

45. Фрезы. Классификация. Насадные фрезы, их основные разновидности и параметры.
По способу крепления на шпинделе станка фрезы делят на насадные и концевые. Насадная фреза имеет посадочное отверстие, а концевая – хвостовик для крепления в патроне.
По технологическому признаку различают фрезы для получения плоских и профильных (фасонных) поверхностей.
По конструктивному исполнению фрезы подразделяют на цельные, составные, сборные и комбинированные.
По материалу, из которого сделаны фрезы, их делят на три группы: фрезы цельные из инструментальных сталей, фрезы, оснащенные пластинками из инструментальных сталей, и фрезы, оснащенные пластинками из твердого сплава.
Насадные фрезы центральным отверстием насаживаются на рабочий шпиндель станка.
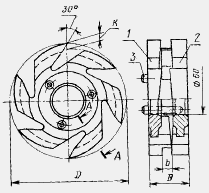
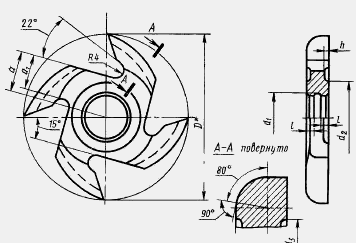
Цельные фрезы (рис. 5) изготавливают из одной заготовки легированной стали, например, Х6ВФ, HRCэ=56...60, поэтому они характеризуются высокой точностью и хорошей уравновешенностью, что позволяет эксплуатировать их при высокой частоте вращения шпинделя. Целесообразно применять такие фрезы для массовой обработки нормализованных профилей деталей. Цельные фрезы бывают затылованные (с кривой задней поверхностью зубьев) и незатылованные (с прямой задней гранью). Преимущество затылованных фрез – неизменность профиля обработки и углов резания с уменьшением диаметра фрезы в результате заточек. Зубья цельных фрез могут оснащаться пластинками из твердого сплава, закаленных инструментальных сталей или алмаза.

а б
в
Рис. 5. Фрезы цельные насадные:
а, б – с затылованными зубьями для обработки соответственно пазов и гребней;
в – затылованные радиусные
46. Подготовка фрез к работе: заточка, балансировка, установка на рабочие шпиндели.
Балансирование фрез. Различают два вида балансирования-статическое и динамическое. Насадные фрезы обычно балансируют статически, т. е. без вращения фрезы с рабочей скоростью. Неуравновешенность фрезы, насаженной на оправку, выявляют на призматических параллелях прибора ПБ (максимальный диаметр фрезы 400 мм); более тяжелая часть фрезы оказывается внизу. Проверку делают 3–4 раза. Величину неуравновешенности (дисбаланс) устанавливают, прикрепляя к легкой части фрезы грузики (например, кусочки пластилина). Добившись уравновешенности, грузики взвешивают. Произведение добавочной массы на радиус ее прикрепления дает величину дисбаланса (г∙см). Для фрез диаметром 120–180 мм дисбаланс допускается до 3–5 г∙см. Фрезу уравновешивают удалением (стачиванием, высверливанием) металла с тяжелой ее части в нерабочей зоне.
Простейшее устройство для статической балансировки включает две призмы 1 (рис. 94), выставленные строго горизонтально. На них устанавливается цапфами 2 оправка с балансируемым инструментом 3.

Рис. 94. Балансировочное устройство
Динамическая балансировка осуществляется на специальных станках. Она позволяет с высокой точностью (остаточная неуравновешенность не более 1 г∙см) уравновесить не только силы, но и моменты. Это особенно важно для инструментов, имеющих большую длину. Балансирование выполняют на станке ДБ-10.
Заточка фрез. При заточке должны обеспечиваться неизменность профиля обработки, углов резания и равенство радиусов одноименных зубьев. Насадные цельные и составные затылованные фрезы затачивают по передней грани с сохранением величины переднего угла γ (рис. 24.1, а, е). Для этого ось фрезы должна быть смещена относительно рабочей плоскости шлифовального круга на расстояние Н1 = Rsinγ, где R – радиус фрезы.
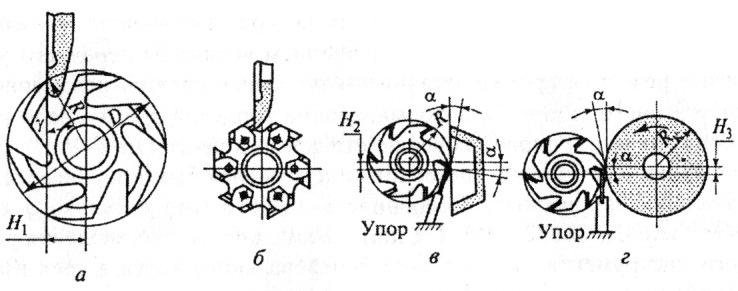
Рис. 24.1. Заточка фрез: а – цельной затылованной по передней грани; б – сборной незатылованной по передней грани; в – цельной незатылованной по задней грани чашечным кругом; г – цельной незатылованной по задней грани плоским кругом большого диаметра;
Насадные цельные и сборные незатылованные фрезы (с прямым затылком зубьев) затачивают по передней и задней граням. Переднюю грань затачивают так же, как и переднюю грань затылованных фрез (рис. 24.1, б, д, ж). Заточка задней грани должна обеспечить неизменность заднего угла а. Для этого при чашечном шлифовальном круге (рис. 24.1, в) зуб фрезы должен быть установлен вершиной ниже ее оси на величину Н2= Rsinα. При отсутствии чашечного круга допускается заточка плоским кругом большого диаметра (рис. 24.1, г). Тогда ось круга с радиусом Rк должна быть расположена выше оси фрезы на расстояние Н3= Rкsinα.
Боковые режущие кромки концевых фрез затачивают по передней грани (с внутренней стороны) с сохранением величины переднего угла γ. Торцевые режущие кромки затачивают по задней грани с неизменной величиной заднего угла а. При формировании торцевой кромки надо учитывать поднутрение торцовой поверхности фрезы к центру на 1-2°.
Станки для заточки фрезерного инструмента бывают универсальные или специализированные. Особенность любого универсального станка (ЗА64М, ЗА64Д, ЗБ642, ЗВ642 и др.) – возможность перемещения затачиваемого инструмента относительно шлифовального круга в трех взаимно перпендикулярных направлениях.
Группу специализированных станков составляют: заточной станок ТчФ для цельных насадных фрез, заточной полуавтомат ТчФА для тех же инструментов, полуавтомат ТчФТ для твердосплавных насадных фрез, заточной станок ТчФК для концевых фрез и фрезерных цепочек (табл. 24.1).
Наиболее простой способ – непосредственная установка фрезы на шпинделе с зажимом ее гайкой. Направление резьбы должно быть противоположно направлению вращения шпинделя.
При непосредственной посадке на шпиндель (рис. 6, а) фреза 3 упирается в буртик шпинделя 1 и зажимается гайкой 5. Для изменения положения фрезы по высоте используют простановочные кольца 2, прокладки или шайбы 4.
Если диаметр посадочного отверстия больше диаметра шпинделя, применяют посадку на шпиндель через втулку (рис. 6, б). Фрезу сначала закрепляют на втулке 1 гайкой 2, а затем втулку устанавливают на шпиндель и крепят затяжной гайкой.
В случае, когда шпиндель не имеет резьбы для крепления фрезы, используют цанговую оправку (рис. 6, в). Оправка имеет внутреннюю конусную разрезную 1 и наружную 2 втулки. Фрезу устанавливают на наружную втулку и крепят гайкой. Затем оправку с инструментом устанавливают на шпиндель и закрепляют, вращая верхнюю затяжную гайку. При этом наружная втулка смещается по внутренней конической, в результате чего разрезная ее часть плотно охватывает шпиндель.
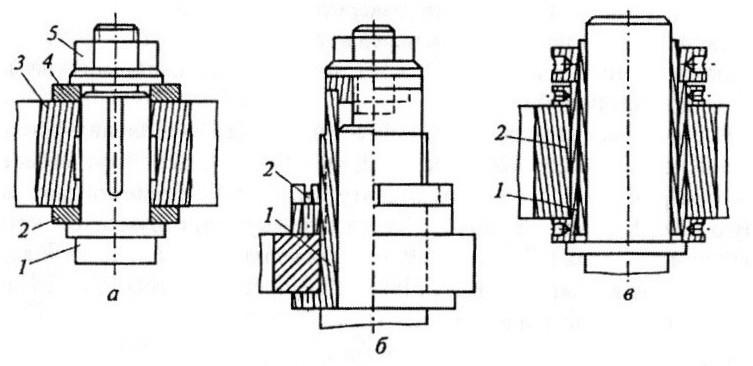
Рис. 6. Крепление фрезерного инструмента на шпинделе станка:
а – непосредственной посадкой; б – посадкой через переходную втулку;
в – цанговой оправкой;
Точность и качество подготовки фрез определяются соответствием их требованиям, установленным стандартами. Допускаются следующие предельные отклонения параметров фрез (норматив в числителе для фрез насадных, в знаменателе – для концевых).
Радиальное биение зубьев, мм, не более 0,05/–
Торцовое биение боковых поверхностей зубьев на сторону, мм 0,04/–
Продольный изгиб, мм –/0,05
Отклонения контурных действительных углов резания от
номинальных, град, для лезвий: торцовых –/0,05
боковых ± 1/± 1
Отклонения углов поднутрения и косой боковой обточки при
затыловании от номинальных, град ±0,5/–
Шероховатость заточенных передних задних и
боковых поверхностей зубьев Ra, мкм, не более 1,25/1,2