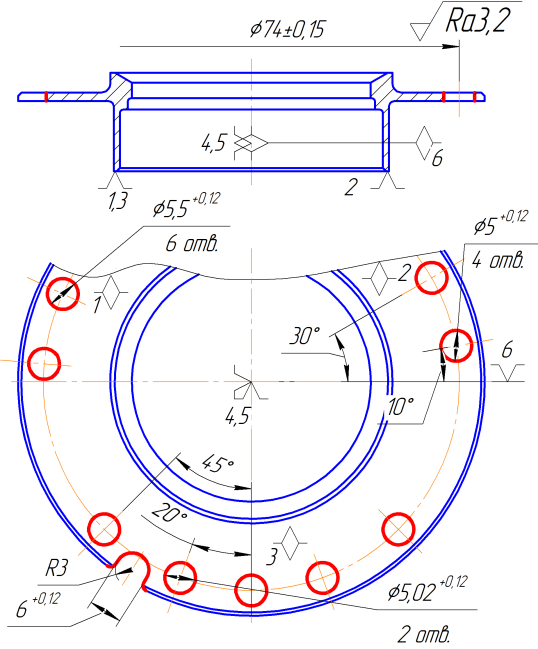
Рисунок 1 – Операционный эскиз и схема базирования заготовки
Схема базирования (рисунок 6.1) образована комплектом трех технологических баз:
Опорные точки 1, 2, 3 определяют установочную базу, которая лишает деталь 3-х степеней свободы: перемещения вдоль осей OY, вращения вокруг осей OХ и OZ.
Опорные точки 4, 5 определяют двойную опорную базу, которая лишает деталь 2-х степени свободы: перемещение вдоль осей OX и OY.
Опорная точка 6 определяет опорную (скрытую) базу, которая лишает деталь 1-ой степени свободы – вращения вокруг оси OZ.
Обработка производится на обрабатывающемся центре с ЧПУ NV-5000. Стол станка оснащен тремя Т-образными пазами для установки приспособления - одним центральным 18Н8 и двумя боковыми 18Н12 (рисунок 6.2).
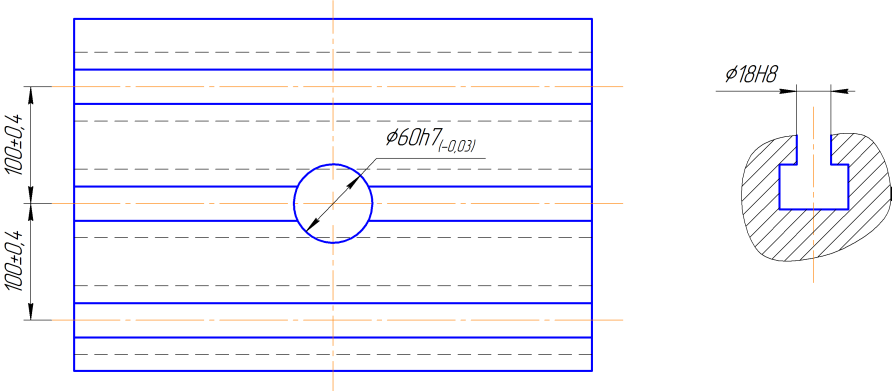
Рисунок 2 – Конструкция стола станка NV-5000