

ФМ окулык казакша
.pdf2.Мартенсит кристалының бейімділігі.
Кристалдар пластина тәрізді, микроскоппен бұл құрылым ине тәрізді көрінеді. Құрылғаннан кейін пластина өседі аустенит шекарасына қарай, немесе ауытқуға дейін. Келесі пластина 60° және 120° бұрышпен орналасқан, олардың өлшемі 1-ші пластина арасындағы аумақпен шектелген ( сур.13.2).
Мартенситтің бейімделген кристалдық бастапқы минимальдық энергия тән. Когерентті өсуде, аустенитпен мартенсит көлемінің айырмашылығынан үлкен кернеу туғызады. Белгілі мартенситтің кристалына жеткен кезде, бұл кернеулер аустениттің аққыштық шегіне тең болады. Осыдан когеренттілік бұзылады және аустенит торынан мартенсит торы бөлінеді. Кристалдардың өсуі тоқталады.
3.Кристалдың өсуінің өте жоғары жылдамдыкта, 1000м/с. 4.Мартенситтік өзгеру үздікті салқындауда пайда болады.
Әрбір болатта белгілі температурада басталады және аяқталады, салқындаудың жылдамдығына тәуелді болмайды. Бастапқы мартенситтік өзгеру температурасын - Мн мартенситтік нүкте, Мқ - мартенситтік өзгерудің аяқталу температурасы деп атайды. Мн және Мқ температурасы көміртегі құрамына тәуелді, сууыту жылдамдығына тәуелсіз болады. Болаттар құрамында 0,6% С жоғары болса , Мк температурасы теріс саңға кетеді . ( сур13.3)
Сур.13.3.Мартенситтің өзгеруінің бастапқы Мн және аяқталуы Мк болаттың комиртек мөлшеріне таәлділігі
Мартенситтік өзгеруі кернеуге сезімтал және Мн температурасында аустениттің деформацияға ұшырауы мүмкін.
Болатта Мқ нуктесінен төмен 20 °С аустенит қалдығы болады, ана ғұрлым саны көп болса, соғұрлым Мн және Мқ нуктесі төмен (0,6.....1,0% көміртегінде аустениттің қалдық саны 10% , 1,5%-50% көміртегі құрамында).
5.Өзгеруі қайтымсыз.
73
Мартенситтен аустенит алу мүмкін емес. Мартенситтің қасиеті, оның пайда болуы ерекшеліктеріне байланысты. Ол жоғарғы қаттылықпен және төменгі беріктілігімен сипатталады, осы қасиеттер сынғыштыққа себеп болады.
Қаттылық 65 HRC –ке дейін құрайды. Жоғарғы қаттылық көміртегі атомының α-фазасы ұяшығына енгізілуінен туындайды, оны осы кернеудің туындауына, бұрмалауына әкеліп соқтырады. Көміртегі құрамының жоғарылауынан болатта сынғыштық ықтималдығы жоғарылайды.
Мартенситтің перлитке түрленуі
Қыздыруда шынықтырылған болат орын алады, өзгеріс диффузиядағы көміртегімен байланысты.
Шынықтырылған мартенсит тегіс емес құрылым, төменгі температурада сақталады. Тепе-теңдік күйдегі құрылым алу үшін бұйымды жұмсарту (отпуск). Болатты қыздырғанда келесі процестер пайда болады.
200°С температурадағы қыздыруда мартенситте көміртегі қайта болінеді, ε-карбиді қалыңдығы бірнеше атомды диаметрлі пластинка пайда болады.Карбидтің пайда болуына тек мартенситтің аумағынан көміртегі жумсалады. Болатта карбид және екі α– қатты мартенситті ерітінді болады (жоғарғы және төменгі концентратты көміртегімен). Бұндай мартенситті ыдырау үздікті деп аталады. Диффузия жылдамдығы аз, карбидтер
үлкеймейді, |
мартенсит |
ыдырауы |
жаңа |
карбид |
бөлшегінің |
туындысынан |
шығарып |
салынады. Осыдан тетрагональдық тор төмендейді. |
|
|
|||||
300°С қыздыруда пайда болған |
карбид |
өседі. Карбидтер мартенситтен бөлінеді және |
|||||
көміртегімен |
бірігеді. |
Карбидтер |
өседі және |
көміртегінің |
диффузиясы жоғарылайды. |
||
Карбидтің кристалдық торы когерентті мартенситті тормен байланысты. |
|
||||||
Жоғары көміртекті |
болатта қалдықты аустенит мартенситті жасытуға |
түрленеді. |
|||||
Тетрагональдық тордың төмендеуі байқалады және ішкі кернеудің төмендеуі байқалады. Құрылым –мартенситті жумсарту.
400°С қыздыруда бүкіл қажетсіз комиртек Feα-ғы бөлініп шығады. Карбидтік бөлшектер түгел әлсізденеді, цементиттік құрылымға түрленеді және өсе бастайды. Карбидтін бөлшектік формасы сфераға жақындайды. Жоғары дисперсті қоспа - феррит
пен цементиттін - трооститті жумсарту деп аталады. |
|
400°С жоғарғы температура қыздыруда фазалық құрамның өзгерісі |
болмайды, тек |
микроқұрылым өзгереді. Цементиттің сфероидизациясы мен орынның |
өсуі болады. |
Үлкен карбидтік бөлшектің өсуі мен ұсақ араласуы байқалады.
550.....600°С температурада сорбиттік жумсартуға ие. Болаттың құрамын жақсартады. 650......700°С температурада өте өрескел ферриттік-цементитті қоспа алынады-перлитті жумсарту ( дәнді перлит)
Нормальданудың, жасытудың, шынықтырудың технологиялық ерекшеліктері мен мүмкіндігі
Технология өндіргенде міндетті қондыру керек:
● детальды қыздыру режимі (температура және қыздыру уақыты)
●орта сипаттамасы, қыздыру өткізілетін және оның болат материалға әсер етуі ● салқындату шарты.
Термиялық өңдеудің режимін диаграмманың күйіне және диаграмманың изотермиялық ыдырауының сәйкестігіне белгілейді.
Қыздыру пешінде, отындық немесе электрлік, тұзды ваннада немесе балқыған металы бар ваннада және индукционды қыздыру нәтижесінде қыздыру жүзеге асырылады.
74
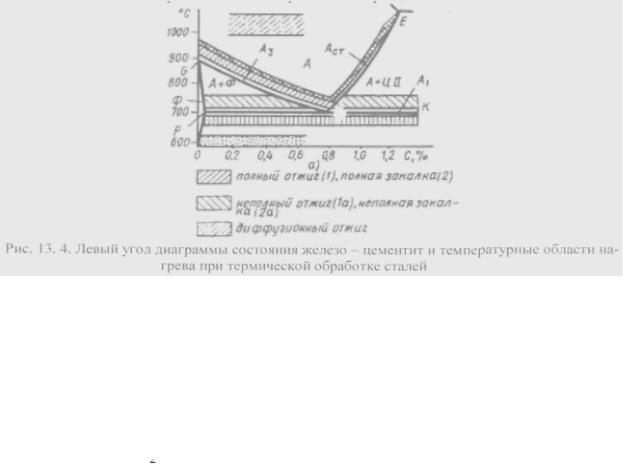
Сур.13.4.Темир-цементит жүйелі диаграмманың сол бұрышы және болаттардың термиялық өндеудегі қыздырудың температурлық облыстары
Қыздыру жылдамдығы жоғары болса, болаттын лигерленуіде төмен, құрылымы біртекті болса, конфигурациясыда қарапайым болады. Қыздыру жылдамдығы 0,8.....1 мин аралығында 1мм қимаға қолданады. Қыздыру уақытын 20% ұстау уақыты болып табылады.
Қыздыру ортасы қыздырғанда пештегі газды ортамен құрамдастар болатқа әр түрлі әсер тигізуі мүмкін:
● тотықтандырғыш ( О , СО , СH )
, СО , СH )
●тотықсыздандырғыш ( СО, CH ) ●күкірттендіргіш ( СО, CH ) ●күкіртсіздендіргіш ( О , H ) ●нейтральды( N инертті газдар )
Нормальдану және жасыту. Белгіленуі мен режимі
Жасытуқаттылықты төмендетіп және пластикалығын, тұтқырлығын жоғарлата отырып тепе-тең ұсақ дәнді құрылым алады, және мүмкіндік береді:
●дайындамалардын қысыммен және кесумен өнімділігін арттыру ●дәнекер тігіннің құрылымын түзейту, қысыммен өңдегенде және болатты құйғанда ●құрылымды келесі термиялық өңдеуге дайындау
Жасытудың бірінші типі.
1.Диффузиялық жасыту. Ликвацияны залалсыздандыруға, қорытпаның химиялық құрамын түзетуге қолданады.
Оның негізідиффузия негіздік және лигерленген болаттар үшін қолданылады.Қыздыру температурасы балқу температурасына байланысты.Тн=0,8Тпл.
Ұстау уақыт ұзақтығы τ=8....20 сағат. |
|
|
|
|
|||
2.Қайыра кристалдану(рекристализация) жасытуды |
салқын |
деформациядан кейіп |
|||||
кедергіні азайту үшін қолданады. |
|
|
|
|
|
||
Қыздыру температурасы балқу температурасына байланысты Тн=0,4 Тпл |
|
||||||
3.Ыстық |
өңдеуден |
кейін |
кедергіні |
жою |
үшін |
жасыту |
қолданылады( |
құйма,дәнекерлеу,кесумен өңдеу,егерде жоғары |
дәлдік |
талап етілсе ).Қыздыру |
|||||
температурасы үлкен |
диапазонда болады: Тн=-160…700°С.Бұйымның |
ұзақтылығы |
|||||
көлеміне байланысты. |
|
|
|
|
|
|
|
Жасытудың екінші типі фазалық құрамын өзгеруіне негізделген.Қыздыру температурасы және ұстау уақыты керекті құрылымды өгеруді қамтамасыз етеді. Салқындату
75

жылдамдығы осындай бояу болу керек, кері диффузионды |
фазалық өзгерулер үлгеру |
||
үшін қажет. |
|
|
|
Дайындық операциясына |
құю, прокат жатады. Күйдіру |
қаттылығымен |
беріктігін |
төмендетеді орташа және |
жоғарғы коміртекті кесуін жақсартады. Дәнді ұсақтатып,ішкі |
||
кернеуін төмендетіп біртексіз құрылымын азайтып пластикалығы мен тұтқырлығын арттырады.
Қыздыру температурасына байланысты жасытуды бірнеше түрге бөледі:
1.Толық, қыздыру температурасы 30...50°С критикалық температурасынан жоғары А3
Тн= А3+ ( 30...50 ) °С
Осындай қыздыру температурада аустенит ұсақ дәнді, және суытқаннан кейін болат ұзақ дәнді құрылым түзеді.
2.Толық емес, қыздыру температурасы 30..50°С, критикалық температурасы жоғары Аì Тн= Аì+ ( 30...50)°С
Осындай қыздыру кезінде құрылымда екінші реттік цементит сақталады, жасыту нәтижесінде цементит сфералық форма құрайды.
Кейде толық емес жасыту эвтектоидқа дейінгі болаттар үшін қолданылады, егер құрылымның өзгеруін талап етілмесе (болат ұсақ дәнді ) кескіштігін жоғарлату үшін
қаттылығын төмендету қажет. |
|
3.Циклдік және маятниктік жасытуды қолданады, егер |
толық емес жасытуды өткізген |
соң цементит майысқақ болса. Бұл жағдайда қыздыру |
температурасынан жоғары Аì |
кейін 680°С дейін суыту керек және тағы (750...760 °С) қыздырып тағы салқындатамыз. Нәтижесінде дәнді цементит алынады.
4.Изотермиялық жасытуқажетті температураға дейін қыздырып , бұйымды тез суытады 50...100°С температураға дейн салқындатады қыздыру температурасының төмен (А1) , толық
аустенит пен перлит түзілгенше ұстайды, кейін қалыпты ауада салқындатады |
(13.5 |
|
сурет ). Нәтижесінде, біртекті құрылым алынады, себебі өзгеріс |
бірдей дәрежеде |
|
болғандықтан. Оңтайлы процестен уақыты азаяды. Лигерленген |
болаттар |
үшін |
қолданылады. |
|
|
Сур.13.5.Жасытудың изотермиялық режимы 5.Нормальдану-жасытудың түрлері.
Термиялық өңдеуде, бұйымды аустениттік күйге дейін қыздырып , 30...50°С А3 және Аст нуктелеринен жоғары келесі ауадағы салқындатумен
Тн=А3+ ( 30...50 ) °С және Тн=Аст + ( 30...50 )°С
Нормальдаудың нәтижесінде өте жұқа эвтектоидтың құрылымды қабат алынады (жұқа перлит және сорбит) ішкі кедергісі азаяды, сол сияқты т.б. өңдеулер өткізіледі. Жасытудан қарағанда қаттылығы мен берікті бірнеше жоғары болады.
Құрылымды жақсарту үшін нормальдауды жиі қолданылады. Кейде тіпті соңғы өңдеу ретінде пайдаланылады сортты прокатты дайындағанда. Төмен көміртекті болат үшін нормальдауды жасытудың орнына қолданады. Ал орташа көміртекті болат үшін нормальдау немесе жұмсаруды шынықтырудың орнына қолданылады.
Мұндай жағдайда механикалық қасиеттері төмен, бірақ бұйымдар өте аз деформацияға ұшырайды, және де жарықшақтар болмайды.
76

Бақылау сұрақтары:
1.Мартенсит дегеніміз не?
2.Мартенситтің перлитке түрленуі
3.Нормальдану дегеніміз не?
4.Жасыту түрлері
5.Жасыту қалай жүргіззіледі?
Глоссарий.
МартенситFe α енгізілген көміртегімен қаныққан қатты ерітінді
Жасыту - қаттылықты төмендетіп және пластикалығын және тұтқырлығын жоғарлата отырып тепе-тең ұсақ дәнді құрылым алады, және мүмкіндік береді.
14 Дәріс Шынықтыру мен жұмсартудың технологиялық ерекшеліктерімен
мүмкіндігі.
1.Шынықтыру
2.Шынықтыру әдістері
3.Жұмсарту
4.Жұмсартудың сынғыштығы
Шынықтыру
Конструкциялық болаттарды шынықтырумен жұмсартуды өткізеді, оның нәтижесінде қаттылығы мен төзімділігі артады, сонымен қатар жоғары пластикалығын алу үшін.
Эвтектоидтан кейінгі болаттың жоғары қыздыру температурасы шектеулі, олай болмаған жағдайда дәннің өсуіне әкеп соқтырады, оның нәтижесінде төзімділігімен және тез ыдырауға қарсылығы төмендейді.
Негізгі параметрлері болып қыздыру температурасы және салқындау жылдамдығы табылады. Қыздыру уақыты қыздыру құрамына байланысты болады, белгілі мәліметтерге сүйенсек ағыс мм-не электрлік пеште – 1,5...2 мин уақыт жұмсалады; жалынды пеште – 1 мин; тұзды ваннада – 0,5 мин;
Қыздыру температурасына байланысты шынығу түрін анықталады:
● толық, А3 критикалық нүктесінен жоғары 30... 500 қыздыру температурасы.
Эвтектоидқа дейінгі болат үшін қолданылады. Қыздыру және салқындату кезінде болаттың өзгерісін келесі схемада көрсетілген.
Толық емес шынықтыру эвтектоидқа дейінгі болат үшін қолданбайды,өйткені құрылысында жұмсақ феррит қалып қояды. Қыздыру және салқындату кезінде болат құрылысының өзгеруі схема бойынша жүреді:
●Толық емес , А1 критикалық нүктесінен жоғары 30... 500 қыздыру температурасында.
Тн=А1 +(30…50)˚С
Эвтектоидтан кейінгі болаттар үшін қолданылады.Қыздыру және салқындату кезінде болат құрылысының өзгерісі келесі схемада көрсетілген:
Эвтектоидтан кейінгі болаттарды шынықтыру алдында міндетті түрде түрде сфероидизациялық күйдіруді жүргізеді.
Керекті құрылысын алу үшін құралды әр түрлі жылдамдықпен салқындатады, соның нәтижесінде салқындату ортасы анықталады.
77
Салқындату режимі үлкен шынықтыру кернеуін төмендету үшін қажет. Жоғары салқындату жылдамдығымен шынықтыруда ішкі кернеу пайда болады, соның нәтижесінде сыну пайда болады.
Ішкі кернеу макроскопиялық дене бөлігін 1-ші типті кернеу деп атайды. Ол форманың өзгерісімен термоөндеу кезінде сызық түсуіне жауап береді. Кернеу пайда болу себебі:
-Салқындату кезіндегі температураның айырмашылығы. -Бұйымның бөліктерінде фазалық айналудың біркелкі жүруі.
Сызықтын пайда болуын алдын ала ескерту үшін жоғары кернеуді азайту қажет. Шынықтыру кезінде кернеу қыздыру температурасына әсер етеді. Қызып кетуы шынықтырудағы сызықтың пайда болуын қамтамасыз етеді, деформация жоғарылайды.
Салқындату режимі керекті шыныққан қабатты алу үшін қажет. Салқындату режимінің оптимальділігі: перлит облысындағы салқындаған аустениттің тарап кетпеуін қамтамасыз ету үшін А1-Mн интервалындағы температураның максималды салқындату жылдамдығы, және сызықтың пайда болуымен қалдық кернеуді төмендету үшін Мн-Мк температура интервалындағы мартенситтік айналудың минималды салқындау жылдамдығы.Өте жай салқындату мартенситтің бөлшектеп жіберуіне соқтыруы мүмкін және қалдық аустениттің мөлшерінің көбеюіне, сонымен қатар қаттылығының төмендеуіне
соқтыруы мүмкін.
Шынықтыру кезінде салқындату ортасы болып әртүрлі температурада суды, техникалық май, тұз қоспасы, балқыған металды қолданады.
Судың кемшілігі болып: мартенситтік айналу интервалындағы салқындаудың жоғары жылдамдығы шынықтыру дефектісіне әкеп соқтырады. Судың температурасының жоғарлаған сайын шынығу мүмкіншілігі төмендейді.
NaCl және NaOH сулы ерітіндісі 8...12%-тік тепе-тең салқындау мүмкіндігімен ерекшеленеді. Олар бір мезетте «булы көйлекті» бұзады, содан соң ғана көпіршікті қайнау тұрақты түрде салқындайды.
Ағынды салқындату кезінде ғана салқындау ерекшелігі жоғарылайды, мысалы беткі шынығы кезінде жоғары тұрақты аустенитті болатпен лигерлеу үшін минералды май (мұнай) қолданады.
Мартенситті температура интервалында орташа салқындату жылдамдығымен қамтамасыз етеді және шынықтыру мүмкіндігінің тұрақтылатады. Минерал майларының кемшілігі болып жанудың жоғарылауында, перлиттік айналу температура интервалындағы салқындау мүмкіндігінің төмен болуы, бағасының жоғары болуы. Салқындау ортасын таңдау кезінде болаттың шынықтыру мен өткізгіштігін ескеру қажет.
Шынықтыру – болаттың жоғары қаттылықты игеруінде.Шынықтыру құрамындағы көміртегі мөлшеріне байланысты. Болат құрамында 0,2% көміртегі болған жағдайда шынықтыру жүрмейді.
Өткізгіштік – белгілі бір терендікте жоғары қаттылығы бар мартенситті және троосто – мартенситтік құрылымды қабат алу мүмкіндігі, құрылымда бірдей көлемі бар.
Шыныққан зонасы бар терендік беттің ортанғы қабатына дейін қашықтықта қабылдайды. Шынықтырудың критикалық жылдамдығы аз болса, оның тесілгіштігі жоғары болады. Іріленген дәндер тесілгіштік қасиетін жоғарлатады. Егер суыту жылдамдығы бұйымның қақ ортасында критикалық болса, онда болат та тесілгіштік жанама болады.Аустенитте ерімейтін бөлшектер мен әртектілік тесілгіштік қасиетін бәсеңдейді. Тесілгіштіктің мінездемесі -критикалық диамерті болып табылады. Критикалық диамерт дегенімізмаксимальді қиылысу, берілген суытудағы тереңдік бойынша тесілгіштік, яғни бұйымның радиусына тең.
Легирлеуші элементтерді болатқа енгізгенде оның шынықтыру мен тесілгіштік қасиеті жоғарлайды.
Шынықтырудың тәсілдері
Бұйымның формасына, болат маркилеріне және комплекс керек қасиеттеріне қарай үшін әртүрлі суыту тәсілдерді қолданады (сур.14.1).
78

Сур.14.1.Шынықтыру режимы
1.Бір ортада суыту аймағындағы шынықтыру (VI)
Белгілі бір температураға дейін қыздырылған бұйымды суыту аймағына орналастырып
суытады. Суыту ортасының ретінде төмендегілер қолданылады: |
|
-Су- көміртекті болаттан жасалған ірі бұйым; |
|
-Май-құрамында легирлеуші элементтер мен көміртегі бар болаттың |
орташа және |
қарапайым жасалған бұйымдары үшін. |
|
Шынықтырудағы негізгі жетіспеушілігі-аса үлкен кернеудің болуы |
|
2.Екі сферадағы шынықтыру немесе үзілісті. (V2) |
|
|
|
Қыздырылған бұйымды қайтадан Т-3000С болатын тез суытатын су ортасында суытады, |
|||
содан кейін жұмсарған майлы ортаға орналастырады. |
|
|
|
Үзілісті |
шымдалу суытудың максимальді қасиетін |
қамтамасыз |
етеді.Құралдар |
шынықтырудың негізі ретінді қолданады. Жетіспеушілігі: |
бір ортадан |
екінші ортаға |
|
орналасуын айқындайдын жағдайында қиыншылық туғызады. |
|
|
|
3.Сатылы шынықтыру (V3)
Берілген температураға дейін қыздырылған бұйымды суыту ортасына орналастырып, Т= 30-500С Мн нүктесінен жоғары болатын жерде белгілі бір уақыт ұстап, температурлары тең болғанға дейін.Изотермиялық уақыт аустениттің төзімділік қаситеінен берілген температурада жоғары болмауы керек.
Суыту ортасының сапасы ретінде еріген тұздар мен металдар қолданады. Изотермиялық өңдеуден кейін бұйымды жоғары емес температурада суытады. Бұл қолдану негізінен орташа және ұсақ бұйымдарға арналған.
4.Изотермиялық шымдалу (V4)
Сатылы шынықтырудан негізгі айырмашылығы-оның төзімділік қасиеті Мн температурасында өтпелі айналымда болуы. Изотермиялық төзімділік аустениттің бейнитке айналуын қамтамасыз етеді. Өтпелі айналымда легирленген болат бейниттен басқа аустениттік құрамын сақтайды.Құрастырылған структурасы қаттылық, созылмалық, майысу қасиеттерін мінездейді. Бұған қоса деформациялық қасиеті шынықтыру қысымына, фазалық қысымына байланысты төмендейді.
Суыту ортасының сапасы ретінде еріген тұздар мен щелочтар қолданады. Болатты легирлегенде қолданады.
5. Шынықтыру өзімен-өзі жұмсарту мен бірге.
Қыздырылған бұйымдарды суыту ортасына орналастырып, жартылай суытады. Бұйымды алғаннан кейін, оның жоғарғы қабатын ішкі температурасы есебінен қайта қыздырады, бұл кезде өзімен-өзі жұмсарту түзіледі. Ол негізінен жоғары температураға ие болатын, созылмалы, өте қатты бұйымдар үшін қолданады(соғуға арналған құралдар-балғалар, тістемелер)
79

Жұмсарту
Жұмсарту соңғы термиялық өңдеу болып табылады.
Жұмсартудің мақсаты болып аққыштығымен және пластикалығын жоғарлату, қаттылығын төмендетіп және шынықтырылған болаттың ішкі кернеуін азайту болып табылады. Қыздыру температурасын жоғарылатқан сайын қаттылығы төмендейді, ал аққыштығымен пластикалығы жоғарылайды.Жұмсарту температурасын нақты бөлшектің төзімділігіне байланысты болады.
Жұмсарту үш түрге бөлінеді:
1.Төменгі жұмсарту Тн = 150...300˚С қыздыру температурасында.
Нәтижесінде бөліктеп шынықтырудың кернеуі алынады. Мартенситтік жұмсартудің құрылымы алынады.Инструменталды болаттар үшін; шымдалғаннан кейін жоғары тоқпен, цементациядан кейін.
2. Орташа жұмсарту Тн = З00...450°С қыздыру температурасымен.
Жақсы серпімділігімен және аққыштығымен жоғары қаттылығы бар 40…45 HRC троостит жұмсартудің құрылымын алады.Оларды пружина, рессор секілді бұйымдар үшін қолданылады.
3. Жоғары жұмсарту Тн= 450...650°С қыздыру температурасымен. Жоғары қаттылығы және соққы аққыштығы бар сорбит жұмсартудің құрылымын алады. Соққыға көп шыдамды машина тетіктері үшін қолданылады.
Шынықтыру мен жоғары жұмсарту термиялық өңдеу комплексін – жақсарту деп аталады.
Жұмсартудың сынғыштығы
Әдетте жұмсартудің температурасын жоғарылатқан сайын соққы аққыштығы жоғарылайды, ал салқындау жылдамдығы қасиетіне әсер етпейді. Бірақ кейбір болаттар үшін соққы тұтқырлығы азаяды. Бұл көрініс жұмсарту сынғыштығы деп аталады(сур.14.2).
Сур.14.2. Жұмсартудың температурасына соққы тұтқырлығының байланысы
Жұмсарту сынғыштығының I типі 3000С температурада жұмсарту облысында байқалады. Ол салқындау жылдамдығына тәуелді болмайды.
Бұл құбылыс мартенситтің айналу тұрақсыздығына байланысты. Дәннің ішкі көлеміне қарағанда дән шекарасына жақын маңда процесс тез жүреді. Шекарада кернеу концентрациясы байқалады, сондықтан шекарасы нәзік болып келеді. I типті жұмсартудің сынғыштығы қайтымсыз, ол дегеніміз бір детальді қайта қыздыру байқалмайды.
II типті жұмсарту сынғыштығының 450...6500С облысында жұмсартудан кейін салқындатылған легирленген болаттарда байқалады.
Жоғары жұмсарту кезінде дәннің шекараларында дисперсті карбидті қосылыстардын пайда болуы және бөлінуі жүреді.Шекараның зона легирлеуші элементтерді біріктіреді. Жайлап салқындату кезінде дәннің шекарасы үшін фосфордың диффузиясы жүреді. Шекаралық зона фосформен байытылады, төзімділігімен соққы тұтқырлығы төмендейді.
Бұл дефектінің жүруіне хром әсер етеді, марганец және фосфор.
80
II типті жұмсарту сынғыштығы қайтарымды, ол дегеніміз қайта қыздыру кезінде және баяау салқындату кезінде сол болаттарды қауіпті температура интервалында дефект қайталану мүмкін.
IIтипті жұмсарту сынғыштығы болаттарды, тез салқындату жүргізілмеген жағдайда 6500С қыздыру температура кезінде жұмысқа қолдануға болмайды,.
Бақылау сұрақтары:
1.Шынықтыру дегеніміз не?
2.Шынықтыру түрлері
3.Жұмсарту дегеніміз не?
4.Жұмсарту түрлері
5.Жүмсарту мен шынықтыру не үшін жүргізіледі?
Глоссарий
Шынықтыру – болаттың жоғары қаттылықты игеруінде.Шымдалу құрамындағы көміртегі мөлшері байланысты. Болат құрамында 0,2% көміртегі болған жағдайда шымдалу жүрмейді. Өткізгіштік – белгілі бір терендікте жоғары қаттылығы бар мартенситті және троосто – мартенситтік құрылымды қабат алу мүмкіндігі, құрылымда бірдей көлемі бар.
Цементендіру – болат детальдардың беткі қабатын көміртекпен диффузиялық қанықтыру процесі.
15 Дәріс Болаттарды химия-термиялық өңдеу: цементтендіру, азоттандыру,
нитроцементтендіру және диффузионды металлдандыру.
1.Болаттарды химия-термиялық өңдеу
2.Химия-термиялық өңдеу түрлерінің технологиясы мен тағайындалуы.
3.Цементтендіру.
4.Қатты карбюризаторда цементтендіру.
5.Газды цементтендіру.
6.Цементтендірілген қабаттың құрылымы.
7.Цементтендірілгеннен кейіндетальдарды термиялық өңдеу
8.Азоттандыру.
9.Цианирлеу және нитроцементтендіру.
10.Диффузионды металлдандыру..
Болаттарды химия-термиялық өңдеу
Химиятермиялық өңдеу дегеніміз - детальдардың беткі қабаттарының қасиеттерін, микроқұрылымын және химиялық құрамының өзгеру үрдісі.
Беткі қабаттарының химиялық құрамының өзгеруі олардың сыртқы ортамен (қатты, сұйық, газ, плазма) қарым-қатынасы нәтижесінде қыздырыда іске асады.
Беткі қабаттарының химиялық құрамының өзгеруі нәтижесінде оның фазалық құрамы мен микроқұрылымы өзгереді.
Химиятермиялық өңдеудің негізгі параметрі болып қыздыру темепературасы мен төзімділік ұзақтығы.
Химиятермиялық өңдеу түрлерінің негізінде диссоциация, адсорбция, диффузия үрдістері жатады.
Диссоциацияхимиялық реакция және булану нәтижесінде белсендірілген атомарды жағдайдағы аса қаныққан элементтің алынуы.
Мысалы
2NH3 → 2N + 3H2 или СН2→ С + 2Н2
Адсорбция - яғни бұйымға берілетін атомдардың металдық бетке «жабысуы». Адсорбция экзотермиялық үрдіс, металдың бетіндегі атомдардың еркін байланыстарының сыртқа қарай бағытталғандығымен түсіндіріледі, бұл жағдай металдың беткі энергиясын арттырады.
81
Диффузия – адсорбталған атомдардың бұйым түбіне ауысуы.
Адсорбция және диффузия үрдістерінің қабылдануы үшін аса қаныққан ерітінді негізгі металмен әсерлесіп, қатты ерітінді және химиялық қосылыс құрау керек.
Химия-термиялық өңдеу бұйым бетінің мықтылығының негізгі түрі болып табылады. Химиятермиялық өңдеудің негізгі түрлері болып табылады:
-Цементтендіру (беткі қабаттың көміртегімен қанығуы) -Азоттандыру (беткі қабаттың азотпен қанығуы)
-Нитроцементтелу және цианерлену (беткі қабаттың бір уақытта көміртегімен де, азотпен де қанығуы)
-Диффузионды металдандыру (беткі қабаттың әртүрлі металдармен қанығуы)
Химия-термиялық өңдеу түрлерінің технологиясы мен тағайындалуы
Цементтендіру.
Цементтендіру - болат детальдардың беткі қабатын 900...950 0С температураға дейін көміртекпен диффузиялык қанықтыру үрдісі. Көміртегі мөлшері төмен болаттар ғана цементтендіріледі. (0,25 % дейін).
Бұйымдардың қыздырылуы көміртегін жеңіл беретін ортада жүреді. Өңдеу режимдері таңдалынып, беткі қабатты белгілі бір тереңдікке дейін көміртегімен қанықтырады. Цементтендірілу тереңдігі құрылысында феррит пен перлит көлемдері бірдей болатын бұйымның беткі қабатынан орта зонаға дейінгі ара қашықтықтығы.
Цементтендірілу дәрежесі – беткі қабаттағы көміртегінің орташа мөлшерде болуы (әдетте шамамен 1,2 %).
Көміртегі мөлшерінің жоғары болуы екінші цементит санының пайда болуына және жоғары морт сынғыштыққа алып келеді. Тәжірибе кезінде цементтендіруді қатты және газды карбюризаторда қолданады.Цементтендірілмеген бұйым беті алдын-ала мыс немесе сазбен (электролиттік әдіспен) қапталады.
Қатты карбюризаторда цементтендіру.
Толықтай дайын емес бұйымдарды темір жәщіктерге салып, қатты карбюризатормен жабады.10-40% мөлшерде BaCO3, Na2CO3 көмірқышқыл тұздарымен қосылған ағаш көмір қолданылады. Жабық жәшіктерді пешке салып, 930-9500С температурада ұстайды. Оттегі әсерінен көмір толық жанбай СО көміртек оксиді пайда болады, реакциясы нәтижесінде атомарды көміртек бөлініп шығады. 2СО→СО2 + Сат Пайда болған көміртек атомдары бұым бетімен адсорбцияланып, металл түбіне диффузияланады.
Бұл әдістің кемшіліктері:
-Уақыттың көп жұмсалуы (0,1мм тереңдікте цементтендіру үшін 1 сағат уақыт жұмсалады) -Үрдістің өнімділігі төмен
Газбен цементтендіру.
Бұл үрдіс газбен толтырылған герметикалық камерасы бар пештерде іске асады.Көміртекқұрамды газдар активті газдар болып табылатын газ-тасығыш, көміртегі оксиді, метан және басқа да көмірсутек құрайтын азот, сутегі, су буынан тұрады.
Цементтендіру тереңдіг төзімділік ұзақтығы мен қыздыру температурасымен анықталады. Әдістің артықшылығы:
-қабаттағы көміртегінің белгілі бір концентрациясын алу мүмкіндігі (құрайтын газдардың қатынасын өзгерту арқылы көміртегі мөлшерін қадағалауға болады)
-жай термиялық өңдеу әсерінен үрдістің ұзақтығының қысқаруы -үрдістің толық механикаландырылуы мен автоматтандырылуы Бұл әдіс өнімді жаппай немесе көп сериялыөндірісте қолданылады.
Цементтендірілген қабаттың құрылысы.
Цементтендірілген қабаттың құрылысы 15,1 суретте көрсетілген.
82