

Структура сварного шва
Цель работы: ознакомиться с металлографическими методами исследования структуры сварных соединений.
Оснащение рабочего места
Комплекты макро- и микрошлифов сварных швов --------3...5 шт.
Металлографические микроскопы-----------------------------3...5 шт.
Образцы сварных соединений для измерения твердости --3...4 шт.
Твердомеры ТК2 ----------------------------------------------------- 2шт.
Плакаты: «Металлургические процессы дуговой сварки»,
«Кристаллизация и строение сварного соединения»,
«Швы сварных соединений»,
«Металлография сварных соединений»,
«Структура сварного шва низкоуглеродистой стали».
Основные положения
Сварной шов при сварке плавлением образуется в месте соединения металлических заготовок в результате сплавления присадочного материала со свариваемым. В получаемых сварных соединениях можно выделить три зоны, отличающиеся друг от друга структурным строением: зона наплавленного металла (шов) - I, зона термического влияния (околошовная) - II, зона основного металла - III. Структура и свойства металла последней зоны в процессе сварки не изменяются. Металл же шва и околошовной зоны претерпевает фазовые превращения вследствие нагрева и последующего охлаждения. Следовательно, качество сварного соединения в основном определяется свойствами металла этих двух зон.
Строение металла сварных соединений можно выяснить при рассмотрении макро- и микроструктуры.
Макроструктурный анализ - распространенный метод предварительной оценки качества сварных соединений, выполненных различными видами сварки. Макроструктура изучается на поверхности макрошлифа визуально (глазами)или при небольших увеличениях (до 30 раз). Темплеты (образцы) макрошлифов вырезают т.о., чтобы на них вместились все основные зоны (I, II, III). Макроанализ сварных соединений позволяет выявить:
форму и размеры шва;
направленность, рост и размеры кристаллитов шва;
площадь и форму провара основного металла;
размеры и форму околошовной зоны;
наличие дефектов (поры, непровар, шлаковые включения, трещины).
При исследовании сварных швов первые усредненные значения твердости обычно получают на приборе Роквелла, одно из достоинств которого - экспрессность. Выбор шкалы метода зависит от химсостава и термообработки свариваемых металлов. Более точные значения твердости по зонам сварного соединения можно получить методом Виккерса. Данные макроанализа и результаты измерения твердости характерных участков сварного соединения составляют предварительную оценку его качества.
Изучение микроструктуры начинают с рассмотрения микрошлифа под микроскопом до травления. Это позволяет выявить микродефекты: поры, трещины, неметаллические включения.
Рассмотрим микроструктуру на примере сварного соединения малоуглеродистой стали – (рис.1).
Зона наплавленного металла (I) представляет собой перемешанный в жидком состоянии материал электрода или присадочной проволоки с основным металлом (на долю основного металла приходится до 10% при ручной дуговой сварке и до 50% при автоматической сварке под флюсом). Наплавленный металл имеет ярко выраженную столбчатую (дендритную) структуру литой стали.
К наплавленному металлу прилегает II зона - околошовная или зона термического влияния (з.т.в.). При сварке металл этой зоны подвергался быстрому нагреву и последующему быстрому охлаждению. Температура нагрева максимальна непосредственно около шва и постепенно убывает по мере удаления от него. Охлаждение происходит в основном за счет отвода тепла в массу холодного основного металла. В результате изменяется структура и, соответственно, свойства металла данной зоны, и в ней можно выделить несколько участков, отличающихся между собой формой и строением зерна, что вызвано температурой нагрева в пределах 1500 - 450 С. Непосредственно к шву прилегает участок неполного расплавления (1) небольшой ширины 0,1...0,4 мм, являющийся переходным от наплавленного металла к основному. При сварке металл этого участка нагревался до температур, лежащих между линиями солидуса и ликвидуса и находился в твердо -жидком состоянии. Именно на этом участке и происходит собственно сварка, т.е. формирование кристаллитов шва на частично оплавленных зернах основного металла. По своему составу и структуре он отличается от соседнего участка основного металла, т.к. за время контакта жидкой и твердой фаз в нем протекают диффузионные процессы и развивается химическая неоднородность (отмечается скопление примесей), наблюдается интенсивный рост зерна, поэтому этот участок является наиболее слабым местом сварного соединения с пониженной прочностью и пластичностью.
За участком неполного расплавления располагается участок перегрева (2), металл которого нагревался до температур значительно выше т. Ас3 (1400 -1100 С), и поэтому имеет крупнозернистое строение (видманштеттова структура), что ведет к снижению механических свойств, и особенно, ударной вязкости и пластичности. Ширина участка 3...4 мм. По мере удаления от шва степень перегрева снижается и зерно стали становится менее крупным.
К участку перегрева примыкает участок нормализации (3), в котором температура нагрева металла (900...1000С) и скорость его охлаждения соответствуют режиму нормализации, сопровождающейся измельчением зерна.
Р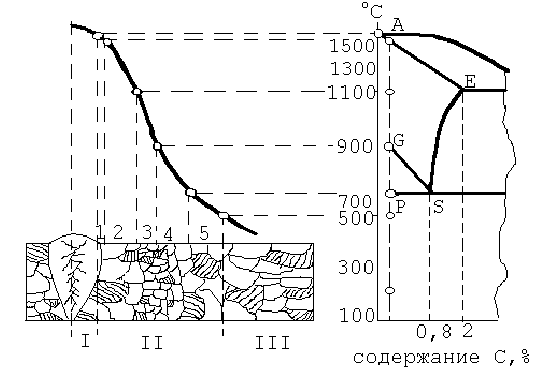 ис.
1. Распределение температур по сечению
сварного соединения и участки зоны
термического влияния:I- зона наплавленного металла;II– зона термического влияния;III– зона основного металла; 1 – участок
неполного расплавления; 2 – участок
перегрева; 3 – участок нормализации; 4
– участок неполной перекристаллизации;
5 – участок рекристаллизации.
ис.
1. Распределение температур по сечению
сварного соединения и участки зоны
термического влияния:I- зона наплавленного металла;II– зона термического влияния;III– зона основного металла; 1 – участок
неполного расплавления; 2 – участок
перегрева; 3 – участок нормализации; 4
– участок неполной перекристаллизации;
5 – участок рекристаллизации.
Ширина участка 1...4 мм. Сталь на этом участке имеет повышенные механические свойства.
Следующий участок (4) - неполной перекристаллизации. Здесь металл нагревался до температур, между т. Ас1 и т. Ас3 (725-900С), поэтому и имеет неоднородную структуру, состоящую из мелких перекристаллизовавшихся зерен перлита и феррита и крупных зерен феррита, не прошедших перекристаллизацию из-за недостаточной теплоты, полученной металлом при нагреве. Неравномерное кристаллическое строение вызывает понижение механических свойств.
Последним участком з.т.в. считается участок рекристаллизации (5), металл которого нагревался выше температуры рекристаллизации, по ниже т. Ас1 (450...725С). Ширина участка 0,5...1,5 мм. На этом участке происходит восстановление формы и размеров деформированных зерен металла, ранее подвергнутого холодной обработке давлением. При сварке горячекатаного металла на данном участке отличий по структуре и свойствам с основным металлом нет. Т.е. размеры з.т.в. зависят не только от температуры нагрева, но и от предшествующей обработки свариваемых металлов.
З.т.в. свойственна сварным соединениям любых металлов и сплавов. Величина з.т.в. и структура зависят от скорости сварки, величины сварочного тока и способа сварки. Например, при ручной сварке качественными электродами с толстым покрытием з.т.в. - 5...7 мм, при автоматической сварке под флюсом сталей большой толщины - 8...10 мм, а малой - 0,5...1 мм; при газовой сварке до 20...25 мм.
Сварные соединения из сталей, склонных к закалке (среднеуглеродистые, легированные), имеют з.т.в. с участками полной и неполной закалки, отпуска. На участках полной и неполной закалки возникают высокие напряжения, которые могут привести к образованию трещин, поэтому соединения из таких сталей перед сваркой необходимо подогревать, а после сварки - подвергать термообработке.
III зона - основной металл - при понижении температуры ниже 450С изменений в структуре основного металла не наблюдается.
Но при сварке низкоуглеродистых сталей с повышенным содержанием кислорода, водорода, азота (более 0,005 %) на участке, нагретом до 400С (участок синеломкости), отмечается снижение пластичности и вязкости, вызываемое старением металла, и вышеназванные стали на этом участке имеют повышенную склонность к образованию трещин.