

книги / Металлорежущие станки
..pdf1. Расчетные перемещения:
|
|
|
|
|
|
1 |
об.заг.→ |
|
|
1 |
|
об.люльки, |
|
|
|||||||||||||||||
|
|
|
|
|
|
z |
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
zЛ |
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
cos(γ) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
где |
zл = z |
|
|
; |
φ – угол делительного конуса заготовки; γ – |
||||||||||||||||||||||||||
sin(ϕ) |
|||||||||||||||||||||||||||||||
угол ножки нарезаемого колеса. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
2. Уравнение кинематического баланса: |
|
|
||||||||||||||||||||||||||||
|
|
1 |
= 1 120 30 |
a2 |
|
c2 |
|
26 |
26 |
26 |
|
||||||||||||||||||||
|
|
|
z |
Л |
z |
1 |
29 |
|
b |
|
|
|
|
d |
2 |
26 26 26 |
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
60 23 16 |
|
14 |
|
252 |
a3 |
c3 |
|
30 |
2 |
. |
||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
75 23 32 224 |
|
|
|
|
21 |
|
|
b |
d |
3 |
|
28 135 |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|||
|
3. Формула настройки. Подставим в уравнение кинемати- |
||||||||||||||||||||||||||||||
ческого баланса: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
a2 |
|
c2 |
|
= 2z i . |
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
b |
|
|
d |
2 |
|
|
|
|
|
|
z |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Получим |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
a3 |
|
c3 |
|
|
= 7 |
|
z i |
. |
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
b |
|
d |
3 |
|
2 |
|
|
z |
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Поскольку |
движение |
|
|
люльки |
возвратно-вращательное, |
|||||||||||||||||||||||||
в цепи используется реверс со ставным колесом, который обес-
печивает реверсирование без разрыва |
кинематической цепи |
|||||||||
(см. рис. П2.5). |
|
|
|
|
|
|
|
|
|
|
Передаточное отношение гитары |
ab3 |
c3 |
|
определяется из |
||||||
d |
||||||||||
|
|
|
|
|
|
3 |
|
3 |
|
|
двух условий: |
|
|
|
|
|
|
|
|
|
|
1) по цепи качания люльки |
a3 |
|
c3 |
7 |
|
θ |
|
|
||
b |
|
|
|
= |
2 |
|
|
; |
||
d |
3 |
160 |
|
|||||||
|
3 |
|
|
|
|
|
|
|
|
|
201

2) по цепи обкатки a3 c3 = 7 z i ; b3 d3 2 z
72 160θ = 72 zzi ;
θ=160 z i ; zЛ
zi = θ160zЛ .
Это соотношение указывает на то обстоятельство, что величина пропускаемых зубьев определяется не только из условия некратности числу z, но и количеством зубьев плосковершинного колеса zЛ и углом качания люльки θ .
Для определения z i рассчитывают его значение по фор-
мулам и к полученному результату прибавляют единицу с округлением до ближайшего не кратного числа зубьев колеса целого числа.
Движение ФS(В2В3) сложное с незамкнутой траекторией и настраивается по пяти параметрам:
1) исходное положение – настроено;
2) путь – гитарой деления a2 c2 ; b2 d2
3) траектория – гитарой обкатки a3 c3 ; b3 d3
4) скорость – гитарой подач a1 c1 ; b1 d1
5) направление – постоянное.
Черновое нарезание зубчатых колес
За цикл работы станка (1 оборот барабана подач) заготовка поворачивается не на z i зубьев, а на 1 зуб, т.е. сообщается
202

медленное движение обката. Для его осуществления выполняется следующие переключения:
Б3 →10827 М+2 →5021 2042 = 15 на гитару обкатки.
Для цепи деления:
1. Расчетные перемещения:
1об.бар.подач→ zzi об.заг.
2. Уравнение кинематического баланса:
|
zi |
=1об.бар.подач 72 |
64 |
60 |
23 |
|
27 |
26 |
26 |
26 |
|
|||||||||
|
|
|
||||||||||||||||||
|
z |
|
|
|
2 |
60 |
48 |
23 108 26 |
26 |
26 |
|
|||||||||
|
|
|
a2 |
|
c2 |
|
29 |
|
30 |
|
|
1 |
. |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
b |
|
d |
2 |
|
29 30 |
120 |
|
|
|
|
|
|
|||||
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. Формула настройки: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
a2 |
|
c2 |
=10zi . |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
b |
|
d |
2 |
|
|
z |
|
|
|
|
|
|
|||
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для цепи обкатки:
1. Расчетные перемещения:
1 1
zоб.заг.→ zЛ об.люльки.
2.Уравнение кинематического баланса:
1= 1 120 30 29 a2 c2 26 26 26 108 23 zЛ z 1 20 29 b2 d2 26 26 26 27 23
|
16 |
|
14 |
|
252 |
− |
|
21 |
|
20 |
|
a |
|
c |
3 |
|
30 |
|
2 |
|
|
|
|
|
|
|
М→2 |
|
|
|
|
|
3 |
|
|
|
|
|
|
. |
|
32 |
224 |
21 |
50 |
42 |
d |
|
28 |
135 |
||||||||||||
|
|
|
|
|
|
|
b |
|
3 |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
3. Формула настройки. Подставим в уравнение кинематического баланса
203

a2 |
|
c2 |
|
= |
10zi . |
||||||||
|
|
|
|||||||||||
b |
|
|
d |
2 |
|
|
z |
||||||
2 |
|
|
|
|
|
|
|
|
|
||||
Получим: |
|
|
|
|
|
|
|
|
|
|
|
|
|
a3 |
|
c3 |
|
|
= |
35 |
|
zi |
. |
||||
|
|
|
|
2 |
|
||||||||
b |
|
d |
3 |
|
|
|
|
|
|
z |
|||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Нарезание полуобкатных колес
Полуобкатной парой называется такая пара, у которой общее колесо имеет прямолинейный профиль, а малый профиль отличается от нормального.
Для правильного зацепления большего колеса с малым необходимо у последнего надрезать головку и ножку зуба. Для получения специального профиля используется механизм модификации, который сообщает люльке дополнительное неравномерное вращение.
В отличие от обработки обычных колес движение ФS составлено из трех вращений ФS(В2В3В′2), где В′2 – дополнительное вращение люльки.
Дополнительный поворот люльки сообщается осевым перемещением двухзаходного червяка от кулачка со специальным профилем, получающим вращение от механизма модификации.
θi →Δθm ,
где θi – угол поворота при наружном движении обкатки; Δθm – дополнительный поворот,
Δθm = θi 1352 3026 BA 542 H ,
где H – шаг спирали на кулачке Д.
Остальные цепи станка настраиваются как при чистовом нарезании.
204
Лекция 15. РЕЗЬБОФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 561
Назначение станка
Станок предназначен для фрезерования длинных наружных резьб в условиях серийного производства. В индивидуальном и мелкосерийном производстве станок применяется также для нарезания коротких резьб, фрезерования шлицевых валиков и нарезания цилиндрических зубчатых колес. При наличии дополнительных приспособлений на станке могут быть нарезаны внутренние резьбы. Настройка станка осуществляется для выполнения различного рода работ:
1)фрезерование резьб дисковой фрезой,
2)фрезерование винтовых канавок,
3)фрезерование шпоночных пазов,
4)фрезерование зубчатых колес.
Движения в станке
Главное движение – вращение шпинделя фрезерной головки с фрезой. В зависимости от вида работ шпинделю передней бабки и суппорту фрезерной головки могут сообщаться движения подачи, движения деления и движения обкатки (см. образование винтовой линии).
Вспомогательное движение – быстрое вращение шпинде-
ля передней бабки, быстрое перемещение суппорта и т.д.
Кинематика станка
Кинематическая схема станка представлена на рис. П2.6. Общая кинематическая структура станка складывается из
нескольких частных кинематических структур.
205
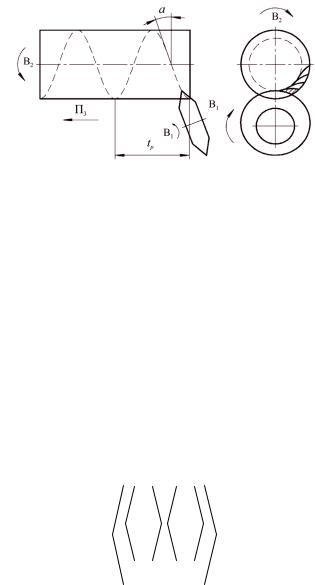
1. Фрезерование резьб дисковой фрезой (рис. 112)
Рис. 112. Фрезерование резьб дисковой фрезой
Кинематическая структура:
1)ФV(В1) – цепь главного движения,
2)ФS(В2П3) – формообразующее движение цепи подачи:
цепь главного движения – В1 – движение резания – вращение фрезы.
Шпиндель VI фрезерной головки приводится во вращение электродвигателем мощностью N = 3 кВт и частотой вращения n = 1450 об/мин через плоскоременную передачу 135–260, коробку скоростей, ходовой вал III, винтовую зубчатую передачу 12–36, вал IV, конические колеса 30–30, вал V и цилиндрические шестерни 24-91-24 (рис. П2.6).
1. Расчетные перемещения:
nэл.дв об мин→ nфр об
мин→ nфр об мин.
мин.
2. Уравнение кинематического баланса, об/мин:
|
|
|
23 |
|
23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
49 |
|
49 |
|
|
|
|
|
|
|
|
|
|
nфр =1450 |
135 |
|
|
|
|
13 |
|
30 |
|
24 |
|
91 |
. |
||
260 |
γ |
29 |
|
36 |
|
36 |
30 |
91 |
24 |
||||||
|
|
43 |
|
36 |
|
|
|
|
|
|
|||||
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
206
ФV(В1) – движение простое с замкнутой траекторией. Настраивается по двум параметрам:
3)скорость – коробкой скоростей;
4)направление – коническим реверсом.
Цепь круговой подачи реализует вращение заготовки В2. 1. Расчетные перемещения:
nфр об мин→ nзаг об
мин→ nзаг об мин. 2. Уравнение кинематического баланса:
мин. 2. Уравнение кинематического баланса:
nзаг =nфр |
24 |
91 |
30 36 |
45 |
|
|
|
||||
|
91 |
24 30 12 |
54 |
|
|
|
|
||||
М1+ 47 |
18 |
iкп |
28 |
|
3 |
М1↓ |
|
4 |
. |
||
|
40 |
||||||||||
47 |
18 |
|
28 |
36 |
|
|
|
||||
3. Формула настройки: |
|
|
|
|
|
|
|
|
|
|
|
|
iкп |
= 48nзаг , |
|
|
|
|
|
||||
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
фр |
|
|
|
|
|
|
|
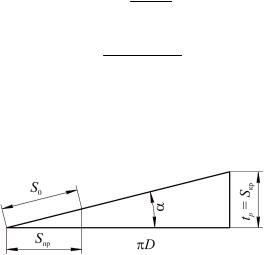
S0 = nзаг π (D ),
cos α
iкп = 48 S0 cos(α).
При фрезеровании резьбы величина подачи определяется перемещением профиля за 1 оборот заготовки.
S0 = Sпр cos(α).
Рис. 113. Схема расчета осевой подачи
207

Расчет величины осевой подачи делается на основе схемы, представленной на рис. 113.
Цепь продольной подачи (П3 в зависимости от В2)
1.Расчетные перемещения:
1об.заг.→tР мм.
2.Уравнение кинематического баланса, мм:
tР =1об.заг. 108 |
М4+ a1 |
|
c1 |
tх.в (12.7), |
||||||
|
||||||||||
36 |
|
|
|
b |
|
|
d |
1 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
Sпр =tР. |
|
|
|
|
|
||||
3. Формула настройки: |
|
|
|
|
|
|
|
|
|
|
a1 |
|
c1 |
= |
tР |
. |
|
|
|||
|
|
|
|
|||||||
b |
|
d |
1 |
|
38,1 |
|
|
|
||
1 |
|
|
|
|
|
|
|
|
|
|
Нарезание многозаходных резьб отличается тем, что помимо Sпр, которая становится больше по числу проходов, должно работать делительное устройство для нарезания каждого следующего прохода.
ФS(В2П3) – движение сложное с незамкнутой траекторией. Настраивается по пяти параметрам:
1) исходное положение – вручную;
2) путь – по упорам;
3) траектория – гитарой a1 c1 ; b1 d1
4)скорость – коробкой скоростей;
5)направление – коническим реверсом 45-58.
2. Фрезерование винтовых канавок
Кинематическая структура будет такой же, как при фрезе-
ровании резьбы, т.е. при реализации этих движений необходимо настроить следующие кинематические цепи:
–главного движения В1;
–круговой подачи В2;
–продольной подачи П3.
208
Цепь главного движения настраивается так же, как при фрезеровании резьбы. Для того чтобы обеспечить благоприятные условия работы ходового винта, движение передается сначала на ходовой винт, а от него на шпиндель с заготовкой, т.е. ведущим будет ходовой винт, ведомым – шпиндель.
М2 – в нейтральном поло-
жении, М3 – вверх.
Цепь продольной подачи
1.Расчетные перемещения: nфр об мин→ nх.в об
мин→ nх.в об мин.
мин.
2.Уравнение кинематического баланса
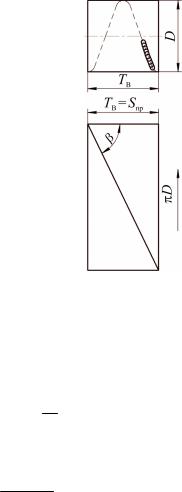
Рис. 114. Развертка винтовой линии
nх.в =nфр 2491 2491 3030 1236 5445
М1+ 4747 1818 iкп 2828 363 М↑3 1025,
Sпр = nоб.х.в tх.в,
S = nоб.х.в( tх).в .
0 cos β
Перемещение суппорта вместе с головкой должно быть согласовано с вращением детали (рис. 114).
Цепь круговой подачи
1. Расчетные перемещения:
TВ →1об.заг.
209
2. Уравнение кинематического баланса
tTВ (nоб.х.в )→1об.заг., х.в
1об.заг.→ TВ d1 b1 36 , tх.в c1 a1 108
Д1 – делительный диск.
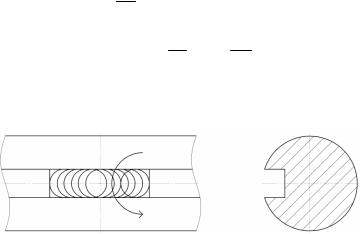
3. Фрезерование шпоночных пазов
Рис. 115. Схема обработки шпоночных пазов
В этом случае шпиндель с обрабатываемой деталью должен оставаться неподвижным. Муфта М4 выключена, а шпиндель фиксируется в заданном положении. Подача суппорта осуществляется ходовым винтом (рис. 115).
Кинематическая структура:
1)ФV(В1) – цепь главного движения;
2)ФS(П3) – цепь продольной подачи.
4. Фрезерование зубчатых колес
Осуществляется червячно-модульными фрезами. Настраиваются:
1)цепь главного движения В1;
2)цепь обката;
3)цепь продольной подачи П3.
Настройка осуществляется аналогично настройке станка 5Д32. Цепь главного движения настраивается традиционно.
Цепь обката
1. Расчетные перемещения:
210