

зап 01
.docВариант 1
В процессе проектирования возникает необходимость в привлечении различной справочной информации: ГОСТов, нормалей, руководящих материалов, паспортных данных станков и т. д. Вся эта информация, описанная формализовано, составляет информационное обеспечение САПР ТП. Формы его представления могут быть различными: от элементарных справочных таблиц до описаний с использованием проблемно ориентированных языков.
Справочные таблицы используют для описания характеристик, закладываемых в систему типовых решений (станков, инструментов, оснастки и др.), а также всей нормативно-справочной информации. Алгоритм чтения такой таблицы состоит в поиске по столбцу типовых решений соответствующей строки и в последующем считывании характеристик типового решения, находящихся в данной строке.
Перед нами поставлена задача выбора подходящего станка на круглошлифовальную операцию. На предприятии имеются круглошлифовальные станки четырех моделей: 3У10В, 3А110В, 3У120А, 3У131М.
Сформируем комплекс условий применимости выявленных типовых решений. Сведем их в таблицу (таблица 1)
Таблица 1 – Таблица применимости круглошлифовальных станков
|
Модель станка |
Параметры станков |
|||||
|
Dз, мм |
lз, мм |
Dш, мм |
dш, мм |
Lш, мм |
lш, мм |
|
|
3У10В (Р1) |
100 |
160 |
3…15 |
40 |
160 |
50 |
|
3А110В (Р2) |
140 |
200 |
3…30 |
5…25 |
180 |
50 |
|
3У120А (Р3) |
200 |
500 |
60 |
20…50 |
450 |
75 |
|
3У131М(Р4) |
280 |
700 |
60 |
30…100 |
710 |
125 |
Разработаем одностороннюю таблицу решений для рассматриваемой задачи выбора круглошлифовального станка.
Разработаем графические схемы выбора решений (рис. 1).
Рисунок 1 – Графические схемы выбора решений
На основании графических схем строим одностороннюю таблицу решений (табл. 2). В таблице «ТР» обозначает «техническое решение», цифры «1,2,3» - номера решений в соответствии с таблицей 1. В случаях, когда для сочетания интервалов параметров применимости может быть выбрано более одного решения, принимают одно решение, исходя из технических соображений.
Для уменьшения размеров таблицу 2 можно минимизировать, объединяя несколько столбцов в один столбец (табл. 3).
Преобразуем таблицу 3 в матрицу решений, удобную для обработки на ЭВМ (табл. 4).
Рассмотрим поиск решения на основе таблицы 4. Сформируем комплекс исходных данных. Пусть Dз=150 мм, lз=250 мм, Dш=50 мм, dш=50 мм, Lш=200 мм, lш=50 мм. Тогда решением будут станки модели 3У120А, 3У131М (рис. 2)
Двусторонние таблицы решений. В этом случае комплекс условий применимости разбивается на два подкомплекса с соответствующими подмножествами параметров применимости. Двусторонние таблицы обычно более компактны, чем односторонние.
Преобразуем одностороннюю таблицу решений для задачи выбора кругло-шлифовального станка (табл. 3) в двустороннюю таблицу (табл. 5).
После упрощения таблицы путем исключения «лишних» строк, содержащих только «прочерки», и преобразования ее в форму, удобную для обработки на ЭВМ, получим таблицу 6.
На рис. 3 показан выбор решения по двусторонней таблицы для Dз=150 мм, lз=250 мм, Dш=50 мм, dш=50 мм, Lш=200 мм, lш=50 мм. Тогда решением будут станки модели 3У120А, 3У131М.
Таблицы решений предназначены для определения одного единственного решения, что и требуется при технологическом проектировании. В нашем случае задача допускает существование двух решений и необходимо организовать поиск всех допустимых решений. Для этого применяют таблицы соответствии.
Наличие связи обозначают единицей, отсутствие - нулем. По таблице соответствий принимают те решения, для которых логические переменные имеют связи для соответствующих значений всех параметров применимости.
Для рассмотренного выше примера выбора круглошлифовального станка, таблица соответствий будет иметь вид, представленный в табл. 7.
На рис. 4 показан выбор решения по таблице соответствий для Dз=150 мм, lз=250 мм, Dш=50 мм, dш=50 мм, Lш=200 мм, lш=50 мм.
В соответствии с изложенным выше выбираем то решение, для которого логические переменные имеют связи для всех четырех параметров применимости. Таким образом, решением будут станки модели 3У120А, 3У131М.
Перебор и анализ всех допустимых решений, выбираемых из таблиц соответствий, занимает большое время. Для сокращения времени счета производят так называемую предпроектную оптимизацию на стадии разработки информационного обеспечения. Для этого используют графики соответствий.
Построим график соответствий для первого параметра применяемости (Dз). Критерий оптимизации - минимум себестоимости. Пусть себестоимости станков составляют 3У10В – 1541 условных единиц, 3А110В – 1135 условных единиц, 3У120А – 1640 условных единиц, 3У131М – 1821 условных единиц. Для построения графика соответствий по оси абсцисс откладываем характеристические значения параметра применимости, а по оси ординат – себестоимости станков, удовлетворяющих значениям параметра применимости (рис. 5).

Рисунок 5 – График соответствий по первому параметру
Соединяя линией решения, имеющие минимальную себестоимость, получаем линию минимальной себестоимости. Решения, лежащие на этой линии, называют предпочтительными.
Построим графики соответствий для всех остальных параметров применимости. После этого составим обобщенную таблицу соответствий.
Рисунок 6 – График соответствий по второму параметру
Рисунок 7 – График соответствий по третьему параметру
Рисунок 8 – График соответствий по четвертому параметру
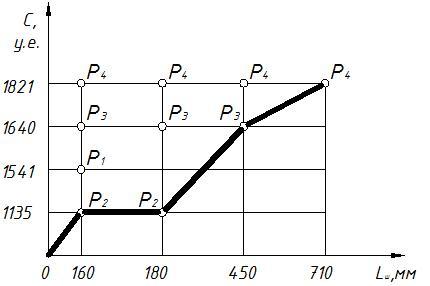
Рисунок 9 – График соответствий по пятому параметру
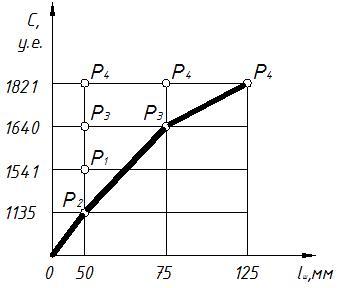
Рисунок 9 – График соответствий по шестому параметру
Построим теперь таблицу соответствий, в которой единицы заменены штриховкой и предпочтительные решения выделены звездочками (табл. 8).
Другими словами в таблице штриховкой показаны технически возможные решения, звездочками - экономически эффективные решения.
Поиск решений в таблице соответствий сначала осуществляется по предпочтительным решениям. В случае отсутствия подходящего предпочтительного решения поиск производится по оставшимся допустимым решениям.
По таблице соответствий было выявлено, что наиболее предпочтительным является станок модели 3У120А, выбираем его как решение задачи выбора станка для круглошлифовальной операции.
Список литературы
1. С.А. Волков. Системы автоматизированного проектирования технологических процессов. Учебное пособие. Рыбинск: РГАТА им. П.А. Соловьева, 2005.-113 с.
2. САПР технологических процессов, приспособлений и режущих инструментов: Учеб. пособие для вузов / В.И. Аверченков, И.А. Каштальян, А.П. Пархутик. - Мн.: Высш. шк., 1993. - 288 с.
3. Системы автоматизированного проектирования технологических процессов, приспособлений и режущих инструментов. Учебник для вузов по спец. «Технология машиностроения», «Металлорежущие станки и инструменты» / С.Н. Корчак, А.А. Кошин, А.Г. Ракович, Б.И. Синицын; под общ ред. С.Н.Корчака. - М.: Машиностроение, 1988.- 352 с.