

-
Производство сварных и паяных конструкций
8.1. Физические основы и классификация процессов сварки
В технике используются различные виды разъемных и неразъемных соединений, которые могут быть монолитными (сплошными), получаемыми сваркой, пайкой или склеиванием, и немонолитными (например заклепочные). Сварку и пайку используют для соединения металлов, неметаллов, как между собой, так и в различных сочетаниях. Монолитность сварных соединений твердых тел обеспечивается появлением атомно-молекулярных связей между элементарными частицами соединяемых веществ. Характер и величина энергии (прочность) элементарных связей зависит от природы вещества и типа кристаллической решетки твердого тела. Согласно современным представлениям связь атомов возникает в результате движения электронов внешних валентных оболочек атомов в поле между ядрами. Каждый из этих электронов, проникая в поле двух ядер, принадлежит уже обоим атомам. Различают четыре типа элементарных связей: ковалентную, ионную, межмолекулярную (Ван-дер-Ваальса) и металлическую.
Для образования монолитного сварного соединения достаточно сблизить заготовки на расстояние меньше межатомного. Тогда между сопряженными атомами возникнут связи, граница раздела исчезнет и произойдет сварка. Анализ физико-химических особенностей процесса получения сварных и паяных соединений позволяет установить наличие в зоне сварки двух основных физических явлений (рис.8.1), связанных с необратимым изменением состояния энергии и вещества: введение и преобразование энергии и движение (превращение ) вещества.
Вид, интенсивность и характер преобразования вводимой энергии - главное, что определяет вид процесса сварки. Причем введение энергии всегда является необходимым условием сварки, так как без нее невозможна активация соединяемых поверхностей. Введение вещества необходимо только при некоторых видах сварки плавлением и пайки, причем энергия в этих случаях может вводится также с расплавленным веществом. Характер движения переноса вещества в зоне сварки сильно меняется в от процесса к процессу. Так движение значительно при сварке в жидкой фазе и пайке, особенно при наличии присадочного материала. При сварке давлением с нагревом материал в зоне стыка испытывает незначительные превращения и существенным является только движение вещества через стык в результате диффузии. Холодная сварка реализуется практически без движения вещества, если не учитывать переползание дислокаций и выхода их на поверхность.
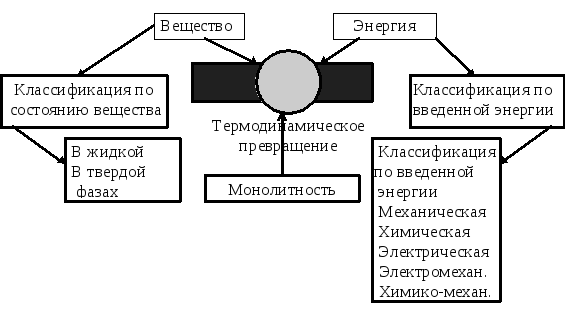
Рис.8.1. Схема термодинамического превращения энергии и вещества при сварке
Поэтому можно дать следующее термодинамическое определение процесса сварки: Сварка-это процесс получения монолитного соединения материалов за счет введения и термодинамического необратимого преобразования энергии и вещества в месте соединения.
Другие соединительные процессы, такие как склеивание для обеспечения монолитности изделия не требуют введения энергии. Рассмотрение термодинамической структуры процессов сварки позволяет классифицировать их по виду введенной энергии на термические (Т), термомеханические (ТМ) и механические процессы (М). Пользуясь I началом термодинамики можно подсчитать изменение внутренней энергии dU системы соединяемых элементов, теоретически необходимое для образования монолитного соединения при конкретных условиях: источнике энергии, материале изделия, конструкции соединения и т.д. Согласно I начала термодинамики приращение энергии системы dQ = dU + dA.
Поскольку внешняя работа dA при сварке мала, целесообразно анализировать изменение энтальпии системы dH. - теплосодержание системы при термических процессах, а при термомеханических и механических процессах - полное энергосодержание. Тогда dQ = dH(+П). Здесь в энергосодержании dH системы не входят потери энергии П, но включена энергия, содержащаяся во вводимом веществе. В системе свариваемых элементов может происходить массоперенос. Самое общее уравнение переноса для примера сварки плавлением с присадочным материалом имеет вид:
dM = dMст + dMун.,
где М-вещество вводимое в систему, Mст - вещество оставшееся в соединении; Mун -унос вещества. Вещество здесь может вводиться с расходуемым электродом или в качестве присадки. При сварке давлением происходит в основном только деформация, диффузия и структурные превращения вещества.
В основу классификации процессов сварки могут быть положены различные признаки. Наиболее распространенными и по существу важнейшими из них являются вид энергии, используемой при выполнении сварки, и состояние металла в сварочной зоне в момент сварки.
По используемой энергии все существующие виды сварки можно разделить на следующие группы:
Механическая - при сварке, использующей механическую энергию она должна вызывать такую пластическую деформацию в зоне сваривания, при которой образуется сварное соединение. Примерами могут служить холодная сварка пластичных металлов, сварка трением, сварка взрывом.
Химическая - все виды сварки, использующие химическую энергию, характеризуются нагревом металла посредством превращения химической энергии в тепловую. Это тепло доводит металл до расплавленного состояния, при котором для выполнения сварки не нужно прилагать внешних сил, то есть осуществлять затраты механической энергии, примером может быть -газовая сварка плавлением.
Электрические виды сварки основаны на превращении электрической энергии в тепловую. Это превращение осуществляется при использовании дуги, выделении тепла при протекании тока через шлаки, посредством превращения в тепло кинетической энергии пучка электронов, индуктированием тока различных частот. Электрические способы нагрева металла до расплавления при сварке весьма эффективны и имеют наибольшее распространение в промышленности.
Электромеханические виды сварки основаны на нагреве металла до сварочного жара путем превращения электрической энергии в тепловую с последующим пластическим деформированием нагреваемого металла посредством сдавливания. Характерным примером этого вида сварки является электрическая контактная сварка, которая нашла применение особенно в массовом производстве.
Химико-механические виды сварки основаны на превращении химической энергии в тепловую при этом металл нагревается до пластического состояния и далее подвергается пластическому деформированию сдавливанием. Примером химико-механических способов сварки является кузнечная, газопрессовая и др.
По состоянию металла в сварочной зоне в момент сварки все ее виды подразделяются на сварку давлением и сварку плавлением.
Сварка давлением (рис.8.2.) обычно осуществляется при температурах ниже температуры плавления свариваемых металлов и их сваривание происходит в твердом состоянии. При сварке в твердом состоянии металлы совместно сжимаются и деформируются. В зависимости от температуры металла в месте сварки эти методы подразделяются на три подгруппы.
В первом случае сварка производится без подогрева металлов (сварка глубокой деформацией, сварка сдвигом) Для соединения металлы должны подвергаться очень большой деформации (степень деформации - 80%) Этими методами свариваются только очень пластичные металлы и сплавы.
Во втором случае металлы нагреваются до температур близких к температуре рекристаллизации. Степень деформации тоже может быть значительной, однако деформирование металлов облегчается тем, что они нагреты до относительно высоких температур. В третьем случае металлы нагреваются до температур выше рекристаллизации. Это облегчает деформацию, сближение и взаимодействие металла, так ка к резко возрастает пластичность. В качестве источников тепла используется горн (кузнечная сварка), электрический ток (контактная стыковая и шовно-стыковая сварка) газовое пламя (газопрессовая сварка). Таким образом при сварке в твердом состоянии сближение атомов и активация поверхностей достигается за счет совместной упруго - пластической деформации соединяемых материалов обычно совместно с дополнительным нагревом.
Сварка давлением имеет определенные преимущества перед сваркой плавлением: ниже температура нагрева металла, следовательно ниже тепловое воздействие на металл, которое может быть вредным для свойств сплава, более низкий нагрев позволяет затрачивать и меньшее количество энергии на сварочную операцию. Однако некоторые факторы ограничивают и применение сварки давлением. К ним относятся необходимость использования больших сдавливающих сил и соответственно довольно сложных приспособлений для зажатия и сдавливания свариваемых деталей и необходимость обеспечения чистоты поверхности в момент их сваривания, отсутствия на них окислов и других загрязнений.
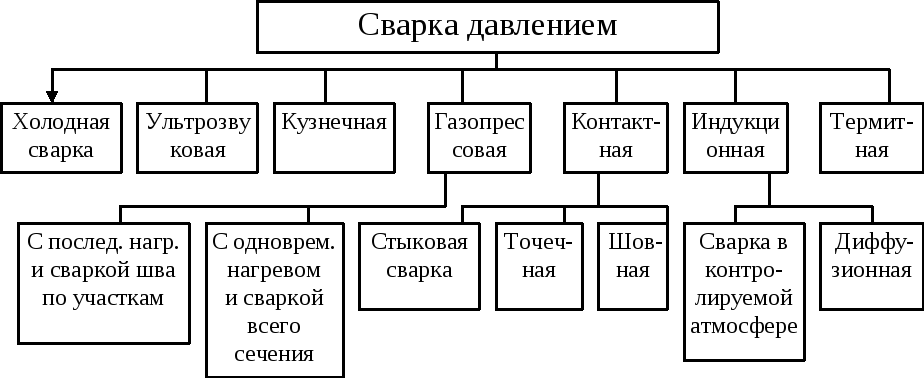
Рис.8.2. Разновидности сварки давлением
Практическое ограничение по величине сил сдавливания можно охарактеризовать следующими примерами: Например, для сварки встык стальных стержней диаметром 100 мм даже при близком к минимальному сварочному давлению - 20 Мпа потребуется усилие сжатия 160 кН. Усилие зажатия деталей, исключающее их проскальзывание при осевом сжатии, обычно берется в два раза большее, то есть для рассматриваемого случая 320 кН. Приспособления (станина) должны выдерживать такие нагрузки без деформации, то есть иметь достаточно большие размеры и как правило быть оригинальными по конструкции для каждой детали. Наличие загрязнений на поверхностях (пленки окислов) также приводит к ряду осложнений.
Сварка плавлением. При сварке в жидкой фазе сближение атомов твердых тел осуществляется за счет смачивания поверхностей тел жидким материалом (припоем или расплавом), а активация поверхности твердого материала- путем сообщения ее частицам тепловой энергии. Жидкий материал может растекаться по всей поверхности тела и обеспечивать соприкосновение или прилипание его молекул и поверхности твердого тела.
При затвердевании расплавленного материала слабые адгезионные связи заменяются прочными химическими связями, соответствующими природе соединяемых материалов и их типу кристаллической решетки. Данный вид сварки является более универсальной, но требует наличия более мощного источника энергии. Увеличение размера свариваемых деталей не влечет за собой создания более мощных, громоздких специальных машин. Однако расплавление металла сопровождается усилением взаимодействия жидкого расплава с окружающей его материальной средой, приводя к ряду реакций, характерных для металлургического производства.
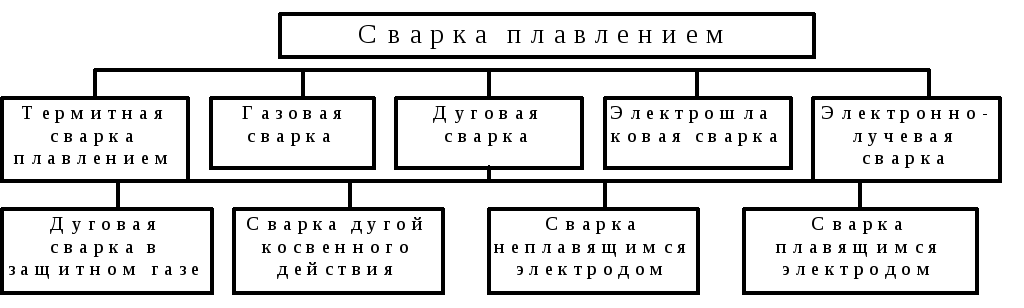
Рис.8.3.Разновидности сварки плавлением