

книги / Технологии и оборудование механической и физико-технической обработки
..pdfКоэффициенты усадки стружки характеризуют степень пластической деформации срезаемого слоя при его превращении в стружку.
Чем больше коэффициенты усадки, тем больше пластическая деформация.
Отрицательная усадка (когда Ka меньше 1) наблюдается при обработке некоторых сплавов титана.
На величину усадки стружки влияют:
1)обрабатываемый материал;
2)геометрические параметры инструмента;
3)режимы резания.
Установлено, что чем тверже обрабатываемый материал, тем меньше усадка стружки (для стали Ка = 2–4; для меди Ка = 6–10).
Глубина резания (ар) не влияет на величину усадки стружки. C увеличением подачи S усадка уменьшается ↑ S − ↓ Ka .
Зависимость усадки стружки от скорости резания представлена на рис. 2.15.
Рис. 2.15. Зависимость усадки стружки от скорости резания:
а– материалы, не склонные к наростообразованию; б – материалы, склонные к наростообразованию
На рис. 2.15 показано, что для материалов, не склонных к наростообразованию, с увеличением скорости резания усадка
уменьшается ↑ V − ↓ Ка. Если материал склонен к наростообразованию, то величина усадки носит переменный характер
↑ V − ↓ Ка ,↑ Ка ,↓ Ка.
21
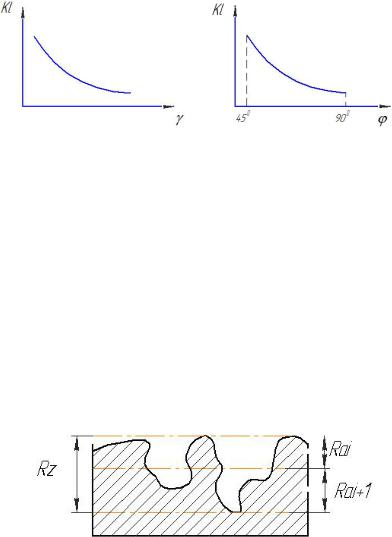
Влияние переднего угла и главного угла в плане на величину усадки стружки представлено на рис. 2.16 и 2.17.
Рис. 2.16. Влияние переднего |
Рис. 2.17. Влияние главного угла |
угла на усадку стружки |
в плане на величину усадки стружки |
Показано, что при увеличении переднего угла γусадка стружки уменьшается. Данное явление связано с тем, что при увеличении переднего угла резец становится острее, легче врезается в металл, следовательно, снижаетсявеличина пластической деформации.
С уменьшением угла φ усадка стружки увеличивается. Данное явление связано с тем, что при уменьшении главного угла в плане возрастает сила резания, что ведет к увеличению пластической деформации.
2.4. Шероховатость обработанной поверхности
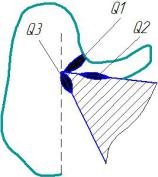
Шероховатость – это микронеровности на обработанной поверхности, которыехарактеризуютсявысотойиформой(рис. 2.18).
Рис. 2.18. Шероховатость обработанной поверхности
22

Как правило, для анализа шероховатости пользуются высотными параметрами Rz и Ra.
Rz – высота неровностей профиля по 10 точкам в пределах базовой длины.
Ra – среднее арифметическое отклонение профиля в пределах базовой длины.
Для измерения шероховатости используются профилометры и профилографы.
На величину шероховатости влияют технологические условия резания.
Чем тверже обрабатываемый материал, тем меньшее значение шероховатости можно получить на обработанной поверхности. Зачастую в машиностроении специально вводят операцию термообработки заготовок.
На рис. 2.19 показана зависимость между шероховатостью и величиной подачи.
Показано, что шероховатость поверхности существенно увеличивается с увеличением подачи S начиная с 0,5 мм/об.
В результате проведенных экспериментальных исследований доказано, что глубина резания ар фактически не влияет на шероховатость обработанной поверхности.
На рис. 2.20 показана зависимость между скоростью резания и шероховатостью.
Рис. 2.19. Зависимость |
Рис. 2.20. Влияние скорости резания на |
шероховатости |
шероховатость обработанной поверхности: |
от подачи |
1 – для материалов, не образующих нарост; |
|
2 – для материалов, склонных |
|
к наростообразованию |
23
Показано, что шероховатость обработанной поверхности уменьшается при увеличении скорости резания.
На основе экспериментальных исследований установлено, что уменьшение углов в плане ведет к снижению шероховатости обработанной поверхности.
Вмашиностроении для снижения трения и, как следствие, снижения шероховатости широкое применение находят смазоч- но-охлаждающие жидкости.
2.5.Тепловые процессы резания металлов
Впроцессе резания более 99 % всей работы переходит в те-
пло [1; 5–14].
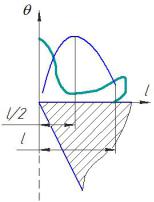
Основнымиисточникамиобразованиятеплаявляются(рис. 2.21):
– пластические деформации в зоне стружкообразованияQ1;
– трение стружки о переднюю поверхность Q2;
– трение обработанной поверхности о задние поверхности инструмента Q3
Рис. 2.21. Тепловые процессы на поверхности инструмента
Образовавшееся тепло распределяется между:
–обрабатываемой деталью q1;
–инструментом q2;
–стружкой q3;
–окружающей средой q4.
24
Максимальное тепло, образующееся в зоне резания, концентрируется в верхней части пластины: на стружколоме и непосредственно на режущей кромке. Это зона максимального давления, и вследствие трения между стружкой и пластиной в ней возникают высокие температуры.
Уравнение теплового баланса процесса резания можно представить следующим образом:
(Q1 + Q2 + Q3) = (q1 + q2 + q3 + q4). |
(2.4) |
Скорость распределения тепла зависит от теплоемкости и теплопроводности материала.
Чем больше теплопроводность материала, тем быстрее тепло распределяется от нагретого участка к участку с меньшей температурой. При одинаковом количестве образовавшегося тепла материалы с большей теплоемкостью нагреваются меньше.
Взависимости от сочетания этих свойств и скорости резания устанавливается тепловой баланс в каждом из участков процесса резания.
При обработке стали 40Х со скоростью 20…50 м/мин тепло
распределяется следующим образом: в стружку – q3 45 %, в деталь – q1 и инструмент q2 – по 47 % и 4,5 % соответственно.
Мерой тепла является температура.
Несмотря на малое количество поступающего тепла, температура инструмента достигает порой свыше 1000º С. Это обусловлено малой теплопроводностью инструментального материала. В результате тепло аккумулируется в небольшом объеме режущего клина.
Вобщем виде под температурой резания понимают среднюю температуру передней и задней поверхности:
|
θ0 |
+ θ0 |
|
|
θ0рез = |
ср.з.п |
ср.п.п |
, |
(2.5) |
|
2 |
|||
|
|
|
|
|
где θп.п – температура на передней поверхности; θз.п – температура на задней поверхности.
25
Для нового инструмента ширина площади контакта задней поверхности с поверхностью резания мала, поэтому температуру резания принимают равной средней температуре на площадке контакта стружки с передней поверхностью:
θ0рез = θср0 |
.п.п, |
(2.6) |
Изменение температуры резания на передней поверхности представлено на рис. 2.22.
Рис. 2.22. Распределение температуры резания на передней поверхности
Показано, что на длине передней поверхности l/2 температура максимальна.
2.6. Зависимость температуры резания от технологических условий резания
На основании экспериментальных исследований получена формула, связывающая температуру резания со скоростью резания, глубиной резания, подачей и главным углом в плане:
θ0рез = Сθ V m tn S qx (sinφ)k , |
(2.7) |
26
где Сθ – постоянный коэффициент, учитывающий условия реза-
ния, для которых получена данная зависимость; m, n, q, k – показатели степени при аргументах функции.
Для понижения температуры резания необходимо интенсифицировать отвод тепла из зоны резания. Для этих целей в процессе резанияприменяются смазочно-охлаждающие жидкости(СОЖ).
Применение СОЖ способствует повышенному градиенту температур, следовательно, снижается температура резания.
Кроме этого, СОЖ способствует снижению трения между контактными поверхностями, что ведет к уменьшению тепловыделения на передней и задней поверхностях.
Одной из основных задач при назначении технологических параметров резания является обеспечение оптимальной температуры резания. Оптимальная температура резания – это температура, при которой наблюдается наименьшая интенсивность износа инструмента.
2.7. Сила резания
При внедрении в материал режущего инструмента на его переднюю и заднюю поверхности действуют следующие силы
(рис. 2.23) [1–14]:
–со стороны стружки – это сила трения о переднюю поверхность инструмента Т1, а также сила реакции N1:
–со стороны обработанной поверхности – сила трения о
главную заднюю поверхность Т2, а также сила реакции N2. Геометрическую сумму сил Т1, Т2, N1 и N2, называют силой
резания Р.
Определение силы резания необходимо:
–при расчете расходуемой на резание мощности;
–расчете на прочность и жесткость резца;
–расчете на прочность и жесткость узлов станка. Положение вектора силы резания относительно инструмента
зависит отусловийобработки игеометрических параметроврезца.
27

Рис. 2.23. Силы действующие на инструмент
Для практических целей обычно используется не сама равнодействующая сила Р, а ее составляющие Рz, Рy, Рx (рис. 2.24).
Рис. 2.24. Составляющие силы резания
Pz – главная (окружная, или тангенсальная) составляющая силы резания.
Реакция силы Pz создает момент сопротивления резанию М, называемый крутящим моментом резания (Н·м):
28
М = |
Pz D |
. |
(2.8) |
|
2000 |
||||
|
|
|
Для осуществления процесса резания необходимо, чтобы крутящиймомент станкаМст превышалкрутящий моментрезания М:
Мст > М. |
(2.9) |
Для этого привод главного движения станка должен обладать определенной эффективной мощностью N.
Эффективная мощность N является суммой мощностей, затрачиваемых на преодоление сил резания Px, Py, Pz:
N = |
PV |
+ |
PV |
+ |
PyVy |
(2.10) |
|
60 1200 |
60 1200 |
60 1200 . |
|||||
|
z z |
|
x x |
|
|
|
|
Так как в процессе продольного точения скорость Vy отсутствует (нет движения инструмента по направлению к оси детали, скорость Vy = 0), а скорость осевой подачи Vx очень мала относительно скорости главного движения, то эффективная мощность
N = |
PV |
(2.11) |
60 1200 . |
||
|
z z |
|
Стоит отметить, что окружная составляющая Pz всегда присутствует в процессе резания.
Впроцессе резания радиальная составляющая силы резания
Py стремится оттолкнуть резец от детали в направлении, перпендикулярном к ее оси. Реакция силы Ру изгибает деталь в горизонтальной плоскости (рис. 2.25).
Ру существенным образом влияет на точность обработки, её используютдля расчетапрочностимеханизмарадиальной подачи.
Впроцессе резания осевая составляющая силы резания Рх противодействует движению суппорта станка вдоль оси детали.
Сила Рх изгибает резец в горизонтальной плоскости. Реакция силы Рх сдвигает деталь вдоль ее оси. Силу Рх учитывают при конструировании привода подачи.
29
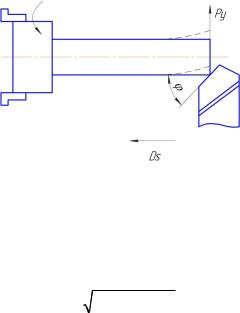
Рис. 2.25. Реакция силы Ру
Под действием Рх и Рz резец испытывает косой изгиб (следовательно, по этим силам рассчитывают размеры державки).
Значения сил Рх, Ру, Рz неодинаковы. Равнодействующая сила резания Р:
Р = P 2 |
+ P 2 |
+ P 2 . |
(2.12) |
z |
x |
y |
|
Установлено, что при φ = 45, φ1 = 10, λ = 0, γ = 15, α = 10 при обработке Ст45
Pz : Py : Px =1: (0,35 0,5) : (0,25 0,35). |
(2.13) |
Из соотношения следует, что главная составляющая Рz по величине мало отличается от силы резания Р:
P = (1,10 1,15)Pz . |
(2.14) |
Теоретически силу резания вычислить не удается, поэтому на практике используются эмпирические зависимости, которые получены в результате экспериментальных данных.
На значение силы резания влияют технологические условия: геометрия инструмента, режимы резания, физико-механические свойства обрабатываемого материала.
На рис. 2.26. представлена зависимость силы резания от геометрических параметров инструмента.
30