

книги / Технология электроэрозионной обработки
..pdfМинистерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Пермский национальный исследовательский политехнический университет»
ТЕХНОЛОГИЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
Утверждено Редакционно-издательским советом университета
в качестве учебного пособия
Издательство Пермского национального исследовательского
политехнического университета
2017
1
УДК 621.9.06.048.4-529 ББК 34.63-5
Т38
Авторы:
Т.Р. Абляз, А.М. Ханов, С.А. Оглезнева, Н.Д. Оглезнев, К.Р. Муратов, О.Г. Хурматуллин
Рецензенты:
д-р техн. наук, профессор Ю.Н. Симонов (Пермский национальный исследовательский политехнический университет);
канд. техн. наук И.В. Подборнов (АО «Новомет-Пермь»)
Технология электроэрозионной обработки : учеб. пособие / Т38 Т.Р. Абляз [и др.]. – Пермь : Изд-во Перм. нац. исслед. поли-
техн. ун-та, 2017. – 99 с.
ISBN 978-5-398-01782-3
Рассмотрены теоретические основы технологии электроэрозионной обработки, анализ материалов для изготовления электродовинструментов, современное электроэрозионное оборудование и системы автоматизированного проектирования этого оборудования.
Предназначено для студентов технических вузов. Также может быть полезно специалистам в области электроэрозионной обработки металлов.
УДК 621.9.06.048.4-529 ББК 34.63-5
ISBN 978-5-398-01782-3 |
© ПНИПУ, 2017 |
2
ОГЛАВЛЕНИЕ |
|
Глава 1. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССЕ |
|
ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ............................................... |
5 |
1.1. Сущность процесса электроэрозионной обработки................... |
5 |
1.2. Сведения о единичной лунке........................................................ |
9 |
1.3. Стадии нагрева и охлаждения поверхностей электрода |
|
при электроэрозионной обработке.................................................... |
12 |
1.4. Шероховатость поверхности при электроэрозионной |
|
обработке............................................................................................. |
14 |
1.5. Структура и свойства поверхностного слоя обработанной |
|
поверхности после электроэрозионной обработки ......................... |
18 |
1.5.1. Зона насыщения элементами рабочей жидкости............... |
19 |
1.5.2. Зона отложения материала электрода-инструмента.......... |
19 |
1.5.3. Белый слой ............................................................................ |
20 |
1.5.4. Зона термического влияния................................................. |
23 |
1.5.5. Зона пластической деформации.......................................... |
25 |
1.6. Микротвердость поверхностного слоя...................................... |
26 |
1.7. Внутренние напряжения в поверхностном слое....................... |
28 |
1.8. Точность электроэрозионной обработки................................... |
29 |
1.8.1. Погрешность от износа электрода-инструмента............... |
30 |
1.8.2. Погрешность от деформации и вибрации |
|
электрода-инструмента.................................................................. |
33 |
1.8.3. Влияние нагрева электродов на образование |
|
погрешности.................................................................................... |
35 |
1.8.4. Погрешность размера межэлектродного зазора................ |
37 |
1.9. Рабочие жидкости........................................................................ |
38 |
1.10. Материалы для изготовленияэлектродов-инструментов.......... |
41 |
Глава 2. ТИПЫ ЭЛЕКТРОЭРОЗИОННОГО ОБОРУДОВАНИЯ...... |
49 |
2.1. Копировально-прошивочные станки......................................... |
49 |
2.2. Проволочно-вырезные станки.................................................... |
57 |
Глава 3. ПРОГРАММИРОВАНИЕ ЭЛЕКТРОЭРОЗИОННЫХ |
|
СТАНКОВ............................................................................................... |
63 |
|
3 |
3.1. Программирование электроэрозионного оборудования |
|
в машинных кодах (код ISO 7 bit)..................................................... |
63 |
3.2. Программирование проволочно-вырезных |
|
электроэрозионных станков .............................................................. |
68 |
3.2.1. Программирование проволочно-вырезных |
|
электроэрозионных станков в MDI-режиме................................. |
68 |
3.2.2. Программирование проволочно-вырезных |
|
электроэрозионных станков при помощи системы |
|
проектирования Elcam ................................................................... |
71 |
3.2.3. Программирование проволочно-вырезных |
|
электроэрозионных станков при помощи системы |
|
проектирования «Техтран»............................................................ |
78 |
3.2.4. Программирование проволочно-вырезных |
|
электроэрозионных станков при помощи системы |
|
проектирования Mastercam Wire ................................................... |
80 |
3.2.5. Программирование проволочно-вырезных |
|
электроэрозионных станков при помощи системы |
|
проектирования 3D-LQ .................................................................. |
82 |
3.3. Программирование копировально-прошивных |
|
электроэрозионных станков .............................................................. |
85 |
3.3.1. Программирование копировально-прошивных |
|
электроэрозионных станков при помощи системы |
|
управления GURU .......................................................................... |
85 |
3.3.2. Программирование копировально-прошивных |
|
электроэрозионных станков при помощи системы |
|
управления NEURO-Fuzzy............................................................. |
93 |
3.3.3. Программирование копировально-прошивных |
|
электроэрозионных станков при помощи |
|
программы LN ASSIST .................................................................. |
95 |
СПИСОК ЛИТЕРАТУРЫ...................................................................... |
97 |
4
ГЛАВА 1. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССЕ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
1.1. Сущность процесса электроэрозионной обработки
При описании сущности процесса электроэрозионной обработки (ЭЭО) необходимо ввести следующие понятия [1–3, 6]:
–межэлектродный промежуток (МЭП) – это пространство между электродом-деталью (ЭД) и электродом-инструментом (ЭИ) при электроэрозионной обработке;
–межэлектродный зазор (МЭЗ) – расстояние в рассматриваемом
месте межэлектродного промежутка между поверхностями ЭИ и ЭД, перпендикулярными направлению подачи;
– рабочий импульс – импульсный разряд, производящий съем металла вследствие электрической эрозии.
Для осуществления процесса ЭЭО необходимо создать большую концентрацию энергии в зоне разряда. Для достижения этой цели используется генератор импульсов (ГИ). Импульсы тока, сформированные ГИ, подаются на электрод-деталь и электрод-инструмент. Процесс ЭЭО происходит в рабочей жидкости (РЖ) – диэлектрике, которая заполняет МЭП.
Поскольку при электроэрозионной обработке МЭП заполнен жидкой диэлектрической средой, для прохождения импульса тока необходимо, чтобы непроводящий слой РЖ превратился в проводник. В работе [3] явление мгновенного превращения диэлектрика, заполняющего МЭП, в проводник названо пробоем межэлектродного промежутка или стримером.
Как известно [1–3], в любом веществе присутствует некоторое количество свободных носителей заряда (электроны и ионы), существование которых обусловлено рядом внешних факторов (ультрафиолетовое излучение и т.п.). При сближении двух металлических электродов, находящихся под напряжением, носители заряда из-за действия электрического поля начинают равноускоренно перемещаться, в результате чего происходит их соударение с молекулами вещества. После соударения заряженная частица передает часть сво-
5

ей энергии молекуле вещества и теряет скорость. Энергия, которую электрон или ион может передать нейтральной молекуле, зависит от величины напряженности электрического поля [8]:
E U ,
где E – напряженность электрического поля; U – напряжение между электродами; δ – МЭЗ.
Чем больше величина напряжения, тем больше энергии носитель заряда способен передать встречной молекуле.
При некотором значении напряженности на электродах достигается такое состояние, при котором электрон может передавать встречной нейтральной молекуле энергию, достаточную для ионизации, т.е. из молекулы атома жидкости будет выбит хотя бы еще один электрон, который, как и первый, произведет ионизацию. Когда напряженность электрического поля в некоторой зоне МЭЗ превысит критическое значение (т.е. там, где МЭЗ минимален), произойдет лавинообразное нарастание числа новых носителей зарядов, что приведет к перекрытию всего промежутка каналом, состоящим из свободных ионов и электронов и, следовательно, обладающим проводящими свойствами (рис. 1.1), иными словами, образуется стример.
Рис. 1.1. Схема образования канала пробоя
6
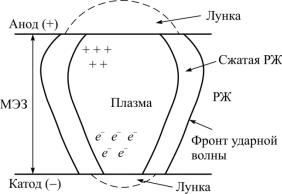
Согласно работе [1] стример представляет собой плазменный канал, который расширяется в течение действия импульса (рис. 1.2).
Рис. 1.2. Плазменный канал
В начальный момент времени плазма в канале пробоя не имеет ни радиуса, ни массы. Высокотемпературный канал пробоя излучает энергию, которая поглощается окружающим диэлектриком, так же как и металлическими электродами. Излучение плазмы испаряет и ионизирует тонкий слой окружающей жидкости, идущей на увеличение массы плазмы. Радиус канала плазмы увеличивается со временем из-за высокого внутреннего давления в канале и преобразования окружающего диэлектрика в плазму. На это преобразование уходит 70–74 % общей энергии.
Процесс образования стримера зависит от множества факторов: свойств РЖ, степени загрязнения РЖ продуктами эрозии, материала электродов и др.
После прохождения импульса тока напряжение между электродами отсутствует, происходит деионизация РЖ, т.е. нейтрализация заряженных частиц. Пространство между электродами подготавливается для нового прохождения очередного заряда. Вновь приложенное к электродам напряжение создает предпосылку к образованию следующего разряда электрического импульса, т.е. повторяется процесс образования стримера. Совокупность электрических разрядов, проходящих от ЭИ к ЭД с определенной частотой их следования,
7

и реализует процесс ЭЭО. Процессы, протекающие в канале разряда, представлены на рис. 1.3 [6].
Рис. 1.3. Взаимосвязь физико-химических процессов при ЭЭО
Количество тепловой энергии, которая выделяется на электродах, неодинаково, так же как и количество снимаемого материала с поверхностей ЭИ и ЭД. Данное неравновесие зависит от множества факторов: теплофизических свойств материалов ЭИ и ЭД, параметров рабочих импульсов, а также полярности рабочих импульсов. Было установлено [7], что при помощи варьирования этих факторов можно увеличивать или уменьшать эрозию электродов.
Эрозия ЭИ является нежелательным явлением в ходе ЭЭО. Это связано с тем, что искажение формы электрода-инструмента будет оказывать негативное влияние на точность ЭЭО и шероховатость обработанной поверхности.
8
При электроэрозионной обработке стремятся создать условия, при которых износ ЭИ был бы незначителен. Одним из способов уменьшения величины износа ЭИ является применение униполярных импульсов.
Использование униполярных импульсов позволяет осуществлять процесс избирательной электрической эрозии одного из электродов [6]. Если при этом оба электрода изготовлены из одного и того же материала, то при малой продолжительности импульсов преобладает эрозия электрода, имеющего положительную полярность (анода), а при импульсах большой длительности преобладает эрозия электрода, имеющего отрицательную полярность (катода). Разделение импульсов на импульсы малой и большой длительности является условным. Превышение эрозии одного электрода над другим принято называть в ЭЭО полярным эффектом.
Полярный эффект достигает наибольшего значения при использовании униполярных импульсов значительной длительности и небольшой энергии. Если обрабатываемая заготовка подключена к положительному полюсу ГИ, а ЭИ – к отрицательному, то такое включение электродов называется включением на прямую полярность. Если ЭИ подключен к положительному полюсу ГИ, а обрабатываемая заготовка – к отрицательному, то такое включение электродов называется включением на обратную полярность.
1.2. Сведения о единичной лунке
Под единичной лункой (лунка) понимается след на обрабатываемой поверхности, полученный в результате воздействия одного электрического разряда (рис. 1.4) [9].
В работе [10] говорится, что энергия импульса тока, распределяясь между анодом, катодом и столбом разряда, выделяется в течение весьма короткого времени (10–6–10–7 с) при высоких плотностях. В результате этого происходят удаление металла с обрабатываемой поверхности, изменение структуры и свойств поверхностного слоя, образование внутренних напряжений и другие физические явления.
9

Энергию импульса можно рассчитать по формуле [8]
Wи 0tиU I dtи,
где Wи – энергия импульса, Дж;
U – напряжение, подаваемое на электроды, В; I – сила тока, А; tи – длительность импульсов
Рис. 1.4. Лунка, образовавшаяся на обрабатываемой поверхности под воздействием единичного разряда: 1 – выплавленный металл; 2 – белый слой; 3 – валик вокруг лунки;
4 – обрабатываемаядеталь
(в зарубежной литературе обозна-
чается ton), с.
Установлено, что в течение импульса металл с электродаинструмента и электрода-детали удаляется в основном в жидком и газообразном состояниях [3, 5, 10]. Как было отмечено в п. 1.2, рабочая жидкость, окружающая канал разряда, испаряется, образуя газовую полость. В начальный момент скорость движения границ газовой полости (см. рис. 1.2 – фронт ударной волны) достигает 200 м/с, а давление в полости – сотен атмосфер. В результате обрабатываемый материал испытывает значительное механическое давление. После окончания импульса тока газовая полость по инерции продолжает расширяться, что наряду с конденсацией паров металла приводит к быстрому падению давления в ней, вплоть до давления ниже атмосферного. В момент, когда размеры газовой полости приближаются к наибольшим, а давление в ней к наименьшему, перегретый металл, который находится в образовавшейся лунке, вскипает и выбрасывается из нее. Реактивной струей паров металла оставшийся в лунке жидкий металл выдавливается из нееи, застывая, образует окаймляющийся валик (см. рис. 1.4; 1.5).
Валик вокруг лунки
Рис. 1.5. Лунка на поверхности ЭД при увеличении ×1000
10