

Лекция 2. Элементы теории напряжений и деформаций
2.1. Связь между деформацией и напряжением
Под воздействием внешних сил все твердые тела изменяют свои размеры и форму. Происшедшие изменения, как известно, называют деформацией. Деформация представляет собой совокупность трех процессов – упругой деформации, пластической деформации и разрушения, которые в каждом из рассматриваемых объемов совершаются последовательно. Однако в силу вероятностного характера свойств различных микрообъемов эти процессы в деформируемом металле могут идти параллельно. Например, в образце разрушение происходит в наиболее слабом звене, в то время как в других частях может происходить только упругая деформация.
В процессе упругой деформации тело накапливает потенциальную энергию, которая при снятии нагрузки расходуется на восстановление размеров и формы тела. Многократные силовые воздействия на металл, приводящие к упругой деформации, после окончания их действия не приводят к изменению размеров и формы тела.
Если внешние воздействия превосходят некоторый предел, характерный для каждого металла, то после окончания их действия размеры и формы тела не возвращаются в исходное состояние. Деформация становится необратимой. Видов необратимой деформации два – пластическая и вязкая. Пластическая деформация возможна при любых условиях воздействия внешних сил, тогда как вязкая наблюдается лишь при высоких температурах, когда выполняется условие Тд ≥ Тпл, а скорость деформации невелика (Тд – температура деформации, К; Тпл – температура плавления, К).
Чтобы понять сущность процессов, происходящих в металле во время деформации, необходимо иметь представление о тех изменениях состояния, которое дает наложение внешних сил.
Рассмотрим сплошное однородное изотропное тело произвольной формы. Закрепим его в пространстве xyz, рассечем плоскостью на две части, одну из них отбросим, а направление секущей плоскости будем характеризовать нормалью п.
Пусть dP – равнодействующая всех сил, действующая на элементарной площадке dF, выделенной в плоскости сечения на рис. 2.1. Тогда:
р= dP/dF (2.1)
полное напряжение на данной площадке dF.
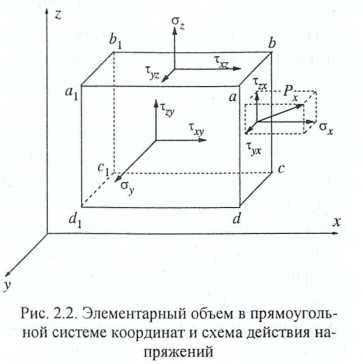
Напряжения в теле характеризуют обычно проекциями р на координатные оси. Для прямоугольной системы координат эти проекции показаны на рис. 2.2. На площадке abсd, перпендикулярной к оси х, действуют напряжения σx, τyx, τzx Направление напряжения σx ┴ abсd, поэтому его называют нормальным, а напряжения τyx, τzx ориентированные вдоль abсd и действующие соответственно вдоль осей x и z называют касательными. Всего на кубик металла, изображенный на рис. 2.2, действуют три нормальных напряжения σx, σy, σz и шесть касательных τxy, τxz, τyx, τyz, τzx, τzy.
Совокупность этих девяти величин носит название тензора напряжений и записывается в виде:
 (2.2)
(2.2)
Индекс при букве σ обозначает направление нормальных напряжений. Первый знак индекса при букве τ указывает на направление касательных напряжений, а второй знак – на направление нормалей к соответствующим плоскостям рассматриваемого элементарного объема.
Если уменьшить объем куба, представленного на рис. 2.2, до размеров точки, то в этом случае тензор напряжений (2.2) будет отражать напряженное состояние в данной точке. Такая точка называется элементарным объемом, а вещество в нем – элементом системы.
Рис.
2.2. Элементарный объем в прямоугольной
системе координат и схема действия
напряжений Рис.
2.1. Сечение тела плоскостью, перпендикулярной
оси x
Напряжения, возникающие в металле от действия внешних сил, различны в каждой точке, поэтому они являются функциями координат и при переходе от одной точки к другой изменяются на малую величину dσ или dτ.
Если тело находится в равновесии, то для каждого его элемента удовлетворяются шесть условий равновесия статики: суммы проекций сил на каждую из осей и суммы моментов всех сил относительно каждой из осей равны нулю.
Зависимость, связывающая напряжения и деформации, которая используется для решения задач теории упругости и пластичности, установлена опытным путем. Для решения таких задач пользуются соотношениями, выражающими закон Гука (2.3):


где Е, G - модули упругости и сдвига - основные упругие константы материала; т - коэффициент Пуассона.
Величины Е, G, т связаны между собой соотношением
G = Е/2(1 + m), (2.5)
и их значения можно найти в справочниках по свойствам материалов. Модуль упругости Е можно трактовать как коэффициент пропорциональности между напряжением и деформацией при растяжении σ = εЕ, а модуль сдвига G – при кручении G = еτ.
Для пластической деформации связь между напряжением и деформацией имеет более сложный вид. Если пренебречь изменением объема металла от упругой деформации, всегда сопровождающей пластическую, то эти зависимости можно записать в виде (2.6):



Здесь 1/2 - максимальное значение коэффициента Пуассона m, которое он достигает при переходе от упругой деформации к пластической; G' = E'/2(l + m') = Е'/3, где E' - модуль упругости металла при пластической деформации