

Прессы для вытяжки полуфабрикатов гильз и пульных оболочек
..doc
Балтийский Государственный Технический Университет
им. Д.Ф. Устинова «ВОЕНМЕХ»
Факультет: Оружия и систем вооружения
Кафедра: Высокоэнергетические устройства автоматических систем
Прессы для вытяжки полуфабрикатов гильз и пульных оболочек.
Выполнил: Липатов А.В.
Хабарин Г. А.
Группа: Е482
Проверил: Лобов В.А.
Санкт-Петербург
2012г.
Содержание
1.Процесс вытяжки. Основные понятия…………………………………….3
2.Особенности прессов для вытяжки и их классификация…………………………….…………………………….
3. Кинематическая схема кривошипно-шарнирных прессов моделей В71,КШ300,КШ425 и фирмы «Губерт»…………………..
Список использованной литературы……………………..
1.Процесс вытяжки. Основные понятия
Вытяжка – процесс формоизменяющей штамповки. Подразделяется на два вида: вытяжка с утонением и без неё.
Вытяжка без утонения - процесс формообразования полой детали из листовой плоской или предварительно отштампованной полой заготовки путем уменьшения их поперечных размеров и увеличении высоты при приложении к стенкам деформируемой заготовки тянущих усилий при протягивании через матрицу, но без принудительного обусловленного её утонения. Технологическая схема приведена на рисунке 1а.
Вытяжка с утонением – вытяжка из исходной полой заготовки с принудительным обусловленным уменьшением её толщины за счет создания гарантированного , калибрующего толщину стенки зазора. Технологическая схема процесса приведена на рисунке 1б. В патронном производстве этот процесс используется для изготовления гильз.
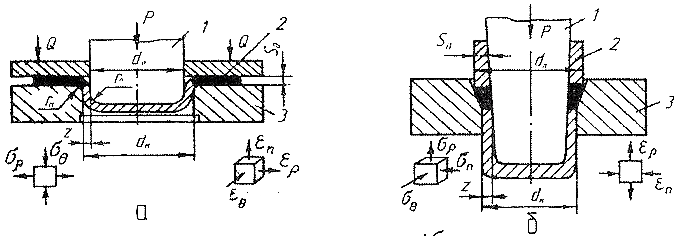
Рис.1
Технологические схемы процесса вытяжки
а - с утонением стенки; б – без утонения стенки.
2.Особенности прессов для вытяжки и их классфикация
В настоящей работе рассмотрены прессы для вытяжки полуфабрикатов гильз и пульных оболочек. Существует две категории кривошипных прессов: прессы для вытяжки полуфабрикатов гильз и пульных оболочек калибра от 5,45 до 14,5 мм и прессы для вытяжки гильз крупного калибра от 12,7 до 14,5 мм. В данной работе особое внимание уделено кривошипно-шарнирным прессам для вытяжки крупных гильз.
Прессы для вытяжки обеспечивают:
-
плавность рабочего хода и ускоренный холостой ход ползуна;
-
плавность включения рабочего вала при большом числе ходов ползуна;
-
наличие длинных направляющих с регулировкой зазоров для выбирания износа;
-
безопасность работы, удобство обслуживания, быстроту установки и смену инструмента;
-
наличие автоматического питания;
-
центрирование рабочего инструмента независимо от ползуна;
-
блокировка муфты и тормоза;
-
централизованная смазка и подача эмульсии.
Для вытяжки применяются вертикальные и горизонтальные кривошипные прессы простого действия отечественных и иностранных фирм. Горизонтальное исполнение прессов затрудняет применение штампов с независимым направлением инструмента и увеличивает занимаемую площадь.
По типу исполнительного механизма прессы делятся:
1. Кривошипно-шатунные прессы. Эти прессы наиболее просты по конструкции. К недостатку таких прессов можно отнести неравномерное синусоидальное изменение скорости рабочего инструмента, недостаточно благоприятное для операции вытяжки, необходимость наличия специальных приспособлений для регулировки величины хода ползуна (изменение эксцентриситета), относительно небольшой ход ползуна. Применяются, как правило, для вытяжки только мелких гильз, не требующих больших усилий.
2. Кривошипно-коленные прессы. Скорость рабочего инструмента этих прессов также неравномерна. При больших усилиях, развиваемых прессом на ползуне и быстро возрастающих к концу рабочего хода, рабочий вал остается многократно разгруженным, что позволяет иметь облегченную конструкцию коленчатого вала и применять пресс для вытяжки крупных изделий с большими усилиями деформирования.
3. Кривошипно-шарнирные прессы. Имеют плавно-замедленный рабочий ход с почти равномерной скоростью и ускоренный возвратный холостой ход.
Радиусы кривошипов вала малы по сравнению с относительно большой величиной рабочего хода, регулировка которого так же, как и характера изменения рабочей скорости, производится изменением взаимного положения кривошипов посредством различного положения зубьев шестерен кривошипных валов. Кривошипно-шарнирные прессы применяются для вытяжки гильз крупного калибра.
Способы подачи заготовок под рабочий инструмент зависят от способов вытяжки. Наибольшее распространение получил способ вытяжки на однооперационных прессах с одним или несколькими пуансонами с параллельной их работой. При вытяжке на однооперационных прессах существуют следующие способы подачи заготовок под рабочий инструмент.
Подача по лотку — полуфабрикат укладывается на изогнутый и повернутый на 90° вокруг своей оси лоток, по которому под собственным весом поступает под рабочий инструмент.
Подача револьверным кругом при вытяжке гильз крупного калибра. Эта подача позволяет применять ручное и автоматическое питание и может осуществляться при работе на многопозиционных прессах.
Шиберная подача является наиболее распространенным типом подачи у вытяжных прессов и позволяет применять ручное и автоматическое питание от автоматических бункерных загрузочно-ориентирующих устройств. Наиболее часто применяется подача шибером в дорожке, которая обеспечивает малый шаг подачи заготовки.
Вертикальные прессы в зависимости от размеров полуфабриката требуемой точности и необходимой мощности имеют от одного до четырех комплектов рабочего инструмента.
Для вытяжки пульных оболочек применяются вертикальные однопуансонные и многопуансонные вытяжные прессы простого действия. Вертикальные многопуансоные прессы производят одноименные вытяжки по принципу параллельной концентрации, а горизонтальные многопуансонные -по принципу последовательной концентрации операций (т.е. все вытяжки, необходимые для получения оболочки, производятся только на одном прессе). Применяемое оборудование, средства механизации и автоматизации подачи так же, как и сам процесс вытяжки пули аналогичны оборудованию и процессу вытяжки гильз.
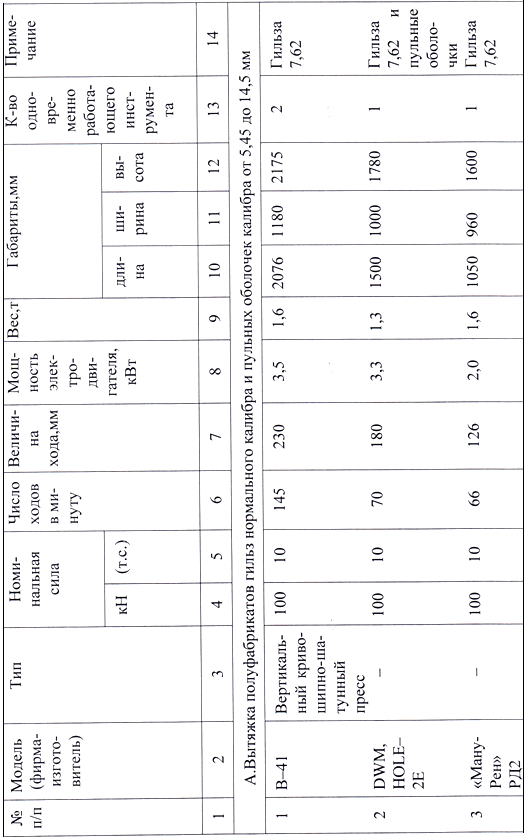
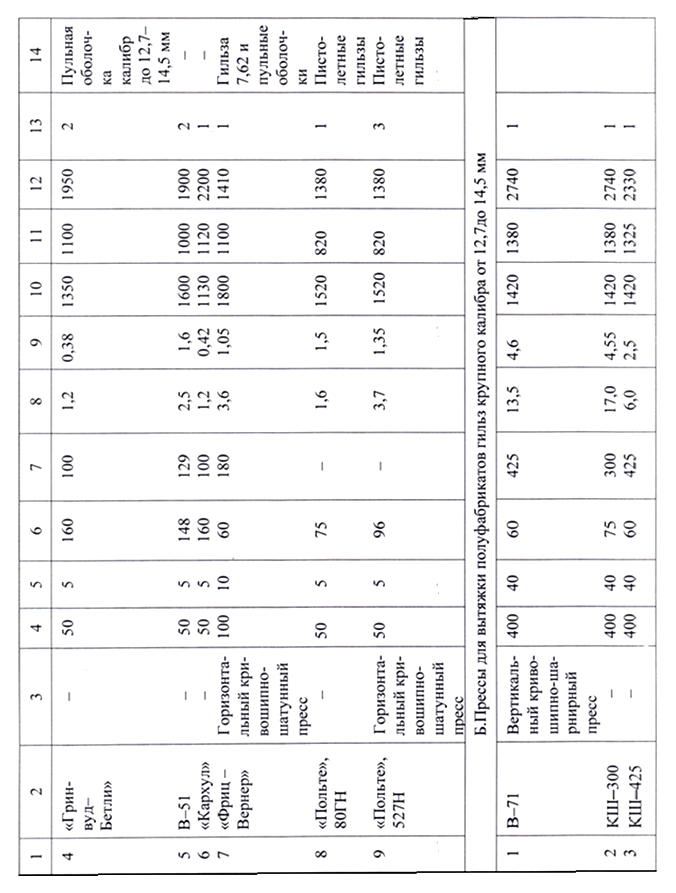
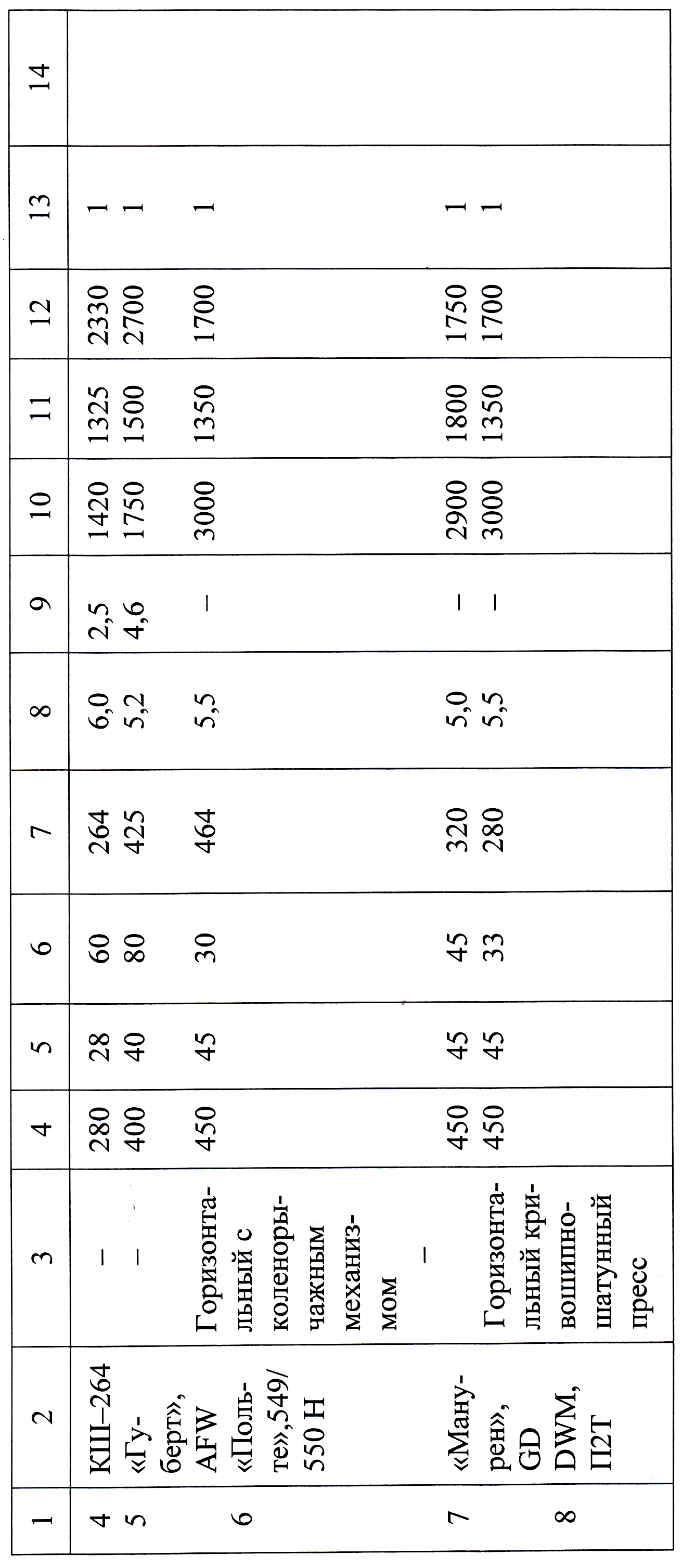
Основные технические данные кривошипных прессов, применяемых для вытяжки гильз и пульных оболочек, приведены в таблице 1.
3. Кинематическая схема кривошипно-шарнирных прессов моделей В - 71, КШ - 300, КШ - 425 и фирмы «Губерт»
В соответствии с приведенной таблицей 1 на рисунке 2 показана кинематическая схема кривошипно-шарнирных прессов отечественного изготовления моделей В-71, КШ-300, КШ-425 и фирмы «Губерт». От приводного электродвигателя 1 посредством зубчатой передачи (рисунок 2) получает вращение маховик 2 со встроенной в него муфтой включения. Включение пресса на рабочий ход производится рукояткой 6, оттормаживающей ленточный тормоз 3 и включающей фрикционную муфту. Кривошипы 4 двух коленчатых валов 5 (первый и второй сверху) соединяются в общей шарнирной точке, которая соединена общим шатуном 7 с ползуном 8, несущим вытяжной пуансон. Пресс снабжен маслонасосом 9. Подача полуфабриката к рабочему инструменту может производиться от шиберного питателя и бункерного автомата питания.
Изображение кривошипно-шарнирного пресса моделей В-71, КШ-300, КШ-425 представлено на рисунке 2.
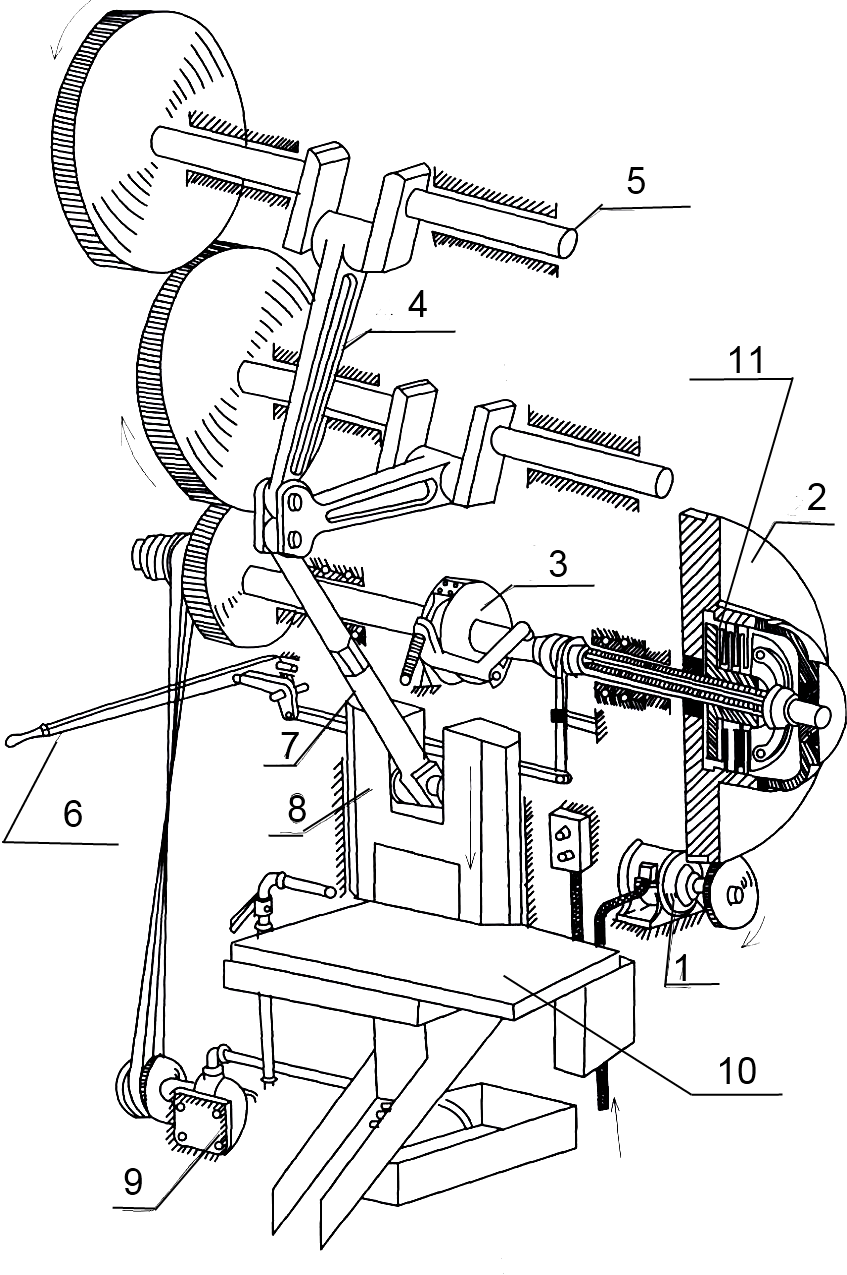
Рисунок 2 - Кинематическая схема кривошипно-шарнирного пресса моделей В - 371,КШ - 300,
КШ - 425: 1 - приводной электродвигатель, 2 - маховик, 3 - ленточный тормоз, 4 - кривошипы, 5 -коленчатые валы, 6 - рукоятка, 7 - шатун, 8 - ползун, 9 – маслонасос, 10 – стол, 11- муфта - тормоз.
Список использованной литературы
1. Производство патронов стрелкового оружия: Справочник / Под ред. Н.П. Агеева; ЦНИИ информации. Ч. III, 1974. 507с.
2. Прейс В.Ф., Кошкин Л.Н., Прейс В.В. Оборудование производства изделий. М., ЦНИИ информации, 1978. 232 с.