

ЛБ 7 СОЭ
.pdfМинистерство образования и науки Российской Федерации
федеральное государственное автономное образовательное учреждение высшего образования
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Инженерная школа природных ресурсов Направление подготовки 18.03.01 Химическая технология Отделение химической инженерии
ОТЧЕТ
по лабораторной работе № 7
КОНТРОЛЬНЫЕ КАРТЫ ДЛЯ НЕПРЕРЫВНЫХ ВЕЛИЧИН Вариант 7
Студент
Группа |
|
ФИО |
Подпись |
Дата |
2Д12 |
|
Чижова А.В. |
|
|
Руководитель |
|
|
|
|
Должность |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
ассистент |
Богданов И.А. |
|
|
|
Томск – 2023г .
1. Цель работы
Построить и проанализировать контрольные карты (X-bar и R-карта) для имеющихся данных (по вариантам).
2. Исходные данные Вариант 7
Таблица 1 – Исходные данные: содержание ароматики в компоненте товарного бензина (риформат, установка ЛГ-35-11-300), % об.
Номер |
|
Выборочные значения xij |
||
выборки |
x1 |
|
x2 |
x3 |
i |
|
|||
|
|
|
|
|
1 |
46,48 |
|
48,44 |
55,99 |
2 |
57,18 |
|
58,31 |
56,2 |
3 |
51,71 |
|
59,26 |
55,38 |
4 |
55,27 |
|
59,24 |
55,84 |
5 |
57,97 |
|
56,78 |
58,14 |
6 |
61,06 |
|
57,91 |
57,464 |
7 |
60,56 |
|
59,342 |
52,64 |
8 |
55,36 |
|
51,599 |
54,38 |
9 |
49,99 |
|
51,82 |
51,92 |
10 |
46,56 |
|
54,182 |
50,282 |
11 |
53,155 |
|
54,771 |
59,451 |
12 |
56,01 |
|
55,504 |
55,078 |
13 |
55,39 |
|
54,721 |
52,929 |
14 |
56,319 |
|
55,965 |
53,945 |
15 |
55,162 |
|
51,224 |
53,343 |
16 |
54,217 |
|
53,574 |
52,54 |
Номер |
|
Выборочные значения xij |
||
выборки |
x1 |
|
x2 |
x3 |
i |
|
|||
|
|
|
|
|
17 |
51,291 |
|
46,158 |
50,338 |
18 |
50,768 |
|
52,97 |
52,933 |
19 |
54,003 |
|
51,774 |
53,911 |
20 |
52,079 |
|
50,827 |
53,872 |
21 |
54,847 |
|
53,923 |
53,892 |
22 |
55,322 |
|
54,661 |
54,881 |
23 |
53,911 |
|
38,797 |
45,309 |
24 |
47,144 |
|
52,934 |
54,646 |
|
|
|
|
|
25 |
53,34 |
|
52,473 |
52,366 |
26 |
52,902 |
|
51,452 |
45,168 |
27 |
51,325 |
|
52,739 |
54,107 |
28 |
51,869 |
|
52,193 |
51,65 |
29 |
52,589 |
|
51,742 |
52,981 |
30 |
55,969 |
|
53,184 |
53,706 |
31 |
52,115 |
|
52,909 |
51,791 |
32 |
53,285 |
|
53,37 |
51,858 |
3. Теоретическое обоснование
Для оценки уровня качества продукции используют набор показателей качества, который позволяет оценить существенные для потребителя свойства продукции.
По способу отбора изделий, подвергаемых контролю качества, различают тотальные, когда проверяется вся партия изделий и выборочный контроль, предполагающий проверку части изделий. Сплошной контроль применяется при единичных и мелкосерийных производствах.
Выборочный контроль осуществляется для сокращения затрат на контроль в крупносерийном и массовом производстве больших партий изделий. Очевидно, что выборка должна производиться случайным образом.
Если уровень качества изделий в выборке соответствует установленным требованиям, то считают, что всю партию можно принять. В противном случае партия бракуется. Естественно, возможны случаи, когда вся партия может быть ошибочно забракована. Такая ситуация считается ошибкой первого рода, или риском поставщика. Если принята негодная партия, то это называется ошибкой второго рода или риском заказчика.
Выборочный контроль, основанный на законах математической статистики, называется
статистическим контролем качества продукции. Благодаря небольшим затратам и высокой степени достоверности результатов, статистический контроль является эффективным средством обеспечения качества продукции.
По цели контроля различают контроль качества продукции для определения ее годности с последующей приемкой – приемочный контроль и контроль качества
продукции для оценки состояния технологических процессов и решения о необходимости их наладки. Последний вид контроля называется статистическим регулированием технологических процессов и является предупреждающим контролем качества, который позволяет заблаговременно обнаружить изменения в производстве изделий/продукции или оказания услуг.
Статистические методы позволяют при ограниченном объеме анализов продукции/изделий с заданной степенью точности и достоверности судить о состоянии качества выпускаемой продукции.
Контрольные карты, служат для постоянного контроля за тем, чтобы производственный процесс оставался статистически подконтрольным. Основная цель применения контрольных карт – быстрое обнаружение характера изменений в производственных процессах по результатам наблюдений за параметрами продукции с целью поиска причин и корректировки процесса еще до того, как начнет появляться бракованная продукция. Контрольные карты – это линейные графики для оценки управляемости процесса по результатам сравнений отдельных измерений с заданными контрольными границами.
Контрольная карта изображается в виде графика, построенного в декартовой системе координат, по оси «Х» которой отложены время или номер выборки, а по оси «Y» – показатель качества продукции, также на график наносят значение центральной линии и контрольных границ. Центральная линия соответствует номинальному значению контролируемого параметра (математическому ожиданию). Контрольные границы призваны отделить данные, соответствующие нормальному функционированию процесса, от резко выделяющихся наблюдений.
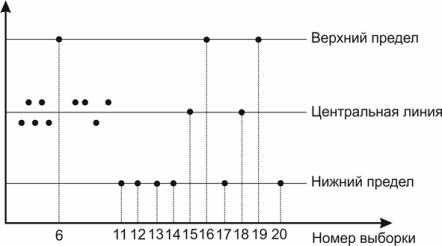
Контрольные границы на карте Шухарта находятся на расстоянии ±3σ от центральной линии, где σ есть стандартное отклонение процесса. Сигналом о возможной разналадке технологического процесса могут служить (рис. 1):
●выход точки за контрольные пределы (точка 6) – процесс вышел из под контроля;
●расположение группы последовательных точек около одной контрольной границы, но не выход за нее (точки 11, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
●сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
Рисунок 1. Контрольная карта
В компьютерном варианте контрольных карт, наиболее часто встречается ситуация, когда на экране находятся две карты и две гистограммы. Одна из них называется Х-картой (Х-bar), а другая R-картой. В обеих контрольных картах по горизонтальной оси откладываются номера соответствующих выборок; по вертикальной оси в случае Х-карты отложены выборочные средние исследуемых характеристик, а в случае R-карты – размахи соответствующих выборок.
Если результирующая кривая на графике выходит за верхний или нижний контрольный предел или ее конфигурация выражает определенную тенденцию поведения для следующих друг за другом выборок, то это рассматривается как указание на существование проблем с качеством.
Классификация типов контрольных карт часто осуществляется согласно типам величин, которые выбраны для отслеживания характеристик качества. Так, различают контрольные карты для непрерывных переменных (количественные данные) и контрольные карты для качественных переменных (например «годен»/«не годен»).

4. Контрольные карты (X-bar и R-карта).
Рисунок 2: X-bar и R-карта для 1
Над графиком приведены среднее значение 1 по текущим 32 выборкам = 53,599 и
среднее значение размаха 1 – 3,6322. Анализ R-карты: из графика видно, что значения средних размахов для всех выборок находятся внутри интервала верхних и нижних контрольных значений (Rв = 11,865, Rн = 0). Следовательно, по R-карте можно сделать вывод, что содержание ароматики в выборе 1 компонента товарного бензина в пределах
допустимого.
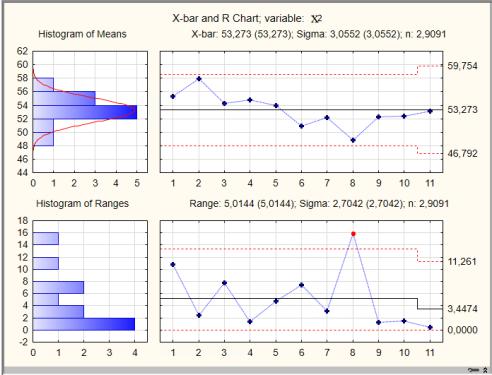
Рисунок 3 : X-bar и R-карта для 2
Над графиком приведены среднее значение 2 по текущим 32 выборкам = 53,273 и
среднее значение размаха 2 – 3,4474. Анализ R-карты: из графика видно, что не все значения средних размахов для всех выборок находятся внутри интервала верхних и нижних контрольных значений (Rв = 11,261, Rн = 0). Следовательно, по R-карте можно сделать вывод, что содержание ароматики в выборе 2 компонента товарного превышает пределы допустимого.
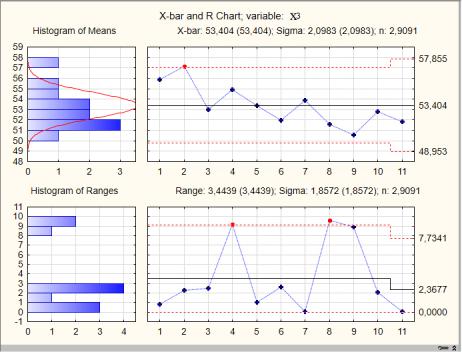
Рисунок 4: X-bar и R-карта для 3
Над графиком приведены среднее значение 3 по текущим 32 выборкам = 53,404 и
среднее значение размаха 3 – 2,3677. Анализ R-карты: из графика видно, что не все значения средних размахов для всех выборок находятся внутри интервала верхних и нижних контрольных значений (Rв = 7,7341, Rн = 0). Следовательно, по R-карте можно сделать вывод, что содержание ароматики в выборе 2 компонента товарного превышает пределы допустимого.
5. Результаты расчета описательных статистик.
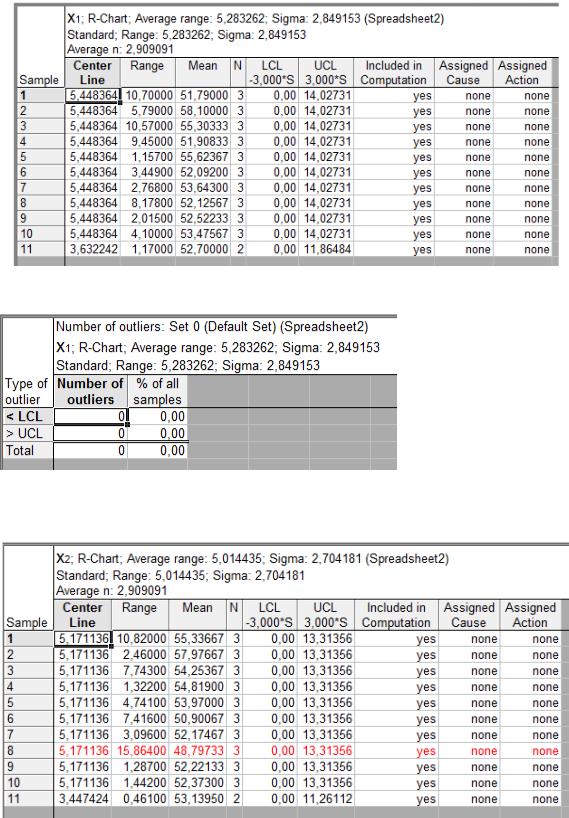
Рисунок 5: Описательные статистики для 1
Рисунок 6: Выбросы в 1
Выбросы в 1 отсутствуют
Рисунок 7: Описательные статистики для 2
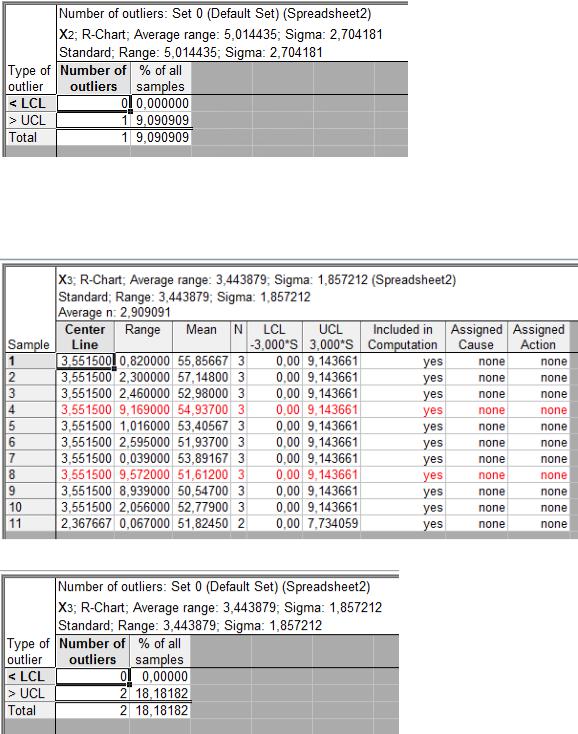
Рисунок 8: Выбросы в 2
В этом случае есть один выброс (равный 9% от 32 наблюдений) для среднего значения, который превышает верхнюю границу.
Рисунок 9: Описательные статистики для 3
Рисунок 10: Выбросы в 3
В этом случае есть два выброса (равные 18% от 32 наблюдений) для среднего значения, которые превышают верхнюю границу.