

3. Техническое состояние автомобилей
3.1 Понятие о техническом состоянии
Автомобиль может участвовать в транспортном процессе и приносить определенный доход, если он технически исправен и находится в работоспособном состоянии.
Техническое состояние автомобиля (агрегата, механизма, соединения) определяется совокупностью изменяющихся свойств его элементов, характеризуемых текущим значением конструктивных параметров Y, обычно текущие значения конструктивных параметров связывают с наработкой
Наработка – продолжительность работы изделия, измеряемая единицами пробега (километры), времени (часы), числом циклов. Различают наработку с начала эксплуатации изделия, наработку до определенного состояния (например, предельного), наработку интервальную и др. На автомобильном транспорте, как правило, наработка автомобилей исчисляется в километрах пробега (l), реже (специальные автомобили, внедорожные карьерные самосвалы) – в часах (t). Наработка сельскохозяйственной техники может исчисляться в моточасах, килограммах израсходованного топлива, количестве выработанных условных эталонных гектар.
Наработка технологического оборудования, устанавливаемого на автомобилях, исчисляется обычно в часах.
По мере увеличения наработки l, t (рис. 3.1) параметры технического состояния изменяются от номинальных YН, свойственных новому изделию, до предельных YП, при которых дальнейшая эксплуатация изделия по техническим, конструктивным, экономическим, экологическим или другим причинам недопустима. На рис 3.2 приведены два характерных варианта изменения параметров технического состояния по наработке I – увеличение; II – сокращение. Величины номинальных предельных и предельно допустимых YП.Д. значений параметров технического состояния устанавливаются законами, государственными стандартами, постановлениями правительства, нормативно-техническими и проектно-конструкторскими документами, систематизируются в справочных изданиях, в том числе и международных.

Рис. 3.1. Схема изменения параметров технического состояния: ЗР – зона работоспособности, ЗО – зона отказов; ЗУ – зона упреждения отказов; YН – номинальное значение параметра; YП.Д. – предельно допустимое значение параметра; YП – предельное значение параметра; lР – ресурс изделия; lУ – ресурс упреждения.


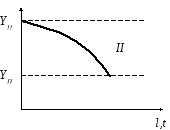

Рис 3.2. Варианты изменения параметров технического состояния по наработке: I – увеличение; II – сокращение.
3.2. Причины и последствия изменения технического состояния
Основные причины изменения конструктивных параметров и технического состояния следующие.
• нагружение элементов;
• взаимное перемещение элементов;
• воздействие тепловой и электрической энергии;
• воздействие химически активных компонентов;
• воздействие внешней среды (влага, ветер, температура, солнечная радиация);
• воздействие оператора и др.
Последствия и формы изменения конструктивных параметров во времени могут принять следующий вид (рис. 3.3):
изнашивание;
коррозия;
усталостные разрушения,
пластические деформации;
температурные разрушения и изменения;
старение и др.
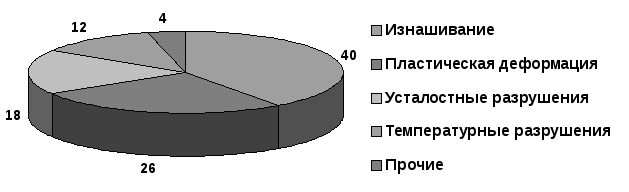 Рис.
3.3 Распределение последствий изменения
конструктивных параметров на примере
двигателя грузового автомобиля по
результатам ряда исследований, %
Рис.
3.3 Распределение последствий изменения
конструктивных параметров на примере
двигателя грузового автомобиля по
результатам ряда исследований, %
Изнашивание. Процесс изнашивания возникает под действием трения, зависящего от материала и качества обработки поверхностей, смазки, нагрузки, скорости относительного перемещения поверхностей и теплового режима работы сопряжения. Изнашивание – это процесс разрушения и отделения материала с поверхности детали и (или) накопления ее остаточной деформации при трении, проявляющийся в постепенном изменении размеров и формы деталей. Результат изнашивания, определяемый в установленных единицах, называется износом, который может быть линейным, объемным, массовым. Интенсивность изнашивания (И) – это относительные величины износа (отношение износа к пути трения или показателю, связанному с работой изделия, например километру пробега или часу работы автомобиля, числу циклов и т.д.) Зависимость интенсивности изнашивания от наработки представлена на рис. 3.4.
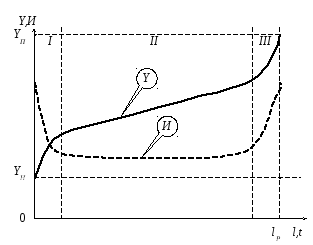

Рис. 3.4. Схема изменения параметра технического состояния (Y) и величины интенсивности изнашивания (И): I – стадия приработки, II – стадия установившегося изнашивания (нормальной работы); III – стадия катастрофического изнашивания; YН – номинальное значение параметра; YП – предельное значение параметра; lР - ресурс изделия.
В общем случае процесс изнашивания деталей машин при постоянных условиях проходит три стадии (рис. 3.4). На стадии I осуществляется процесс приработки, т.е. процесс изменения геометрии поверхности трения и физико-химических свойств материала. Направление этих изменений определяется принципом Ле Шателье-Брауна, в соответствии с которым любая система под внешними воздействиями эволюционирует с максимальным ослаблением указанных воздействий. В результате адаптации системы к условиям нагружения в поверхностных слоях трущихся тел образуются такие структуры, такой макро- и микрорельеф, которые, наряду с формированием в процессе приработки на поверхностях трения вторичных структур различного происхождения, обеспечивают минимизацию энергетических затрат на трение и локализацию зоны фрикционного разрушения в тонком поверхностном слое. В процессе приработки, характеризуемом достаточно высокой интенсивностью изнашивания и существенной величиной накопленного износа, устанавливается определенная для данной трибосистемы шероховатость, иногда называемая равновесной, не зависящая от величины и характера первоначальной шероховатости, полученной в результате технологической обработки, а зависящая от трущихся и смазочного материалов, а также от условий изнашивания (нагрузки, скорости, температуры, условий смазывания и т.д.). Она может быть как больше, так и меньше исходной. Естественно, ее достижение приводит к снижению интенсивности изнашивания, а также коэффициента трения и тепловыделения при трении.
После завершения образования равновесной шероховатости и оптимальных для данного сопряжения структур поверхностных слоев трущихся тел начинается процесс установившегося изнашивания (рис. 3.4, стадия II). При этом интенсивность изнашивания постоянна и достаточно невелика. Тем не менее, постепенное накопление износа через определенный период приводит к столь значительному изменению размеров и формы деталей, что условия работы узла трения значительно ухудшаются. Так, увеличение зазоров в сопряжениях вследствие износа составляющих их элементов приводит к росту динамических нагрузок. Наступает переход к третьей стадии изнашивания - катастрофическому изнашиванию (рис. 3.4, стадия III). Интенсивность изнашивания резко возрастает, существенно увеличивается накопленный износ, и нежелательные явления в системе ужесточаются. На этой стадии резко увеличивается вероятность выхода из строя узла трения.
Обычно в практике ТЭА выделяют абразивное, усталостное, коррозионно-эрозионное, кавитационное, окислительное, электроэрозионное изнашивание, а также изнашивание при заедании, фреттинге и фреттинг-коррозии. Изнашивание при фреттинге, абразивное, эрозионное, кавитационное и усталостное относятся к механическому виду изнашивания, а окислительное и при фреттинг-коррозии – к коррозионно-механическому.
Абразивное изнашивание является следствием режущего или царапающего действия поверхностей трения и твердых частиц, находящихся между ними. Такие частицы, попадая извне в виде пыли и песка между трущимися деталями (например, тормозными накладками колодок и барабанами) или в смазочные материалы открытых узлов трения (шкворневое соединение, рессорные шарниры), резко увеличивают их износ. В ряде механизмов, например кривошипно-шатунном, в качестве абразивных частиц выступают также сами продукты изнашивания, отделившиеся от трущихся деталей.
Эрозионное изнашивание происходит в результате воздействия на поверхность потока жидкости, газа или твердых частиц. Такому изнашиванию на автомобиле подвержены в первую очередь рабочие поверхности тарелок выпускных клапанов двигателя, элементы топливной аппаратуры двигателей, элементы гидропривода технологического оборудования, золотники гидравлических агрегатов.
Усталостное изнашивание состоит в том, что поверхностный слой материала в результате трения и циклической нагрузки становится хрупким и разрушается, обнажая лежащий под ним менее хрупкий материал, образуя трещины и ямки выкрашивания (питтинг). Такой вид изнашивания может наблюдаться на беговых дорожках шариковых и роликовых подшипников, шестерен, зубьях.
Кавитационное изнашивание возникает при движении твердого тела относительно жидкости, при котором пузырьки воздуха захлопываются вблизи поверхности, что создает местное высокое ударное давление. Такой вид изнашивания может наблюдаться на крыльчатке двигателя, корпусе водяного насоса, наружной поверхности гильз цилиндров, лопастях турбин, в подшипниках скольжения.
Изнашивание при заедании происходит в результате схватывания, глубинного вырывания материала, переноса его с одной поверхности на другую и воздействия возникших неровностей на сопряженную поверхность. Оно приводит к образованию глубоких борозд, наростов, оплавлений, задирам, заклиниванию и разрушению механизмов. Такое изнашивание обуславливается наличием местных контактов между трущимися поверхностями, на которых вследствие больших нагрузок и скоростей происходят разрыв масляной пленки, сильный нагрев и «сваривание» частиц металла. При дальнейшем относительном перемещении поверхностей происходит разрыв связей. Типичный пример – заклинивание коленчатого вала при недостаточной смазке, заедания в зубчатых, гипоидных и винтовых передачах.
Окислительное изнашивание происходит в результате сочетания механического изнашивания и агрессивного воздействия среды, под действием которой на поверхности трения образуются непрочные пленки окислов, при механическом трении они снимаются, а обнажающиеся поверхности опять окисляются. Такое изнашивание наблюдается на деталях цилиндропоршневой группы, гидроусилителей, тормозной системы с гидроприводом и др.
Изнашивание при фретинге – это механическое изнашивание соприкасающихся деталей при возвратно-поступательных перемещениях с малыми амплитудами. Если при этом агрессивно воздействует среда, то происходит изнашивание при фретинг-коррозии. Такое изнашивание может происходить в местах контакта вкладыша шеек коленчатого вала и постели в картере и крышке, в заклепочных, болтовых, шлицевых, шпоночных и штифтовых соединениях, рессорах.
Электроэрозионное изнашивание проявляется в эрозионном изнашивании поверхности в результате воздействия разряда при прохождении электрического тока, например между электродами свечи зажигания или контактами реле, в скользящих контактах электрических машин.
Пластические деформации и разрушения. Такие повреждения связаны с достижением или превышением пределов текучести или прочности соответственно у вязких (сталь) или хрупких (чугун) материалов. Обычно этот вид разрушений является следствием либо ошибок при расчетах, либо нарушений правил эксплуатации (перегрузки, неправильное управление автомобилем, дорожно-транспортные происшествия и т.п.). Иногда пластическим деформациям или разрушениям предшествует механическое изнашивание, приводящее к изменению геометрических размеров и сокращению запасов прочности детали.
Усталостные разрушения. Этот вид разрушений возникает при циклическом приложении нагрузок, превышающих предел выносливости металла детали. При этом происходят постепенное накопление и рост усталостных трещин, приводящие при определенном числе циклов нагружения к усталостному разрушению деталей. Совершенствование методов расчета и технологии изготовления автомобилей (повышение качества металла и точности изготовления, исключение концентраторов напряжения) привело к значительному сокращению случаев усталостного разрушения деталей. Как правило, оно наблюдается в экстремальных условиях эксплуатации (длительные перегрузки, низкие или высокие температуры) в рессорах, полуосях, рамах.
Коррозия. Это явление происходит вследствие агрессивного воздействия среды на детали (ржавление), приводящего к окислению металла и, как следствие, к уменьшению прочности и ухудшению внешнего вида (табл. 3.1). Основными активными агентами внешней среды, вызывающими коррозию, являются соль и другие химические вещества, которыми обрабатывают дороги зимой, кислоты, содержащиеся в воде и почве, а также компоненты, входящие в состав отработавших газов автомобилей, и их химические соединения. Коррозия главным образом поражает детали кузова, кабины, рамы. Коррозия деталей кузова, расположенных снизу, сопровождается абразивным изнашиванием в результате воздействия на поверхность при движении автомобиля абразивных частиц песка, гравия. Способствует коррозии сохранение влаги на металлических поверхностях, в том числе под слоем дорожной грязи, что особенно характерно для всякого рода скрытых полостей и ниш.
Коррозия способствует усталостному изнашиванию и разрушению, так как создает на поверхности металла концентраторы напряжения в виде коррозионных язв. Такой вид разрушений наблюдается, например, в местах сварки, крепления кронштейнов рессор. Применительно к автомобилям различают местную коррозию, поражающую в основном кузовные панели, и общую, результатом которой является, кроме того, разрушение несущих конструкций кузова или рамы.
Старение. Техническое состояние деталей и эксплуатационных материалов изменяется под действием внешней среды. Так, резинотехнические изделия теряют прочность и эластичность в результате окисления, термического воздействия (разогрев или охлаждение), химического воздействия масла, топлива и жидкостей, а также солнечной радиации и влажности. В процессе эксплуатации свойства смазочных материалов и эксплуатационных жидкостей ухудшаются в результате накопления в них продуктов износа, воды, изменения вязкости и потери свойств присадок.
Таблица 3.1 – Виды коррозионных разрушений
|
Вид разрушения |
Узел, деталь |
Характер разрушения |
Причина разрушения |
|
1 |
2 |
3 |
4 |
|
Атмосферное разрушение |
Рамы, обшивка, несущие конструкции и все металлические детали, не имеющие (с разрушенным) лакокрасочного или другого защитного покрытия |
Образование рыхлых пленок, окислов с последующим шелушением и возникновением очагов равномерной и точечной коррозии |
Действие атмосферных осадков и влажного воздуха |
|
Коррозионно-механический износ (коррозия при трении, фреттинг-коррозия) |
Гильзы и поршни двигателей, звездочки, цепи, ручьи шкивов механизмов передач, кожухи транспортеров, днища и поверхности трения на обшивках машин и др.
|
Возникновение на поверхностях коррозионных повреждений в виде полос, рисок, отдельных пятен или равномерная коррозия |
Наличие коррозионно-активной среды и непрерывное разрушение окисленной пленки в точках подвижного контакта |
|
Коррозионная усталость |
Оси, валы, детали механизмов газораспределения, отдельные участки рам и тонколистовых обшивок, втулочно-роликовые цепи, шестерни, шлицевые соединения, подшипники качения, пружины и др. |
Коррозионные изломы, трещины и разрывы металла |
Наличие коррозионной среды и действие знакопеременных напряжений |
|
Коррозионное растрескивание |
Болтовые крепежные и сварные соединения и другие детали, испытывающие монтажные напряжения |
Коррозионные трещины по границам зерен со снижением прочности металла |
Наличие коррозионно-активной среды и действие постоянных напряжений |
|
Коррозионная кавитация |
Поверхности гильз и блоков двигателей, поверхности и арматура систем охлаждения, гидросистем и др. |
Направление мелких, глубоких питтингов с местами сквозных разрушений |
Вибрация и специфическое воздействие потока жидкости, гидроудары при высоких скоростях движения жидкости и детали в условиях коррозионной среды |
Детали и материалы изменяются не только при их использовании, но и при хранении: снижаются прочность и эластичность, например, резинотехнических изделий; у топлива, смазочных материалов и жидкостей наблюдаются процессы окисления, сопровождаемые выпадением осадков, а также обводнения, сопровождаемые изменением свойств обводняемых материалов.