

korobeinikov-04 / Лекция 3МК
.docЛекция 3
ВИДЫ СОЕДИНЕНИЯЙ ЭЛЕМЕНТОВ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Соединения в МК – сварные, болтовые, заклёпочные, комбинированные .
Особенности основных соединений
Сварные соединения:
|
Достоинства |
Недостатки |
|
|
Болтовые соединения:
|
Достоинства |
Недостатки |
|
|
Сварные соединения
Виды сварки, применяемые в МК:
-
Ручная электродуговая сварка – применяется при монтаже и укрупннной сборке МК на строительных площадках. Основной недостаток – нестабильность качества сварных швов;
-
Автоматическая сварка под слоем флюса. Выполняется на заводах МК. Обеспечивает высокую производительность, качество соединений, низкие сварочные напряжения. Применяется только для швов в нижнем положении при свободном доступе к шву;
-
Полуавтоматическая сварка выполняется электродной проволокой с газовой защитой сварочной ванны или порошковой проволокой. Используется при любом положении шва;
-
Контактная (точечная) сварка – осуществляется нагревом или расплавлением металлов при прохождении электрического тока в месте контакта соединяемых элементов.
Разновидности сварных соединений - (рис. 3.1):
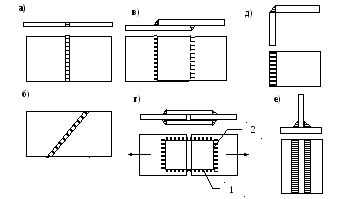
Рис. 3.1. Сварные соединения: а – встык прямым швом; б – встык косым швом; в – внахлёстку; г – комбинированные (1 – фланговые швы; 2 – лобовые); д – угловые; е – тавровые.
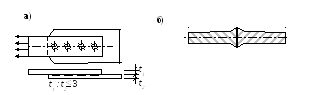
Рис. 3.2. Соединения контактной сваркой: а – точечная; б – стыковая.
По назначению: швы рабочие и связующие.
По протяжённости: швы сплошные и прерывистые.
По положению в пространстве: нижние, потолочные, вертикальные.
Способы разделок кромок соединяемых элементов - (рис. 3.3):
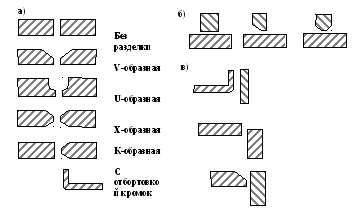
Рис. 3.3. Форма подготовки кромок свариваемых элементов: а – стыковые соединения; б – тавровые соединения; в – угловые соединения.
Контроль качества сварных швов
Дефекты швов:
-
Наличие неплотностей, непроваров, пор, шлаковых включений;
-
Наличие трещин;
-
Отклонения от проектных размеров.
Содержание контроля сварных швов:
-
Качество сварочных материалов (электродов, флюсов и т.д.);
-
Квалификация сварщиков;
-
Точность выполнения технологических процессов сварки (режим, последовательность операций, обработка кромок, применяемая аппаратура);
-
Качество и соответствие проектным размерам швов.
Способы проверки качества швов:
-
Измерение и внешний осмотр швов для выявления внешних дефектов;
-
Выборочное высверливание швов и травление для определения качества провара и наличия трещин;
-
Ультразвуковая дефектоскопия;
-
Магнитографический метод;
-
Просвечивание рентгеновскими или гамма-лучами.
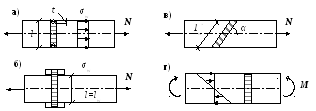
Работа и расчёт стыковых швов
Прочность шва при работе на центральное растяжение (рис. 3.4,а)
![]() , (3.1)
, (3.1)
где t – толщина наименьшего свариваемого элемента;
lw – расчётная длина шва;
Rwy – расчётное сопротивление стыкового соединения;
γс – коэффициент условий работы конструкции;
N – внешнее усилие, приложенное к соединению.
Р
 ис.
3.4. Расчёт стыковых швов: а – действие
продольной силы (lw=l
или lw=l-2t);
ис.
3.4. Расчёт стыковых швов: а – действие
продольной силы (lw=l
или lw=l-2t);
б – применение выводных планок; в – косой шов; г – действие изгибающего момента.
Расчёт угловых швов
Угловые швы: лобовые и фланговые.
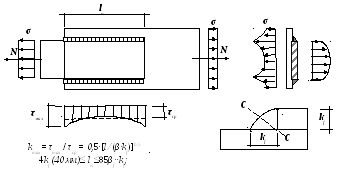
Рис. 3.5. Распределение напряжений в соединениях с угловыми фланговыми швами.
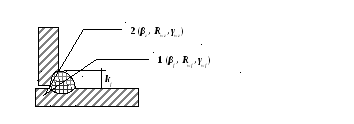
Рис. 3.6. Схема расчётных сечений сварного соединения с угловым швом.
Сварные соединения с угловыми швами при действии продольной силы рассчитываются на условный срез по двум сечениям:
-
по металлу шва:
![]() (3.2)
(3.2)
2 – по границе сплавления
![]() (3.3)
(3.3)
lw – расчётная длина шва (lw=l-10 мм для учёта непровара);
βf и βz – коэффициенты, учитывающие глубину проплавления шва и границы сплавления в зависимости от условий сварки. Принимаются: для стали с σy<580 МПа (по табл.34* СНиП); для стали с σy≥580 МПа, βf = 0,7 и βz = 1;
γwf , γwz - коэффициенты условий работы шва, равные 1 во всех случаях, кроме конструкций, возводимых в климатических районах, указанных в СНиП;
Rwf , Rwz – расчётные сопротивления металла шва и металла границы сплавления (табл.3 СНиП).
Расчёт угловых швов при действии изгибающего момента и поперечной силы.
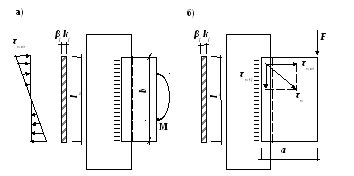
Рис. 3.7. Расчёт угловых швов: а – на действие изгибающего момента; б – на действие изгибающего момента и поперечной силы.
-
Условие прочности шва при действии изгибающего момента (рис. 3.7,а):
![]() , (3.4)
, (3.4)
где
![]() ;
;
![]() .
.
Тогда
![]() .
(3.5)
.
(3.5)
-
Условие прочности шва при действии изгибающего момента M=F∙l и поперечной силы Q =F (рис. 3.7, б):
![]() - горизонтальные
касательные напряжения от действия M.
- горизонтальные
касательные напряжения от действия M.
![]() - вертикальные
касательные напряжения от действия F.
- вертикальные
касательные напряжения от действия F.
![]() . (3.6)
. (3.6)
Конструктивные требования к сварным соединениям
-
Для уменьшения сварочных напряжений принимать минимально необходимое количество и минимальные размеры сварных швов.
-
Применять преимущественно механизированные способы сварки.
-
Обеспечивать доступ к сварным швам как в процессе изготовления, так и в процессе эксплуатации.
-
Ограничения на размеры швов:
kf ≤ 1,2·t, (t – наименьшая из толщин свариваемых элементов);
kf ≥ kf,min.; kf,min ≥ 4 мм (по СНиП);
lw,min ≥ 4 kf ≥ 40 мм, lw,max ≤ 85βf kf. (за исключением швов, действующих на всём протяжении).
-
Напуск листов в соединениях внахлёстку должен составлять не менее 5 толщин наиболее тонкого из соединяемых элементов.
Болтовые и заклёпочные соединения
Виды болтов, применяемых в строительных МК:
Болты грубой, нормальной и повышенной точности; высокопрочные; самонарезающие; фундаментные (анкерные).
По точности - 3 класса – А, В, С. ( δ=Ø отв.-Ø болта).
Болты класса точности С (грубой точности) - δ=2-3 мм. Ставятся конструктивно, применяются как сборочные или крепёжные.
Характеристика соединения:
- упрощённая посадка болтов;
- высокая деформативность при сдвиге;
- неравномерность работы отдельных болтов в соединении;
-отверстия образуются продавливанием или сверлением;
- применяются в конструкциях из стали с σy≤380 МПа.
Болты класса точности В (нормальной точности) - δ=1-1,5 мм.
- отверстия образуются продавливанием или сверлением;
Болты класса точности А (повышенной точности) - δ≤ 0,3 мм. Применяются только в ответственных сооружениях.
Характеристика соединения:
- болты имеют только минусовой допуск на диаметр стержня;
- изготавливаются точением и имеют строго цилиндрическую форму;
- высокая точность исполнения достигается: сверлением на проектный диаметр в собранном пакете; продавливанием на меньший диаметр с последующим рассверливанием в пакете до проектного размера;
- хорошо работают на сдвиг;
- высокая стоимость из-за сложности изготовления и постановки.
Высокопрочные (сдвигоустойчивые) болты. Болты изготавливают из легированной стали, термически обрабатываются в готовом виде. Болты нормальной точности. Гайки затягиваются тарировочным ключом с контролем силы натяжения болта P=Rbh·Abn. Несущая способность соединения на сдвиг создается силами трения между поверхностями соединяемых элементов (фрикционное соединение).
Применяются в соединениях, работающих на высокие сдвиговые нагрузки, динамические и вибрационные нагрузки.
Самонарезающие болты (рис.3.8,а). Закручивают в ненарезанные отверстия, крепятся с одной стороны. Применяются для крепления профилированного настила.
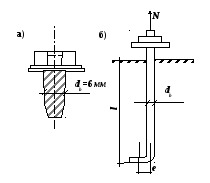
Рис.3.8.: а – самонарезающий болт; б – фундаментный болт.
Фундаментные болты (рис. 3.8, б). Служат для передачи растягивающих усилий с колонн на фундаменты.
Заклёпочные соединения (рис.3.9). Применяются только в тяжёлых МК, работающих на динамические и вибрационные нагрузки и при использовании трудносвариваемых материалов. Изготавливаются из углеродистой или низколегированной стали с повышенными пластическими свойствами
Клёпка ведётся горячим и холодным способами.
Горячая клёпка. (Т≈800ºС). При охлаждении стягивает соединяемые элементы, работа соединения ведётся за счёт сил трения.
Холодная клёпка. Выполняется только на заводе; деформация металла производится клёпальной скобой. Используется при изготовлении конструкций из алюминиевых сплавов.
.
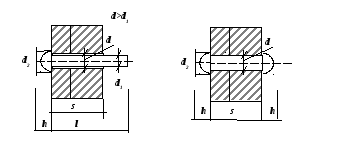
Рис. 3.9. Заклёпочные соединения.
Работа заклёпочных соединений на сдвиг носит промежуточный характер между работой обычных и высокопрочных болтов.
Расчёт аналогичен расчёту обычных болтов. Сила трения учитывается повышением расчётных сопротивлений.