

Диплом Вотинцев+Суманеева / Диплом / 16. п5
.docx
5
УПРАВЛЕНИЕ И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
НА УЧАСТКЕ
5.1 Организация механического участка и рабочих мест
На участке механической обработки детали «Корпус» оборудование расположено по технологическому процессу. Участок характеризуется небольшой номенклатурой изделия и сравнительно небольшим объемом выпуска. На данном участке применяют универсальные токарные и шлифовальные станки, а также применяются станки с ЧПУ. Контрольный инструмент специальный и универсальный. Станочные приспособления механизированные.
Организационная структура участка – предметная. При предметной структуре создаются более благоприятные условия для внедрения новой техники, механизации и автоматизации производства, так как основные цеха создаются по отдельным переделам по признаку изготовления каждым из них определенного изделия, оборудование располагается в соответствии с технологическим процессом. В то же время при предметной структуре усложняется руководство цехами, участками, в которых осуществляются разнообразные по характеру операции. Усложняется структура. Возникает необходимость располагать всеми видами оборудования в каждом цехе, уменьшается его загрузка.
Произведем
расчет партии запуска деталей в
производство по формуле 42
УЗ =
 · 100% (42)
· 100% (42)
УЗ
=
 · 100% = 49%.
· 100% = 49%.
В среднесерийном производстве обработка деталей осуществляется периодически запускаемыми в производство партиями и оборудование наряду с обработкой данной детали после переналадки используется при обработке других деталей. Капитальные и общепроизводственные затраты в дальнейшем будут рассчитываться с учетом коэффициента загрузки сопоставленного (приведенного) с нормативной загрузкой.
Организационная структура участка – предметная. Так как основные цеха создаются по отдельным переделам по признаку изготовления каждым из них определенного изделия, оборудование располагается в соответствии с технологическим процессом.
Произведем расчет партии запуска деталей в производство по формуле 25
n
=
 = 590 шт
= 590 шт
nрасч = 590шт
nприн = 500шт
р=100шт
Вид движения предметов труда смешанный т.е. передача деталей осуществляется партией с применением транспортной партии. Передача деталей на следующую операцию начинается еще до окончания обработки всех деталей партии на предыдущей операции.
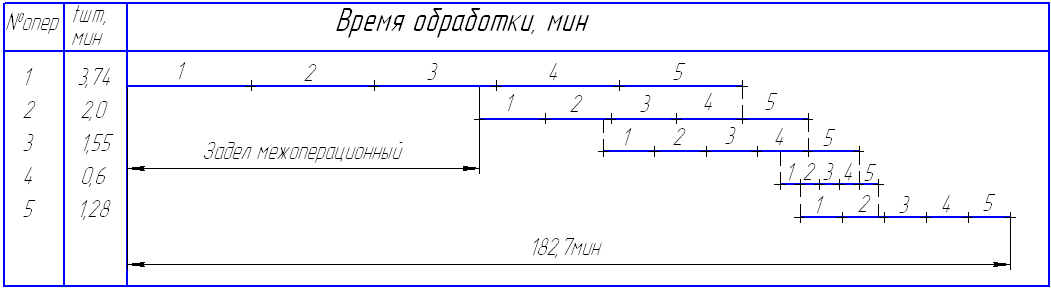
Рисунок 5 – График смешаного вида движения детали на участке.
5.1.2 Описание проекта планировки участка
Проектный
участок
работает в условиях среднесерийного
типа
производства.
Для среднесерийного производства характерна узкая специализация рабочих мест, за каждым рабочим закрепляется одна, две операции, которые выполняется непрерывно без переналадки оборудования, либо с переналадкой.
Это позволяет широко использовать специальное оборудование и специальную технологическую оснастку.
Производственный участок служит для размещения на нем оборудования, служащего для выполнения технологических процессов обработки изделия.
При разработке планировки участка все его отделения и вспомогательные помещения располагают так, чтобы обеспечить прямоточность и последовательность прохождения материалов, заготовок и изделий по стадиям обработки, максимальное использование площади, удовлетворение требований по технике безопасности.
Расстояние между станками не менее 900 мм. На расстоянии 1500 мм от колон расположен стружкоуборочный конвейер.
По
требованиям к технике безопасности к
каждому станку подведено
заземление.
Пожарный щит и кран на участке расположены так, чтобы можно было беспрепятственно подойти. Место мастера расположено в конце участка. Место для технического контроля оснащёно контрольным столом и тремя ящиками тары
Метод организации производства – поточный, т.к. детали передаются на последующие операции небольшими транспортными партиями.
После обработки на сверлильной ЧПУ операции детали складываются в тару и с помощью электротележек перевозятся на участок термической обработки. Затем детали отвозят на шлифовальный участок, где производится окончательная обработка. Готовые детали передаются на технический контроль, после чего транспортируются на участок сборки или на склад комплектации.
5.2 НОТ на участке
5.2.1 Разделение труда на участке
Главными задачами служб НОТ на предприятии являются:
- осуществление общего руководства работы НОТ на предприятии;
- проведение исследовательской и организационно - методической работ;
- систематическое изучение и анализ состояния существующей организации труда в предприятии.
На данном участке различают четыре вида разделения труда:
- функциональное; - квалифицированное; - технологическое; - кооперационное.
Функциональное – означает деление всего комплекса работ в зависимости от роли и места различных групп работников, занятых в производственном процессе.
Промышленная производственная группа: рабочие основные и вспомогательные, младший обслуживающий персонал, начальник цеха, мастер, технолог, контролёр. Не промышленная группа – не предусмотрена в цеху.
- Профессионально-квалифицированное – деление работающих по профессиям (специальностям), а внутри них по группам сложности труда (разрядам, категориям). Операторам присвоен четвертый разряд, а токарю и шлифовщику – третий разряд.
- Технологическое – предусматривает выделение групп рабочих по признаку выполнения или технологически однородных работ на данном участке выделяются профессии: оператор, токарь, шлифовщик.
- Пооперационное – является основой формирования различных видов поточных линий.
5.2.2
Формы организации труда основных робочих
Существует три формы организации труда: бригадная, совмещение профессий и многостаночное обслуживание.
На данном участке целесообразно применить бригадную форму организации труда. Бригадная форма организации труда наиболее тесная кооперация членов трудового коллектива достигается при бригадной форме организации труда. Производственная бригада представляет собой первичный трудовой коллектив рабочих одинаковых или различных профессий, специальностей, квалификации, совместно выполняющих единое производственное задание и объединенных общей экономической оценкой результатов своего труда. Объективной предпосылкой такого объединения служат организационно-технические условия производства, т.е. такие условия, когда вне бригадной формы ведение производственного процесса либо невозможно, либо неэффективно.
Специализированные бригады организуют из рабочих одной профессии или специальности для выполнения однородных технологических операций, чаще всего для слесарно-сборочных, монтажных, наладочных, погрузо-разгрузочных операций. Преимущество такой организации труда по сравнению с индивидуальной состоит в том, что в этих коллективах сокращаются внутри- сменные потери рабочего времени путем более организованного обеспечения инструментом, приспособлениями, заготовками, органического сочетания высококвалифицированных рабочих с рабочими более низкой квалификации, обмена опытом и усиления дисциплины труда. Комплексные бригады организуют из рабочих различных профессий и специальностей для выполнения комплекса технологически разнородных, но взаимосвязанных работ. Преимуществом таких бригад является возможность оптимальной кооперации труда основных и вспомогательных рабочих, применения принципа совмещения профессий и специальностей, гибкости в решении вопросов расстановки рабочих.