

1819 Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Государственное образовательное учреждение высшего профессионального образования
Самарская государственная академия путей сообщения
Кафедра «Путь и строительство железных дорог»
’’Метрология, стандартизация и сертификация’’
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к лабораторным работам для студентов специальности
270204 «Строительство железных дорог, путь и путевое хозяйство и
специальности 270201 «Мосты и транспортные тоннели»
очной и заочной форм обучения
Составители: В.Н. Недбайло
С.А. Галанский
Самара 2007
УДК 389.6
Метрология, стандартизация и сертификация : методические указания к лабораторным работам для студентов специальности 270204 «Строительство железных дорог, путь и путевое хозяйство» и специальности 270201 «Мосты и транспортные тоннели» / составители : В.Н. Недбайло, С.А. Галанский. - Самара: СамГАПС, 2007.- 32 с.
Утверждено на заседании кафедры ПСЖД 12.12.2006 г., протокол № 5.
Печатается по решению редакционно-издательского совета академии.
Изложены основные сведения об измерениях, способах и порядке проведения измерений, методики использования различных измерительных средств и приборов для измерения элементов и конструкций верхнего строения железнодорожного пути, а также метрологических поверок измерительных средств. В качестве базы для проведения лабораторных работ является учебный полигон, где расположены прямые участки пути №1…5 и стрелочные переводы №1…3.
Составитель: Виктор Николаевич Недбайло
Сергей Анатольевич Галанский
Рецензенты: Начальник службы гражданских сооружений Куйбышевской железной дороги – филиала ОАО РЖД Сочнев Ю.А.
К.т.н., доцент кафедры «СДМ и ТМ» СамГАПСА Кожевников В.А.
Под редакцией составителей
Подписано в печать 21.12.2006. Формат 60х90 1/16.
Бумага писчая. Печать оперативная. Усл. п.л. 2,0
Тираж 150 экз. Заказ № 247.
© Самарская государственная академия путей сообщения, 2007
Введение
Измерительная техника является неотъемлемой частью материального производства. Без развернутой системы измерений, позволяющей контролировать технологические процессы, оценивать свойства и качество продукций, не может существовать ни одна область техники. Измерения служат основой научных знаний.
На железнодорожном транспорте действует стройная система ведения путевого хозяйства, четкая структура управления, осуществлена типизация и стандартизация верхнего строения пути и других обустройств, разработана классификация путевых работ, введена прогрессивная технология ремонта и машинизированного содержания пути комплексом высокопроизводительных машин.
В путевом хозяйстве измерения - контроль - управление качеством, неразрывно связаны друг с другом и имеют постоянное взаимодействие. Наиболее полное раскрытие системы измерений происходит в текущем содержании пути, где реализуется окончательная задача путевого хозяйства: содержание всех элементов железнодорожного пути в состоянии, обеспечивающем безопасное и бесперебойное движение поездов с установленными скоростями. Реализация этой задачи возможна при наличии стройной системе контроля с помощью измерений.
Контроль за состоянием пути и его элементов осуществляется с помощью путеизмерительных и дефектоскопных вагонов, ультразвуковых и магнитных тележек, а также различных контрольно-измерительных приборов и приспособлений.
Л а б о р а т о р н а я р а б о т а №1
ИЗМЕРЕНИЕ РАЗМЕРОВ ЭЛЕМЕНТОВ ВЕРХНЕГО СТРОЕНИЯ ПУТИ
ШТАНГЕНЦИРКУЛЕМ ПУТЕВЫМ
Ц е л ь р а б о т ы - освоить приемы применения штангенциркуля путевого для измерения размеров элементов верхнего строения пути.
З а д а н и е - измерить штангенциркулем путевым величину вертикального и бокового износа старогодних рельсов и установить группу годности измеренных рельсов.
И з м е р я е м ы й э л е м е н т - старогодний рельс (типа Р50, Р65, Р75).
С р е д с т в о и з м е р е н и я - штангенциркуль путевой, диапазон измерений Дипо основной шкале – 0…290 мм, величина отсчета по нониусу - 0,1 мм.
В качестве базы для проведения лабораторной работы является учебный полигон, где расположены прямые участки пути №1…5.
Устройство штангенциркуля путевого
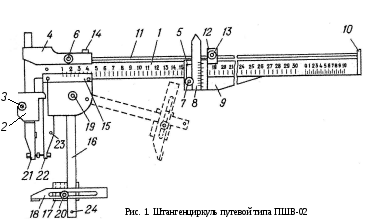
Штангенциркуль путевой типа ПШВ-02 (рис. 1) состоит из штанги 1, имеющей длинную и короткую губки. На длинной губке расположен упор передвижной 2, закрепляемый зажимным устройством 3. На штанге базируются рамка большая 4, имеющая длинную и верхнюю губки, и рамка малая 5. Рамка большая и малая крепятся зажимными устройствами соответственно 6 и 7. В пазу рамки малой перемещается движок 8 с двумя указательными штрихами. Движок закрепляется зажимным устройством 7. С рамкой малой жестко связан клин 9. На конце штанги закреплена опора 10. С рамкой большой жестко связан глубинометр 11, который другим концом базируется в отверстии опоры 10. На глубинометре расположен ограничитель 12, закрепляемый зажимным устройством 13.
 На
рамке большой установлены упор 14, нониус
15 и рычаг 16 с рамкой 17 и опорным движком
18. Рычаг 16 имеет зажимное устройство
19, рамка 17 и опорный движок 18 - зажимное
устройство 20. На конце длинных губок
штанги и рамки большой имеются
измерительные наконечники соответственно
21 и 22. На длинной губке рамки большой
имеется штифт 23 а на рычаге - штифт 24.
Основные технические характеристики
приведены в приложении 1.
На
рамке большой установлены упор 14, нониус
15 и рычаг 16 с рамкой 17 и опорным движком
18. Рычаг 16 имеет зажимное устройство
19, рамка 17 и опорный движок 18 - зажимное
устройство 20. На конце длинных губок
штанги и рамки большой имеются
измерительные наконечники соответственно
21 и 22. На длинной губке рамки большой
имеется штифт 23 а на рычаге - штифт 24.
Основные технические характеристики
приведены в приложении 1.
Подготовка штангенциркуля к работе
Помойте авиационным бензином марки Б-70 ГОСТ 10122-72 покрытые смазкой поверхности и протрите их чистой и сухой тканью.
Проверьте нулевую установку штангенциркуля при сдвинутых до соприкосновения измерительных наконечниках. При этом нулевые штрих нониуса и основной шкалы штанги должны совпадать.
Если нулевой штрих нониуса не совпадает с нулевым штрихом по основной шкале штанги, произведите совмещение их путем смещения нониуса, для чего ослабьте винты крепления нониуса. После этого винты вновь затяните.
Перед измерением вертикального износа головки рельса и понижения остряка против рамного рельса подошву рельса в месте измерения очистите от грязи.
Порядок измерений
И з м е р е н и е в е р т и к а л ь н о г о и з н о с а г о л о в к и р е л ь с а
На длинной губке штанги 1 установите упор передвижной 2, совместив верхнюю кромку его со штрихом под обозначением типа измеряемого рельса. Закрепите упор 2 зажимным устройством 3 (рис. 2 а).
Установите штангенциркуль на измеряемый рельс, как показано на рисунке, для чего подведите рамку большую 4 до упора измерительного наконечника 22 в головку рельса и закрепите рамку 4 зажимным устройством 6.
С целью удобства снятия отсчета при замере пользуйтесь ограничителе 12, для чего закрепите его зажимным устройством 13. Поднимите рамку малую 5 вверх до упора ее в ограничитель 12. Закрепите рамку малую зажимным устройством.
Освободите зажимное устройство 6, поднимите рамку большую с ограничителем 12 и снимите штангенциркуль с рельса.
Плавно опустите рамку большую с ограничителем 12 до упора его в малую рамку.
Произведите отсчет по основной шкале штанги 1 с помощью нониуса 15.
Разность размеров между результатом измерения и номинальным значением высоты рельса даст величину вертикального износа головки рельса.
И з м е р е н и е б о к о в о г о и з н о с а г о л о в к и р е л ь с а
Отведите рамку большую 4 по штанге, установите рычаг 16 в рабочее положение, как показано на рис. 2 б, и закрепите его зажимным устройством 19. Переместите рамку 17 по рычагу до упора опорного движка 18 в штифт 23 на длинной губке рамки большой, и одновременно передвиньте движок влево в пазу рамки 17. Закрепите движок и рамку зажимным устройством 20.
 Установите
штангенциркуль на головку рельса так,
чтобы измерительная поверхность движка
18 касалась поверхности катания головки,
а штанга была направлена внутрь колеи.
Установите
штангенциркуль на головку рельса так,
чтобы измерительная поверхность движка
18 касалась поверхности катания головки,
а штанга была направлена внутрь колеи.
Сведите губки штангенциркуля до касания измерительными наконечниками 21 и 22 головки рельса, закрепите рамку 4 зажимным устройством 6. Для снятия штангенциркуля с рельса и отсчета показаний используйте ограничитель 12 и рамку малую согласно п. 3.1.
С помощью нониуса 15 произведите отсечет по основной шкале штанги. Разность размеров между результатом измерения и номинальным значением ширины головки рельса даст величину бокового износа головки рельса.
Обработка результатов измерений
Величина вертикального износа рельса определяется из выражения
h=hн -hи,
где hн - номинальная высота рельса, мм;hи - результат измерения, мм.
Величина бокового износа рельса
b=bн-bи,
где bн - номинальная ширина головки рельса, мм;bи- результат измерения, мм.
Величина приведенного износа
hпр =hср +bср/2.
Результаты измерений заносятся в таблицу 1.
Таблица 1
|
Номер измерения |
hн |
hи |
h |
bн |
bи |
b |
|
1 2 n |
|
|
|
|
|
|
hср hср
Определяются средние величины вертикального и горизонтального износа, а затем - приведенный износ по расчетным формулам.
После этого на основании ’’Указаний об использовании старогодних рельсов на железных дорогах широкой колеи’’ [4] по прилож. 2 относят измеренные старогодные рельсы к той или иной группе годности и к сфере их повторного использованния.
С о д е р ж а н и е о т ч е т а
Результаты измерений.
Расчет вертикального, горизонтального и приведенного износов старогодних рельсов.
Установление группы годности старогодных рельсов.
Выводы по лабораторной работе.
К о н т о л ь н ы е в о п р о с ы
Назначение штангенциркуля путевого.
Как измеряется вертикальный износ?
Как измеряется горизонтальный износ?
Как снимается отсчет измерения по нониусу?
Какая цена деления основной шкалы штангенциркуля?
Какой диапазон измерений прибора?
По каким критериям определяется группа годности старогодных рельсов?
Л а б о р а т о р н а я р а б о т а №2
МЕТОДЫ И СРЕДСТВА МЕТРОЛОГИЧЕСКОЙ ПРОВЕРКИ
ШТАНГЕНЦИРКУЛЯ ПУТЕВОГО
Ц е л ь р а б о т ы - изучить методы метрологической проверки шангенциркуля.
З а д а н и е - произвести метрологическую проверку штангенциркуля путевого и установить его состояние в соответствии в соответствии с требованиями
технических условий ТУ 2-034.
Операции и средства проверки
При поведении поверки должны выполняться операции и применяться средства поверки, указанные в прилож. 3.
Проведение поверки
В н е ш н и й о с м о т р
При проведении внешнего осмотра должно быть установлено соответствие штангенциркуля следующим требованиям:
наружные поверхности штангенциркуля не должны иметь царапин, заусенцев, забоин и следов коррозии, ухудшающих его внешний вид или влияющих на эксплуатационные качества;
наружные поверхности штангенциркуля, за исключением измерительных поверхностей наконечников, короткой губки штанги, верхней губки штанги, движка рамки малой, опорного движка рычага, опоры штанги и глубинометра, должны иметь надежное противокоррозионное покрытие;
измерительная поверхность наконечника, установленного на губке штанги, должна быть плоской, на губке рамки большой - сферической;
на лицевой поверхности рамки большой должны быть нанесены: товарный знак предприятия - изготовителя, диапазон измерений по основной шкале, порядковый заводской номер изделия; на нониусе - величина отсчета нониуса;
каждое второе деление вспомогательной шкалы, каждое пятое деление основной шкалы, шкалы нониус, шкалы на рамке малой и рамке рычага должны быть отмечены удлиненным штрихом, а каждое десятое деление основной шкалы - более удлиненным штрихом, чем пятое.
Каждое второе деление вспомогательной шкалы, каждое пятое деление шкалы нониуса, шкал на рамке малой и рамке рычага, каждое десятое деление основной шкалы должны быть отмечены соответствующей цифрой;
6) на лицевой поверхности клина и опорным движке рычага должно быть нанесено по одному указательному штриху, на движке рамки малой - два указательных штриха. Указательные штрихи рамки малой должны быть отмечены соответствующими буквами ’’C’’ и ’’У’’;
на лицевой поверхности длинной губки штанги должны быть нанесены штрихи с цифрами и буквами как над ними, так и под ними:
’’ОР65’’ ’’Р75’’
’’ОР50’’ ’’Р65’’ , _ _ ;
’’ПОР 65’’ ’’ПОР 50’’
на шкале рамки рычага должны быть нанесены знаки ’’+’’ и ’’-’’;
на внутренней стороне клина должны быть нанесены штрихи и цифры;
поверхности всех шкал не должно быть блестящим;
штрихи, цифры, буквы должны быть отчетливы, контрастны, ровны и окрашены. Штрихи шкалы нониуса, вспомогательной шкалы, шкал клина, рамки малой и рамки рычага, указательные штрихи клина, движка рамки малой, опорного движка рычага должны доходить до края;
плоскость нониуса, на которой нанесены штрихи, верхняя и нижняя части лицевой плоскости упора передвижного должны быть скошены и иметь ровный край, край нониуса должен перекрывать штрихи основной шкалы на всей длине штанги не менее чем на 0,5 мм;
в комплект изделия должны входить штангенциркуль, паспорт и футляр.
О п р о б о в а н и е
При опробовании определяют взаимодействие частей штангенциркуля:
подвижные части должны передвигаться легко, без заеданий и надежно крепиться в устанавливаемом положении зажимными устройствами;
правильность нулевой отметки устанавливается путем смещения нониуса согласно п.1 лабораторной работы №1.
П р о в е р к а р а з м а г н и ч е н н о с т и
Размагниченность проверяют при помощи мелких частиц из низкоуглеродистой стали. Частицы стали не должны прилипать к штангенциркулю.
О п р е д е л е н и е м е т р о л о г и ч е с к и х п а р а м е т р о в
Допуск плоскости измерительных поверхностей короткой губки штанги, верхней губки большой, измерительного наконечника на длинной губке штанги и опоры штанги определяют при помощи лекальной линейки. Ребро легальной линейки устанавливают поочередно на измерительные поверхности наконечника на губке штанги, короткой губки штанги, верхней губки рамки большой и опоры штанги. Значение просвета определяют визуально - сравнением его с ’’образцом просвета’’, соответственно величиной 0,005; 0,007 и 0,010 мм. Для получения ’’образца просвета’’ 0,005 мм к рабочей поверхности плоской стеклянной пластины притирают параллельно друг к другу три плоско параллельные концевые меры длины номинальным значением длины 1,005; 1,000 и 1,005 мм, разность номинальных значений длин которых составляют допустимую величину просвета 0,005 мм (две одинаковые меры большей длины притирают по краям, а меру меньшей длины - между ними). Тогда при наложении лекальной линейки на концевые меры в направлении, параллельном их короткому ребру, получают ’’образец просвета’’ 0,005 мм.
Аналогичным образом получают ’’образцы просвета’’ величиной 0,007 и 0,010 мм, используя концевые меры длины номинальными значениями 1,007; 1,000 и 1,007 мм; 1,010, 1,000 и 1,010 мм.
Допуск плоскостности измерительных поверхностей короткой губки штанги, верхней губки рамки большой должен быть 0,007 мм, наконечника на губке штанги - 0,005 мм, а опоры штанги - 0,010 мм.
2.4.2. Просвет между измерительными поверхностями короткой губки штанги и верхней губки рамки большой определяют с помощью щупа, устанавливаемого между измерительными наконечниками, при нулевой установке.
После установке щупа номинальной толщиной 0,03 мм между измерительными наконечниками просвет между измерительными поверхностями короткой губки штанги и верхней губки рамки большой должен отсутствовать. Правильность нулевой установки проверяют согласно п.1. При нулевой установке штангенциркуля просвет между измерительными поверхностями короткой губки штанги рамки большой, как при затянутом, так и при незатянутом зажиме рамки большой, не должен превышать 0,03 мм.
2.4.3. Смещение вертикальной рабочей поверхности упора передвижного и измерительной поверхности опорного движка рычага (в его рабочем положении) при совмещении указательного штриха на опорном движке рычага с нулевым штрихом шкалы рамки рычага от плоскости, перпендикулярной рабочей поверхности штанги и проходящей через точку контакта измерительных наконечников при сдвинутых губках, определяют с помощью угольника. Отводят рамку большую и устанавливают угольник опорной поверхностью на рабочую поверхность штанги, а измерительной поверхностью подводят в соприкосновение с вертикальной рабочей поверхностью упора передвижного, закрепленного в крайнем верхнем положении, и измерительной поверхностью наконечника штанги. При этом щуп номинальной толщиной 0,2 мм не должен входить в просвет между измерительной поверхностью угольника и вертикальной рабочей поверхностью упора передвижного или измерительной поверхностью наконечника. После этого угольник поворачивают на 1800, чтобы его измерительная поверхность коснулась измерительной поверхности наконечника рамки большой и измерительной поверхности опорного движка рычага, предварительно установленного по указательному штриху на нуль шкалы на рамке рычага.
Щуп номинальной толщиной 0,2 мм не должен входить в просвет между измерительной поверхностью угольника и измерительной поверхностью наконечника или измерительной поверхностью опорного движка рычага.
Вертикальная рабочая поверхность упора передвижного и измерительная поверхность опорного движка рычага (рычаги рамка рычага с опорным движком должны находиться в рабочем положении) при совмещении указательного штриха на опорном движке рычага с нулевым штрихом шкалы рамки рычага должны находиться в одной плоскости, перпендикулярной рабочей поверхности штанги и проходящей через точку контакта измерительных наконечников при сдвинутых губках. Допускаемое смещение поверхностей не должно превышать 0,2 мм.
2.4.4. Смещение измерительной поверхности движка рамки малой при совмещении нанесенного на нем указательного штриха, обозначенного буквой ’’С’’,
с нулевым штрихом шкалы рамки малой от плоскости, проходящей через рабочую поверхность упора рамки большой и измерительную поверхность опоры штанги, определяют плоскопараллельными концевыми мерами длины на поверочной плите в двух крайних положениях рамки малой по длине штанги.
Штангенциркуль измерительной поверхностью опоры штанги и рабочей поверхностью упора рамки большой устанавливают на концевые меры длины номинальным значением длины 0,4 мм, предварительно установленные на поверочную плиту. При этом зазор между измерительной поверхностью движка рамки малой и поверочной плитой щуп номинальной толщиной 0,2 мм должен входить, а 0,6 мм - нет.
Измерительная поверхность движка рамки малой при совмещении нанесенного на нем указательного штриха, обозначенного буквой ’’С’’, с нулевым штрихом шкалы рамки малой должна находиться в плоскости, проходящей через рабочую поверхность упора рамки большой и измерительную поверхность опоры штанги. Допускаемое смещение измерительной поверхности движка не должно превышать +0,2 мм.
2.4.5. Расстояние и его отклонение от измерительной поверхности движка рамки малой при совмещении нанесенного на нем указательного штриха, обозначенного буквой ’’У’’, с нулевым штрихом рамки малой до плоскости, проходящей через рабочую поверхность упора рамки большой и измерительную поверхность опоры штанги, определяют плоскопараллельными концевыми мерами длины на поверочной плите двух крайних положениях рамки малой по длине штанги.
Штангенциркуль измерительной поверхностью опоры штанги и рабочей поверхностью упора рамки большой устанавливают на поверочную плиту.
Измерительная поверхность движка рамки малой при совмещении нанесенного на нем указательного штриха, обозначенного буквой ’’У’’, с нулевым штрихом шкалы рамки малой, должна находиться на расстоянии 3,5 мм до плоскости, проходящей через рабочую поверхность упора рамки большой и измерительную поверхность опоры штанги. Допускаемое отклонение должно не должно превышать +0,2 мм.
2.4.6. Расстояние и его отклонение от рабочей поверхности опорного движка рычага (в его рабочем положении) до оси измерительных наконечников определяют концевыми мерами длины относительно специальной справки, установленной центровыми отверстиями на выступающие концы измерительных наконечников.
В зазор между рабочей поверхностью опорного движка рычага и наружной поверхностью оправки (величина зазора равна разности величины проверяемого размера и половины диаметра оправки) блок концевых мер длины номинальным значением длины 7,6 мм должен входить, а 8,4 мм - нет.
Расстояние от рабочей поверхности опорного движка рычага (в его рабочем положении) до оси измерительных наконечников должно быть 13 мм. Допускаемое отклонение не должно превышать +0,4 мм.
2.4.7. Расстояние и его отклонение от горизонтальной рабочей поверхности упора передвижного до оси измерительных наконечников при совмещении верхней кромки упора передвижного со штрихом на длинной губке штанги под обозначением типа измеряемого рельса или при совмещении нижней кромки упора передвижного со штрихом над обозначением типа измеряемого рельса, впереди которого стоит буква ’’П’’ (понижение остряка), определяют штангенциркулем относительно специальной оправки, установленной центровыми отверстиями на выступающие концы измерительных наконечников.
В зазор между горизонтальной рабочей поверхностью упора передвижного и наружной поверхностью оправки (величина зазора равна разности величины проверяемого размера и половины диаметра оправки) губки штангенциркуля для внутренних измерений, установленные на размер Hпр, должны входить, аHне - нет. ВеличиныHпр иHнев зависимости от типа измеряемого рельса должны соответствовать значениям, указанным в таблице 2.
Таблица 2
|
Тип рельса |
Hпр, мм |
Нне, мм |
L, мм | |||
|
над штрихом |
под штрихом |
|
|
номинальное значение |
предельные оклонения | |
|
Р50 Р65 Р75 |
|
60,6 69,9 69,6 |
61,4 70,4 70,4 |
66 75 75 |
| |
|
ОР50 ОР65 |
|
79,6 79,6 |
80,4 80,4 |
85 85 |
+0,4 | |
|
|
ПОР50 ПОР65 |
75,6 85,6 |
76,4 86,4 |
81 91 |
| |
Расстояние и его отклонение от горизонтальной рабочей поверхности упора передвижного до оси измерительных наконечников при совмещении верхней кромки упора передвижного со штрихом на длинной губке штанги под обозначением типа измеряемого рельса или при совмещении нижней кромки упора передвижного со штрихом над обозначением типа измеряемого рельса, впереди которого стоит буква ’’П’’ (понижение остряка), должно соответствовать величине L, указанной в таблице 2.
2.4.8. Определение основной погрешности по основной шкале производится в трех точках, равномерно расположенных по длине штанги и нониуса.
Поочередно каждую концевую меру длины, номинальным значением длины 51,4; 126,8; 250 мм помещают между измерительными поверхностями измерительных наконечников, Усилие сдвигания наконечников должно обеспечивать нормальное скольжение наконечников по измерительным поверхностям концевой меры длины при незатянутом зажиме рамки большой.
Измерительные наконечники должны контактировать с концевой мерой в середине ее измерительных поверхностей. В одной из поверяемых точек погрешность определяют при затянутом режиме рамки большой, пир этом должно сохраняться нормальное скольжение измерительных поверхностей наконечников по измерительным поверхностям концевой меры.
Основная погрешность по основной шкале, как при затянутом, так и при незатянутом зажиме рамки большой не должна превышать на длине штанги: до 200 мм +0,1 , свыше 200 мм+0,2 мм.
2.4.9. Определение основной погрешности при измерении глубины производят по концевым мерам длины. Две концевые меры длины устанавливают на поверочную плиту, измерительную поверхность опоры штанги прижимают к измерительным поверхностям концевых мер длины.
Глубинометр перемещают до соприкосновения с плоскостью плиты и производят отсчет.
Основная погрешность при измерении глубины не должна превышать+0,2 мм.
При отрицательных результатах поверки штангенциркуль к применению не допускается.
С о д е р ж а н и е о т ч е т а
Результаты метрологической поверки по каждой операции.
Выводы о пригодности для измерений штангенциркуля путевого.
К о н т р о л ь н ы е в о п р о с ы
Назвать методы и средства метрологической поверки.
Какие операции выполняются при поверке?
В чем заключается внешний осмотр?
Как производится опробование?
Что называется концевой мерой длины?
Как проводится проверка размагниченности?
Л а б о р а т о р н а я р а б о т а №3
ИЗМЕРЕНИЕ МЕТАЛЛИЧЕСКИХ ЧАСТЕЙ СТРЕЛОЧНОГО ПЕРЕВОДА
Ц е л ь р а б о т ы - освоить приемы применения штангенциркуля путевого для контроля состояния металлических частей стрелочного перевода.
З а д а н и е - измерить штангенциркулем путовым величину горизонтального износа рамных рельсов и остряков вертикального износа крестовины и усовиков, величину понижения остряка относительно рамного рельса, величину неприлегания остряка к рамному рельсу, шага остряка, ширины желобов в крестовине и контррельсах, величину стыковых зазоров.
С р е д с т в о и з м е р е н и я - штангенциркуль путевой, диапазон измерений по основной шкале 0…290 мм, величина отсчета по нониусу - 0,1 мм, цена деления вспомогательной шкалы - 0,5 мм.
В качестве базы для проведения лабораторной работы является учебный полигон, где расположены стрелочные переводы № 1…3.
Подготовка штангенциркуля к работе
Указана ранее (см. лабораторную работу №1).
Порядок измерений
И з м е р е н и е г о р и з о н т а л ь н о г о и з н о с а р а м н ы х р е л ь с о в и о с т р я к о в
Боковой (горизонтальный) износ рамных рельсов измеряется у острия остряков и в наиболее изношенном месте на уровне 14 мм ниже поверхности катания. Боковой же износ остряков контролируется в наиболее изношенном месте вне пределов боковой строжки головки на уровне 14 мм ниже поверхности катания.
Измерение бокового износа рамных рельсов и остряков штангенциркулем типа ПШВ-02 производится так же, как и измерение горизонтального износа путевых рельсов в лабораторной работе № 1.
И з м е р е н и е ш а г а о с т р я к а
 Для
измерения шага остряка штангенциркуль
ПШВ-02 используется следующим образом.
Необходимо освободить зажимное устройство
и, переместив рамку большую 4 по штанге,
установить рабочей поверхностью верхней
губки рамки 4 на рамный рельс, как показано
на рисунке 3. Затем совмещается кромка
измерительной поверхности короткой
губки штанги 1 с верхней кромкой остряка.
Закрепив зажимным устройством 6 рамку
4, штангенциркуль снимают с рельса и с
помощью нониуса 15 производят отсчет по
основной шкале штанги.
Для
измерения шага остряка штангенциркуль
ПШВ-02 используется следующим образом.
Необходимо освободить зажимное устройство
и, переместив рамку большую 4 по штанге,
установить рабочей поверхностью верхней
губки рамки 4 на рамный рельс, как показано
на рисунке 3. Затем совмещается кромка
измерительной поверхности короткой
губки штанги 1 с верхней кромкой остряка.
Закрепив зажимным устройством 6 рамку
4, штангенциркуль снимают с рельса и с
помощью нониуса 15 производят отсчет по
основной шкале штанги.
2.3. И з м е р е н и е п о н и ж е н и я о с т р я к а о т н о с и т е л ь н о
р а м н о г о р е л ь с а
 При
измерении данной величины штангенциркулем
путевым необходимо выполнить следующие
операции. На длинной губке штанги 1
установить упор передвижной 2, совместив
нижнюю кромку его со штрихом, входящим
в обозначение типа измеряемого рельса,
впереди которого стоит буква ’’П’’
(понижение остряка). Закрепив упор
зажимным устройством 3, следует повернуть
рычаг 16 в рабочее положение, как показано
на рисунке 4, и закрепить его зажимным
устройством 19. При этом опорный движок
18 должен находиться над сечением остряка,
где ширина его головки приблизительно
равна 50 мм.
При
измерении данной величины штангенциркулем
путевым необходимо выполнить следующие
операции. На длинной губке штанги 1
установить упор передвижной 2, совместив
нижнюю кромку его со штрихом, входящим
в обозначение типа измеряемого рельса,
впереди которого стоит буква ’’П’’
(понижение остряка). Закрепив упор
зажимным устройством 3, следует повернуть
рычаг 16 в рабочее положение, как показано
на рисунке 4, и закрепить его зажимным
устройством 19. При этом опорный движок
18 должен находиться над сечением остряка,
где ширина его головки приблизительно
равна 50 мм.
Прижав к подошве рельса измерительный наконечник 21 и упор 2, следует освободить зажимное устройство 6 и опустить рамку 4 до упора измерительного наконечника 22 в головку рамного рельса.
Зажимным устройством закрепляется рамка большая. Освободив зажимное устройство 20, опускаем опорный движок 18 до упора его в головку остряка и закрепляем в этом положении. Освободив зажимное устройство 6, отводим рамку большую 4 вверх и снимаем штангенциркуль с рельса. По шкале рамки 17 относительно указательного штриха на опорном движке 18 производится отсчет величины понижения остряка против рамного рельса. При необходимости измерения понижения остряка относительно рамного рельса над сечением, где ширина остряка более 50 мм, рамку 17 вместе с опорным движком 18 можно перевернуть на рычаге вправо до упора рамки 17 в штифт 24.
И з м е р е н и е с т ы к о в ы х з а з о р о в
 При
изменении стыковых зазоров штангенциркуля
типа ПШВ-02 необходимо прежде всего
установить его в нулевое положение по
основной шкале и закрепить рамку большую
4 зажимным устройством 6. Далее
штангенциркуль устанавливается
измерительной поверхностью опоры 10 на
рельс, как показано на рисунке 5.
Передвижением рамки малой 5 осуществляется
введение клина 9 в измеряемый зазор,
после чего она закрепляется зажимным
устройством 7.
При
изменении стыковых зазоров штангенциркуля
типа ПШВ-02 необходимо прежде всего
установить его в нулевое положение по
основной шкале и закрепить рамку большую
4 зажимным устройством 6. Далее
штангенциркуль устанавливается
измерительной поверхностью опоры 10 на
рельс, как показано на рисунке 5.
Передвижением рамки малой 5 осуществляется
введение клина 9 в измеряемый зазор,
после чего она закрепляется зажимным
устройством 7.
Отсчет величины зазора с точностью до 1 мм производится по штриху и цифре над штрихом на внутренней стороне клина с точностью до 0,5 мм - вспомогательной шкале штанги с помощью указательного штриха на клине 9.
Изменение зазоров величиной более 10 мм осуществляется короткой губкой штанги и верхней губкой рамки большой.
И з м е р е н и е в е л и ч и н ы н е п р и л е г а н и я о с т р я к а
к р а м н о м у р е л ь с у
На централизованных стрелках для проверки неприлегания остряка между остряком и рамным рельсом вставляют шаблон в зазорник толщиной 4 мм; при этом не должен получаться контроль замыкания стрелки.
Неприлегания остряка к рамному рельсу можно измерить штангенциркулем ПШВ-02, используя при этом клин 9, который связан с малой рамкой (см. п.2.4).
И з м е р е н и е ш и р и н ы ж е л о б о в в к о н т р р е л ь с е и к р е с т о в и н е
 Измерение
ширины желобов в контррельсе штангенциркулем
типа ПШВ-02 производится таким же образом,
как и измерение шага остряка (см. п.2.2 и
рис. 6). При контроле ширины желобов между
сердечником и усовиком штангенциркуль
используется следующим образом.
Необходимо установить прибор рабочей
поверхностью верхней губки рамки 4 на
сердечник, удерживая штангенциркуль в
горизонтальном положении. Проведя
короткую губку штанги 1 до упора кромки
ее измерительной поверхности в усовик,
следует закрепить рамку 4 зажимным
устройством 6. Затем штангенциркуль
снимается и производиться отсчет по
основной шкале с помощью нониуса 15.
Измерение
ширины желобов в контррельсе штангенциркулем
типа ПШВ-02 производится таким же образом,
как и измерение шага остряка (см. п.2.2 и
рис. 6). При контроле ширины желобов между
сердечником и усовиком штангенциркуль
используется следующим образом.
Необходимо установить прибор рабочей
поверхностью верхней губки рамки 4 на
сердечник, удерживая штангенциркуль в
горизонтальном положении. Проведя
короткую губку штанги 1 до упора кромки
ее измерительной поверхности в усовик,
следует закрепить рамку 4 зажимным
устройством 6. Затем штангенциркуль
снимается и производиться отсчет по
основной шкале с помощью нониуса 15.
И з м е р е н и е в е р т и к а л ь н о г о и з н о с а с е р д е ч н и к а
к р е с т о в и н ы и у с о в и к о в
Вертикальный износ сердечника крестовины измеряют посередине поверхности катания в сечении, где до износа его ширина на уровне 13 мм от поверхности катания оставляет 40 мм.
 Порядок
измерения следующий. Установите
штангенциркуль на крестовине, как
показано на рисунке 7. При этом измерительные
поверхности опоры 10 и упора рамки большой
4 должны опираться на горизонтальную
поверхность рельсовой части усовиков,
а ось движка 8 должна совпадать с осью
сердечника. Рамки 4 и 5 закрепите в
установленном положении зажимными
устройствами 6 и 7. Опустите движок до
упора в измеряемый сердечник, закрепите
движок в указанном положении зажимным
устройством 7. Снимите штангенциркуль
с крестовины и произведите отсчет
величины износа сердечника с помощью
движка 8 и нанесенного на нем указательного
штриха, обозначенного буквой ’’C’’,
по шкале рамки малой.
Порядок
измерения следующий. Установите
штангенциркуль на крестовине, как
показано на рисунке 7. При этом измерительные
поверхности опоры 10 и упора рамки большой
4 должны опираться на горизонтальную
поверхность рельсовой части усовиков,
а ось движка 8 должна совпадать с осью
сердечника. Рамки 4 и 5 закрепите в
установленном положении зажимными
устройствами 6 и 7. Опустите движок до
упора в измеряемый сердечник, закрепите
движок в указанном положении зажимным
устройством 7. Снимите штангенциркуль
с крестовины и произведите отсчет
величины износа сердечника с помощью
движка 8 и нанесенного на нем указательного
штриха, обозначенного буквой ’’C’’,
по шкале рамки малой.
Вертикальный износ усовиков измеряют на расстоянии 1/4 ширины головки усовика от его рабочей грани в наиболее изношенном месте, расположенном между горлом крестовины и сечением сердечника, ширина которого до износа на уровне 13 мм от поверхности катания составляла 30 мм. В сборных крестовинах износ усовиков измеряют на расстоянии 1/4 ширины его литой части, считая от рабочей грани. При этом штангенциркуль используется следующим образом. Установите штангенциркуль на крестовину, как показано на рисунке 8. Закрепите рамки большую 4 и малую 5 зажимными устройствами 6 и 7. Освободите зажимное устройство 7, опустите движок 8 до упора в измеряемый усовик и закрепите его в этом положении. Снимите штангенциркуль с крестовины и произведите отсчет по шкале рамки малой с помощью движка 8 и нанесенного на нем указательного штриха, обозначенного буквой ’’У’’.
С о д е р ж а н и е о т ч е т а
1. Результаты измерений износа элементов стрелочного перевода и других заданных параметров.
2. Выводы о состоянии элементов стрелочного перевода и его параметров в соответствии с нормами содержания.
Ко н т р о л ь н ы е в о п р о с ы
В чем заключается подготовка штангенциркуля к работе?
Как производится измерение износа рамных рельсов и остряков?
Как измеряется шаг остряка?
Как измеряется понижение остряка против рамного рельса?
Как измерить стыковые зазоры на стрелочном переводе?
Как измеряется величина неприлегания остряка к рамному рельсу?
В каких местах измеряется ширина желобов в контррельсе и крестовине?
Как измеряется износ сердечника и усовиков крестовины?
Л а б о р а т о р н а я р а б о т а №4
Устройство путевого шаблона ЦУП-2Д и ИЗМЕРЕНИЕ им параметров пути
Ц е л ь р а б о т ы - изучить конструкцию путевого шаблона ЦУП-2Д и освоить приемы его применения для контроля состояния ширины рельсовой колеи взаимного положения рельсовых нитей по уровню и ординат переводной кривой на стрелочном переводе.
З а д а н и е - измерить путевым шаблоном ЦУП-2Д ширину рельсовой колеи, взаимное расположение рельсовых нитей по уровню и ординаты переводной кривой на стрелочном переводе.
С р е д с т в о и з м е р е н и я - шаблон путевой ЦУП-2Д.
Диапазон измерений по ширине колеи – 1520…1550 мм;
диапазон измерений по уровню – 0… 160 мм;
диапазон измерений при контроле ординат переводной кривой – 10…1400 мм.
Точность измерений по ширине колеи, по уровню, для ординат переводной кривой +1 мм.
В качестве базы для проведения лабораторной работы является учебный полигон, где расположены прямые участки пути №1…5 и стрелочные переводы №1…3.
Устройство путевого шаблона ЦУП-2Д
Путевой шаблон ЦУП-2Д служит для измерения ширины колеи, взаимного положения поверхностей катания головок рельсов по уровню, расстояний между рабочими гранями сердечника крестовины и контррельса, между рабочими гранями контррельса и усовика на крестовине, ординат переводных кривых. Устройство шаблона представлено на рисунке 9.
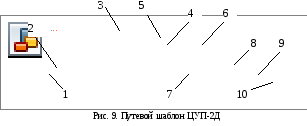
Шаблон ЦУП-2Д состоит из следующих основных частей: корпуса 2, изготовленного из алюминиевой трубки, механизма измерения ширины колеи и механизма уровня. Механизм измерения ширины колеи включает в себя неподвижный 1 и подвижный 10 упоры, штангу 9, связанную с подвижным упором и стрелкой 8. Прижим подвижного упора к рельсу осуществляется пружиной 7, а отводится он при помощи рукоятки 3. Механизм уровня состоит из корпуса 4, жидкостного уровня 6 и шкалы 5 с указателем измерений. Шкала связана с винтом, на спиральную нарезку которого опирается один конец жидкостного уровня. Второй конец уровня шарнирно связан с корпусом и поджат пружиной к винту.
Перед укладыванием шаблона на рельсы захватывают пальцами рукоятку 3 и этим отводят назад подвижной упор 10. Уложив шаблон на путь, отпускают рукоятку, благодаря чему упор 10 под действием пружины 7 прижимается к рельсу и стрелкой 8. По шкале отсчитывается ширина колеи. Для измерения возвышения рельса вращают шкалу 5. пока пузырек уровня не придет на середину. На шкале 5 имеются деления от 0 до 160 в одну сторону и от 0 до 160 в другую сторону; цифры делений соответствуют возвышению правого или левого рельсов в миллиметрах.
2. Подготовка путевого шаблона к работе
Прежде всего необходимо провести апробирование. Для этого следует нажать на рычаг тяги подвижного упора, при этом должен переместиться вдоль оси шаблона от усилия руки. Движения всех подвижных частей должны быть плавными, без скачков и заеданий. Указатель ширины колеи должен перемещаться вдоль шкалы по всему диапазону измерений. Диск со шкалой указателя уровня должен плавно поворачиваться влево и вправо от нулевой отметки до отметки 160 мм. Движок на шаблоне для измерения ординат переводной кривой также должен перемещаться плавно. Кроме того, необходимо убедиться, что уровень не сбит. Для этого следует в любом месте на пути сделать измерение. Затем в этом же сечении необходимо сделать повторный замер, предварительно перевернув путевой шаблон на 1800. Если результаты измерений оказались различными, то необходимо отрегулировать шаблон по уровню, повернув при этом регулировочный винт, расположенный под шкалой уровня, влево или вправо на величину, равную половине разности снятых отсчетов при одном положении шаблона и при другом, т.е. при повороте шаблона 1800.
Измерение путевым шаблоном ЦУП-2Д ширины рельсовой колеи, взаимного положения рельсовых нитей по уровню и ординат переводной кривой
И з м е р е н и е ш и р и н ы р е л ь с о в о й к о л е и н а с т р е л о ч н о м п е р е в о д е
Шириной рельсовой колеи называется расстояние между рабочими гранями рельсов, измеренное на 13 мм ниже уровня поверхности катания.
При измерении ширины колеи и уровня шаблон всегда держат в правой руке так, чтобы при промере шкала ширины колеи и уровня были слева для правильности от счета уровня (+ или -). При этом необходимо, чтобы шаблон располагался перпендикулярно оси пути.
Нажатием рычага обеспечивается перемещение подвижного упора 10 внутрь колеи. Далее шаблон опускается на головки рельсов, при этом неподвижный упор плотно прижимается к рабочей грани одного из рельсов. Рычаг отпускается, и подвижный упор 10 автоматически прижимается к рабочей грани другой рельсовой нити. По шкале ширины колеи 8 снимается отсчет.
И з м е р е н и е в з а и м н о г о п о л о ж е н и я р е л ь с о в ы х н и т е й с т р е л о ч н о г о п е р е в о д а
При измерении взаимного положения рельсовых нитей по уровню шаблон устанавливается так же, как и при измерении ширины рельсовой колеи. Затем поворотом шкалы уровня 5 вправо или влево, связанной с подъемным винтом, пузырек цилиндрического уровня 6 приводится в нулевое положение. По шкале 5 снимается отсчет.
И з м е р е н и е о р д и н а т п е р е в о д н о й к р и в о й
Для правильности укладки и контроля положения переводной кривой, которая влияет на плавность движения поездов по боковому направлению, измеряются ординаты - расстояния от рабочей грани наружного прямого рельса до рабочей грани наружного рельса переводной кривой.
Проектные ординаты приведены для каждого типа и марки стрелочного перевода (см. прилож. 2). Проверка ординат начинается с разметки. Через каждые 2 м от корня остряков до конца переводной кривой на наружных рельсах прямого направления наносятся мелом или краской метки, затем измеряются ординаты. При этом в расчетных сечениях шаблон устанавливается по прямому пути, как это показано в п. 3.1. Подвижной указатель на линейке измерения ординат передвигается до полного контакта с рабочей гранью наружного рельса переводной кривой и закрепляется специальным винтом. По линейке снимается отсчет.
Результаты измерений ширины колеи и взаимного положения рельсовых нитей на стрелочном переводе по уровню заносятся в таблицу 1.
Таблица 1
|
|
Ширина колеи |
Уровень | ||||||
|
Место измерения |
нормируемое значение, мм |
измеренное значение, мм |
допуск,мм |
отклонение от нормы, мм |
нормируемое значение,мм |
измерен-ное значение,мм |
допуск,мм |
отклонение от нормы, мм |
|
Передний стык рамного рельса (а) |
|
|
|
|
|
|
|
|
|
На расстоянии 1000 мм от острия остряков (б) |
|
|
|
|
|
|
|
|
|
Острие остряков (в) |
|
|
|
|
|
|
|
|
|
В корне остряков: боковой путь (г) |
|
|
|
|
|
|
|
|
|
на прямой путь (д) |
|
|
|
|
|
|
|
|
Продолжение таблицы 1
|
В середине переводной кривой (е) |
|
|
|
|
|
|
|
| ||
|
В конце переводной |
|
|
|
|
|
|
|
| ||
|
кривой (ж) |
|
|
|
|
|
|
|
| ||
|
В передних стыках крестовины (з): |
|
|
|
|
|
|
|
| ||
|
прямой путь боковой путь |
|
|
|
|
|
|
|
| ||
|
В сечении сердечника 40 мм (и): |
|
|
|
|
|
|
|
| ||
|
прямой путь боковой путь |
|
|
|
|
|
|
|
| ||
|
|
Ширина колеи |
Уровень | ||||||||
|
Место измерения |
нормируемое значение, мм |
измеренное значение, мм |
допуск, мм |
отклонение от нормы, мм |
нормируемое значение, мм |
измеренное значение, мм |
допуск, мм |
отклонение от нормы, мм | ||
|
В задних стыках крестовины (к): |
|
|
|
|
|
|
|
| ||
|
прямой путь боковой путь |
|
|
|
|
|
|
|
| ||
С о д е р ж а н и е о т ч е т а
1.Результаты измерений.
2.Выявление отступлений от норм содержания стрелочного перевода.
3.Выводы о состоянии стрелочного перевода в соответствии с нормами содержания.
К о н т р о л ь н ы е в о п р о с ы
Назначение путеизмерительного шаблона.
Как производится подготовка шаблона к работе?
Как измеряется ширина колеи при помощи шаблона?
Как определяется взаимное положение рельсовых нитей?
В каких местах измеряются ординаты переводной кривой на стрелочном переводе?
Л а б о р а т о р н а я р а б о т а № 5
ПРОВЕРКА ПУТЕИЗМЕРИТЕЛЬНЫХ ШАБЛОНОВ ТИПА ЦУП - 2Д
Ц е л ь р а б о т ы - освоить методику проведения проверки путеизмерительных шаблонов типа ЦУП-2Д.
З а д а н и е - произвести проверку путеизмерительного шаблона ЦУП-2Д.
Условия проверки и подготовка к ней
При проведении проверки необходимо соблюдать следующие условия: температура воздуха в помещении 20 +50С; изменение температуры в течение часа - не более 0,50С; атмосферное давление - 101,08 кПа+7,98 кПа (760 мм рт. ст.+60 мм рт. ст.); относительная влажность воздуха - 65+15%.
Перед проверкой с шаблонов необходимо удалить смазку бензином по ГОСТ 1012-22 и протереть их чистой мягкой салфеткой.
До поверки шаблоны должны быть выдержаны в рабочем помещении не менее трех часов.
Проведение проверки
При внешнем осмотре должно быть установлено: соответствие комплектности шаблона требованиям нормативно-технической документации на его изготовление; отсутствие на рабочих поверхностях шаблона следов коррозии, вмятин и механических повреждений, а также равномерность окраски шаблона (без пропусков, подтеков и отслоений).
Шаблоны, находящиеся в эксплуатации и вышедшие из ремонта, не должны иметь дефектов, влияющих на их эксплуатационные качества.
Качество штрихов проверяют при помощи лупы типа ЛП -I-Iх по ГОСТ 25706-88. Штрихи должны быть без разрывов, равными и гибкими.
2.2.О п р о б о в а н и е
При нажатии на рычаге тяги подвижного упора шаблон упор должен переместиться вдоль оси шаблона от усилия руки. При этом движения всех подвижных путей должны быть плавными, без скачков и заеданий. Указатель ширины колеи должен перемещаться вдоль шкалы в пределах от 1510 до 1550 мм.
Диск со шкалой указателя уровня должен плавно поворачиваться влево и вправо от нулевой отметки до отметки 160 мм.
О п р е д е л е н и е с о п р о т и в л е н и я и з о л я ц и и
Сопротивление изоляции проверяют мегомметром с номинальным напряжением 500 В.
Шаблон устанавливают горизонтальными упорами на изолирующую поверхность. К подвижному и неподвижному упорам шаблона присоединяют клеммы мегомметра и производят измерение. Сопротивление изоляции должно быть не менее 10 Мом.
О п р е д е л е н и е п о г р е ш н о с т и п о к а з а н и й ш а б л о н а
п о ш и р и н е к о л е и и у р о в н ю
Определение погрешности показаний шаблона по ширине колеи
Проверяемый шаблон устанавливают в горизонтальном положении на упоры рычага стенда между его измерителями.
По шкале ширины колеи шаблона снимаются показания в отметке ’’1524 мм’’ и вычисляется разность показаний стенда и шаблона по формуле
lc -lш ,
где lc- значение длины между измерительными поверхностями упоров стенда;
lш- показания шаблона.
После поворота шаблона на 1800 определяется разность показаний шаблона и стенда на этой же отметке.
Операцию повторяют не менее двух раз.
За погрешность показаний шаблона принимается среднее арифметическое разности показаний стенда и шаблона в двух положениях на отметке ’’1524 мм’’.
Для определения погрешности показаний шаблона по ширине колеи в отметках ’’1520’’ и ’’1510’’ мм с внутренней (рабочей) поверхности одного из упоров рычага стенда устанавливается одно или несколько концевых мер длины (набор №2, класс точности I, ГОСТ 9038-83), которые прижимаются к нему подвижным упором шаблона или с помощью набора принадлежностей к плоскопараллельным мерам длины (ГОСТ 4119-76). Шаблон устанавливают в горизонтальном положении между измерительной поверхностью упора рычага стенда и концевой мерой длины. По шкале ширины колеи шаблона снимаются показания в отметке ’’1520 мм’’ и вычисляется разность по формуле
(lc -lм) -lш,
где lc -lм - значение длины между измерительными поверхностями упоров стенда;
lм- длина концевой меры;
lш - показания шаблона.
Операцию повторяют после поворота шаблона на 1800.
Определение погрешности показаний шаблона в отметке ’’1510 мм’’ производится аналогично указанному для отметки ’’1520 мм’’.
Погрешность показаний шаблона по ширине колеи на всех проверяемых отметках шкалы не должна быть более +1 мм.
Определение погрешности показаний шаблона по уровню
Проверяемый шаблон устанавливается в горизонтальное положение на рычаг стенда внешними измерительными поверхностями шаблона между внутренними рабочими поверхностями упоров рычага. Рычаг с установленным на нем шаблоном переставляют по ступенчатой опоре, имеющей 16 полок через каждые 10 мм. После установления рычага на соответствующую полку опоры диск шкалы уровня шаблона необходимо поворачивать до тех пор, пока пузырек ампулы не встанет между средними штрихами ампулы. Стрелка указателя шкалы уровня шаблона при этом должна указывать деление на шкале, соответствующее определенной высоте полки ступенчатой опоры стенда.
Определение погрешности шаблона по уровню производят на полках ступенчатой опоры стенда, соответствующих возвышению 0; 60; 120 и 160 мм.
После поворота шаблона на 1800производятся аналогичные операции.
Погрешность показаний по уровню во всех точках не должна быть более +1 мм.
При отрицательных результатах проверки шаблоны к применению не допускаются. На них выдают свидетельство о непригодности. Правильное клеймо о предыдущей проверке погашают.
С о д е р ж а н и е о т ч е т а
Результаты метрологической поверки по каждой операции.
Выводы о пригодности для измерений путеизмерительного шаблона.
К о н т р о л ь н ы е в о п р о с ы
Какие операции выполняются при поверке?
Как проводится вешний осмотр?
Как осуществляется опробование?
Как определяется сопротивление изоляции?
Как определяют погрешности показаний шаблона по ширине колеи и уровню?
Л а б о р а т о р н а я р а б о т а №6
ИЗМЕРЕНИЕ ВЕЛИЧИН ПРОСАДОК И СДВИЖЕК ПУТИ
ОПТИЧЕСКИМ ПРИБОРОМ
Ц е л ь р а б о т ы - освоить приемы применения оптического прибора для измерения величин просадок и сдвижек пути.
З а д а н и е - измерить оптическим прибором величины просадок и сдвижек пути на заданном участке.
И з м е р я е м а я к о н с т р у к ц и я - железнодорожный путь колеи 1520 мм.
С р е д с т в о и з м е р е н и я - оптический прибор ПРП, диапазон измерений просадок от 0 до 100 мм, сдвижек от 0 до 200 мм.
В качестве базы для проведения лабораторной работы является учебный полигон, где расположены прямые участки пути.
Устройство прибора
Прибор ПРП состоит из зрительной трубы 1, корпуса призмы 2, колонки 3 с вертикальной осью, стойки 18 (рис. 10), штанги 13 и башмака 14.
Зрительная труба представляет собой телескопическую оптическую систему с внутренней фокусировкой. Фокусируют на предмет, вращая кольцо 10 кремальеры, при этом фокусирующая линза, расположенная внутри трубы между объективом и сеткой нитей, перемещается поступательно.
Объектив состоит из трех не склеенных линз, помещенных в оправу, которая ввернута в корпус зрительной трубы. Между оправой объектива и корпусом трубы вложено компенсационное кольцо, с помощью которого устанавливают коэффициент дальномера.
В фокальной плоскости объектива зрительной трубы помещена сетка нитей, на которой нанесены горизонтальный и вертикальный штрихи, а также два коротких дальномерных штриха. Горизонтальный штрих используют при отсчете по вертикальной шкале рейки, вертикальный штрих - при отсчете по горизонтальной шкале. Окуляр зрительной трубы устанавливают по глазу до резкой видимости штрихов сетки вращением диоптрийного кольца окуляра 11.
 Зрительная
труба скреплена с корпусом 2, внутри
которого установлена прямоугольная
призма, изменяющая направление визирной
оси 900. Зрительная труба вместе с
корпусом призмы вращается в вертикальной
плоскости на двух полуосях, установленных
в колонке 3. Зрительную трубу в вертикальной
плоскости вращают с помощью винта 7 и
пружины, расположенной внутри выступа
6. Ход находящего винта 5 регулируют,
вращая втулку 8. Поворот зрительной
трубы в горизонтальной плоскости
осуществляется наводящим винтом 5.
Зрительная
труба скреплена с корпусом 2, внутри
которого установлена прямоугольная
призма, изменяющая направление визирной
оси 900. Зрительная труба вместе с
корпусом призмы вращается в вертикальной
плоскости на двух полуосях, установленных
в колонке 3. Зрительную трубу в вертикальной
плоскости вращают с помощью винта 7 и
пружины, расположенной внутри выступа
6. Ход находящего винта 5 регулируют,
вращая втулку 8. Поворот зрительной
трубы в горизонтальной плоскости
осуществляется наводящим винтом 5.
На хвостовике корпуса призмы установлен уровень 9 (уровень или трубе). Юстировочный винт и гайки предназначены для юстировки уровня.
Прибор имеет коническую вертикальную ось, бакса которой скреплена с колонкой, а конус - со стойкой 18 (рис. 10). С помощью маховичков 16 стойку выдвигают из штанги, изменяя высоту прибора, а после установки необходимой высоты закрепляют винт 12. Для выдвижения стойки из штанги имеется зубчатое зацепление, шестерня находится на оси маховичков 16, а рейка прикреплена внутри стойки 18. Штанга жестко соединена с башмаком 14, с помощью которого прибор устанавливают на головку рельса и закрепляют уровень 17. Ось прибора устанавливается вертикально.
Измерительная рейка
Рейка имеет шкалу, штангу с рукояткой, уровень и башмак с пружиной. При необходимости к рейке прикрепляют горизонтальную шкалу 6.
Шкала 1 (рис. 11, а) окрашена в два цвета - белый и желтый, что дает возможность исключить ошибки при снятии отсчетов.
Вертикальный осевой штрих является одновременно нулевым штрихом при рихтовке пути.
 Штанга
2, на которой находится шкала, жестко
скреплена с башмаком 5. С помощью башмака
рейку устанавливают на головке рельса
и фиксируют пружиной 4. Регулируют
пружину винтами 3.
Штанга
2, на которой находится шкала, жестко
скреплена с башмаком 5. С помощью башмака
рейку устанавливают на головке рельса
и фиксируют пружиной 4. Регулируют
пружину винтами 3.
Рабочая рейка
Рабочая рейка (рис. 11, б) - дополнительное приспособление для проведения работ по рихтовке и выправке путей. Рейка имеет круглую марку с концентрическими окружностями желтого и черного цвета, штангу с рукояткой, уровень и башмак с пружиной.
Основные технические характеристики оптического прибора приведены в прилож. 4 и в [5].
Работа с прибором
У с л о в и я р а б о т ы с п р и б о р о м
Прибор и рейки при работе устанавливают отвесно - по круглым уровням, имеющимся на штангах (пузырек уровня не должен выходить за пределы большой окружности), на одну рельсовую нить с обязательным опиранием внутренней шаровой поверхности башмака на головку рельса.
При производстве работ в зависимости от условий можно пользоваться одной рейкой и двумя. На длинных отрезках и на участках с интенсивным движением поездов необходимо работать с обеими рейками.
Работами с применением оптического прибора руководит дорожный мастер или бригадир пути. В зависимости от условий с рейками работает один или двое рабочих. Наибольшая длина выправляемой просадки с одной стоянки прибора 60 м, длина рихтуемого участка - 200 м.
При подъемке и рихтовке пути необходимо следить за тем, чтобы при работе в непосредственной близости от зрительной трубы и рейки (если она устанавливается для контроля) не нарушить их положения. Во избежание этого зрительную трубу и рейку (контрольную) необходимо устанавливать на таких расстояниях от нулевых точек, при которых не нарушится их положение и максимально используется прибор. Эти расстояния зависят от величины подъемки или сдвижки пути. Если нельзя удалить прибор или рейку от нулевой точки, то их снимают, и остающийся до нулевой точки участок выправляют на глаз. При работе с оптическим прибором необходимо соблюдать инструкции и указания по обеспечению безопасности движения поездов и технике безопасности [6].
П о в е р к а п р и б о р а
Перед началом работы с прибором необходимо произвести следующие поверки:
а) ось круглого уровня прибора должна быть параллельна образующей штанги. Для поверки этого условия необходимо установить штангу параллельно нитяному отвесу, подвешенному рядом со штангой. Если пузырек уровня вышел за пределы второй (дальней) окружности, то следует, придерживая одной рукой прибор, второй рукой юстировочными винтами вывести пузырек на середину в пределы внутренней окружности;
б) ось круглого уровня рейки должна быть параллельна образующей штанги. Поверка производится, как указано в п. ’’а’’;
в) ось уровня при трубе должна быть параллельна визирной оси зрительной трубы. Для поверки этого условия необходимо: вдвинуть стойку в штангу до упора, выровняв этим высоту прибора и рейки. Установить прибор на рельсе и на расстоянии до 60 м от него рейку. Вывести пузырек уровня при трубе на середину, навести объектив на рейку и, глядя сверху в окуляр, снять отсчет по рейке h1. Далее, не сдвигая стойки относительно штанги, поменять местами прибор и рейку. Вывести пузырек уровня при трубе на середину и снова снять отсчет по рейкеh2. При не параллельности оси уровня визирной оси зрительной трубы сумма этих отсчетов будет отличаться от нуля на величину
x=h1+h2 .
Для исправления ошибки необходимо половину величины xвычесть из последнего отсчета, снятого по рейке, навести трубу на вычисленный отсчет и юстировочными винтами уровня вывести пузырек на середину. После этого повторить поверку, добиваясь того, чтобы сумма отсчетов была равна нулю.
Поверка по п. ’’в’’ производится во время профилактического ремонта инструмента.
П р и м е н е н и е п р и б о р а п р и в ы п р а в к е
п р о с а д о к п у т и
В прямых участках пути просадки выправляют с применением оптического прибора - по повышенной нити, а в кривых - по нити, требующей первоочередной выправки. Отступления другой нити измеряют и выправляют по уровню шаблона.
До начала визирования прибором руководитель работ определяет точки начала и конца каждой просадки на участке работ и отмечает их мелом на шейке рельса нулями. Затем в точке начала просадки или на некотором расстоянии от ее на рельс устанавливает вертикально (по круглому уровню) зрительную трубу и закрепляет ее зажимным винтом, а рабочий в точке конца просадки устанавливает по уровню измерительную или рабочую рейку в зависимости от того, с одной измерительной рейкой будет вестись работа или требуется для контроля установка рабочей рейки.
После этого руководитель работ горизонтальным и вертикальным наводящими винтами 12 и 14 (см. рис. 10) поворачивает трубу до тех пор, пока вертикальная нить сетки трубы не совместиться с вертикальной линией шкалы измерительной рейки или условной вертикальной диагональю верхнего ромба рабочей рейки, а горизонтальная нить сетки - с горизонтальной нулевой линией измерительной рейки или условной горизонтальной диагональю верхнего ромба рабочей рейки.
Далее, по указанию руководителя работ рабочий переносит измерительную рейку с нулевой точки в сторону прибора на промежуточную точку и устанавливает ее на рельсе вертикально по круглому уровню.
Если для контроля установлена рабочая рейка, она остается на месте (рис.11, б).
Руководитель работ берет отсчет и через оптическую трубу контролирует высоту подъемки. Когда горизонтальная нить оптической трубы совместиться с горизонтальной нулевой линией измерительной рейки, подъемка пути прекращается. Необходимый запас на осадку должен учитываться руководителем работ.
Отступление второй рельсовой нити измеряют и выправляют по уровню шаблона. Затем рабочий переносит измерительную рейку в следующую точку. В такой последовательности проводятся работы до полного исправления просадки по всей длине. Для пропуска поезда оптический прибор и рейки снимают с рельса, а после его прихода снова устанавливают в начальной точке зрительную трубу и в конечной точке просадки - контрольную рейку. Руководитель работ повторяет установку зрительной трубы и винтами совмещает пересечение нитей сетки трубы с горизонтальной и вертикальной нулевыми линиями измерительной рейки. Выправку просадки продолжают с той точки, на которой были прекращены работы перед пропуском поезда.
На участках пути с раздельным скреплением и на пучинистых местах оптическим прибором замеряют отклонения в профиле на каждой шкале с тем, чтобы правильно подобрать толщину прокладок и карточек.
П р и м е н е н и е п р и б о р а п р и р и х т о в к е п р я м ы х
Порядок рихтовки пути с применением оптического прибора следующий. Руководитель работ на длине около 200 м просматривает в бинокль рихтовочную рельсовую нить и выбирает на ней крайние точки рихтуемого участка (рихтовочный створ). После этого в одном конце участка в точке 1 устанавливают на головку рельса зрительную трубу, а на другом конце, в точке 2 - измерительную рейку (рис. 11, а). После приведения в вертикальное положение по уровню зрительной трубы и измерительной рейки на концах рихтуемого участка руководитель работ, вращая трубу прибора поочередно (или одновременно) двумя наводящими винтами - горизонтальным 12 и вертикальным 14. (см. рис. 10), совмещает пересечение нитей трубы с нулевыми линиями измерительной рейки.
Зрительная труба и измерительная рейка, установленные в концах створа в точках 1 и 2, остаются на месте на все врем производства сдвижки пути в пределах выбранного участка и снимаются только для пропуска поездов. Вторую рейку, рабочую, в процессе сдвижки пути переставляют в фиксированные точки А, Б, В, Г, назначаемые руководителем работ. Таким образом, точка 3 установки рабочей рейки перемещается в створе по его длине. Рабочую рейку оставляют на месте в каждой точке до тех пор, пока вертикальная нить трубы при сдвижке пути при снятых усилиях с гидравлических рихтовочных приборов или других рихтовочных приспособлений не совместится с условной вертикальной линией, проходящей через вертикальные углы нижнего черного ромба рабочей рейки. При этом надо знать, что расположение вертикальной нити сетки трубы справа от условной вертикальной диагонали ромба требует рихтовки вправо, а расположение ее слева - рихтовки влево.
В зависимости от извилин на рельсовой нити точки для перестановки рабочей рейки в процессе сдвижки выбирает руководитель работ по мере надобности, а при сплошной сдвижке их назначают не реже чем через 5 м при рельсах Р50 и тяжелее и через 2,5 м - при рельсах Р43 и легче.
При рихтовке малыми бригадами можно работать оптическим прибором с применением только одной рабочей рейки с отвлечением одного рабочего на ее перестановку. В этом случае рейку после установки ее в створ оптического прибора переносят по участку сдвижки так, как это было описано выше. Очень важно при этом не нарушить направление створа и при работе пользоваться только вертикальным наводящим винтом 14 (см. рис. 10) и кольцом кремальеры 17 трубы для наведения резкости.
В обоих случаях при работе как с двумя рейками, так и с одной рабочей рейкой необходимо в процессе сдвижки пути постоянно следить за положением круглого уровня на рейках. Для пропуска поезда прибор снимают, а после его прохода последовательность операции начинается снова с установки рихтовочного створа.
С о д е р ж а н и е о т ч е т а
Результаты измерений просадок и сдвижек железнодорожного пути в заданных точках.
Выводы о величине просадок и сдвижек и способах их устранения.
К о н т р о л ь н ы е в о п р о с ы
Назначение оптического прибора.
Из каких основных частей состоит комплект прибора?
Какая шкала прибора служит для отсчета величины просадки?
Какая шкала прибора служит для отсчета величины сдвижек?
Как устанавливается прибор при выправке пути?
Как устанавливается прибор при рихтовке пути?
Поверка прибора.
Цена деления горизонтальной шкалы.