

Оборудование транспортно-накопительных систем.
Оборудование ТНС делится на основное и вспомогательное
К основному оборудованию АТНС относятся конвейеры, транспортные роботы, устройства пневмо- и гидротранспорта, склады, стеллажи, штабелеры, ПР, а также ЭВМ, микропроцессоры, датчики и пульты управления.
К вспомогательному оборудованию АТНС относятся ориентаторы, адресователи, толкатели, сбрасыватели, накопители, подъемные и поворотно-координатные столы, подъемники, вибробункеры, перегрузочные тележки, питатели и тара.
Каждое из перечисленных технических средств АТНС подразделяется на различные типы в зависимости от назначения. Например, конвейеры классифицируются на 12 основных типов, приведенных на рис.2.29. Конвейеры в ГАП используются как основной магистральный транспорт, а также для выполнения дополнительных операций, в частности автоматической загрузки и выгрузки. В табл. 2.6 приведены характеристики наиболее распространенных типов конвейеров.
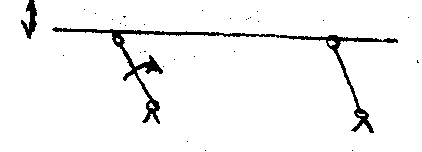
Ленточные, пластинчатые и роликовые конвейеры обеспечивают высокую надежность транспортных связей; они дешевы и просты в исполнении. Элеваторы подвесные с автоматическим адресованием могут выполнять функции накопителей. В АТНС ГАП применяются монорельсовые дороги (монорельсы), выполняемые в виде подвесных дорог и обслуживающие межцеховые и внутрицеховые грузопотоки. Их преимущества — высокая экономичность, большой диапазон скоростей, возможности сокращения производственных площадей, автоматического адресования и использования программного управления. По сложности схемы дорог подразделяются на элементарные, простые и сложные. Элементарная схема не имеет ответвлений, простая схема имеет до пяти стрелочных переводов, а сложная схема может иметь множество стрелочных переводов, поворотных кругов и межэтажных подъемников. Максимальная грузоподъемность монорельсовых дорог достигает 20 т.
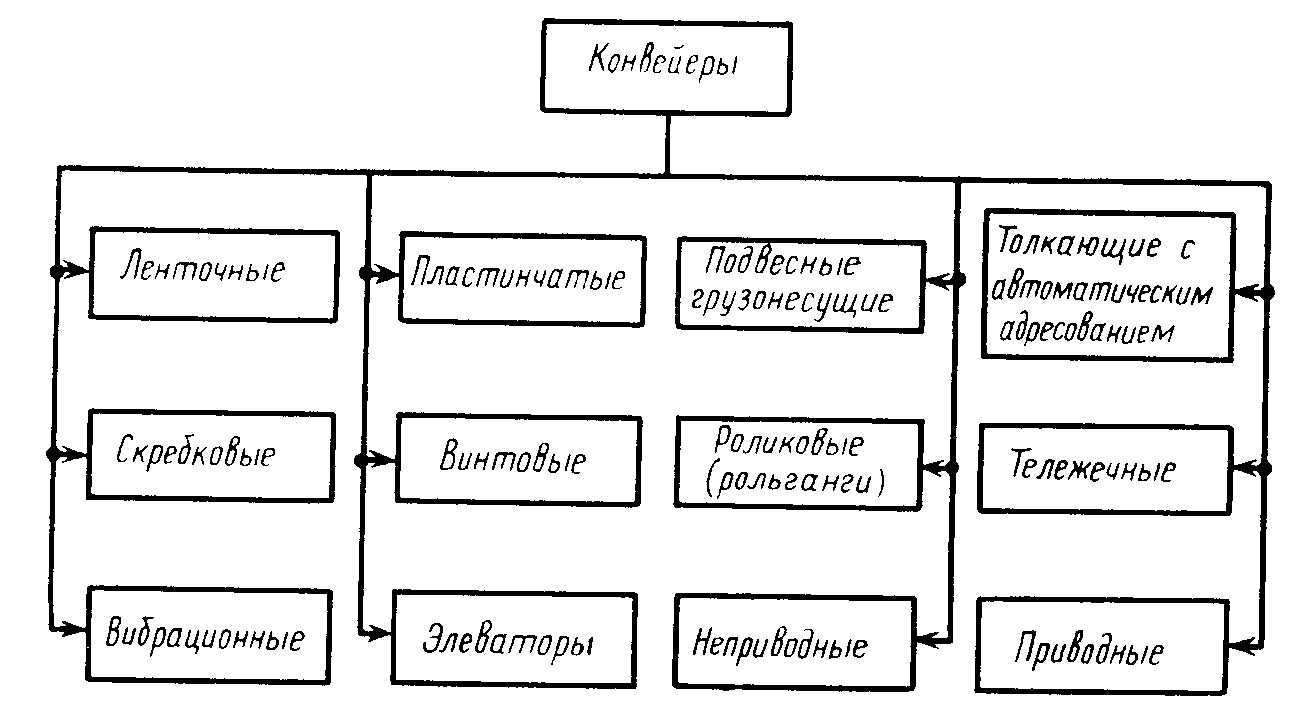
Рис. 2.29. Классификация основных типов конвейеров
Монорельс можно крепить непосредственно к несущим частям производственных зданий, применяя промежуточные балки. Существуют гибкая и жесткая формы подвесных путей. Гибкая форма позволяет балке свободно поворачиваться и смещаться, а жесткая форма препятствует этому.
Управление подвижным составом монорельса включает: операции по переводу стрелок, изменению скорости движения; остановы и согласование с работой накопительных и передаточных устройств.
К недостаткам монорельсовых дорог, так же как и конвейеров, можно отнести сложность изменения длины и направления трассы, перехода на большую грузоподъемность и достижения высокой точности позиционирования.
Большую роль в создании АТНС играют транспортные роботы. Они являются гибким средством реализации межучастковых и межоперационных связей. Преимущества транспортных роботов — малогабаритность подвижного состава, большой диапазон регулирования производительности, автономность и возможность освобождения проездов после окончания работы для других видов транспорта. На рис.2.30 показана классификация транспортных роботов.
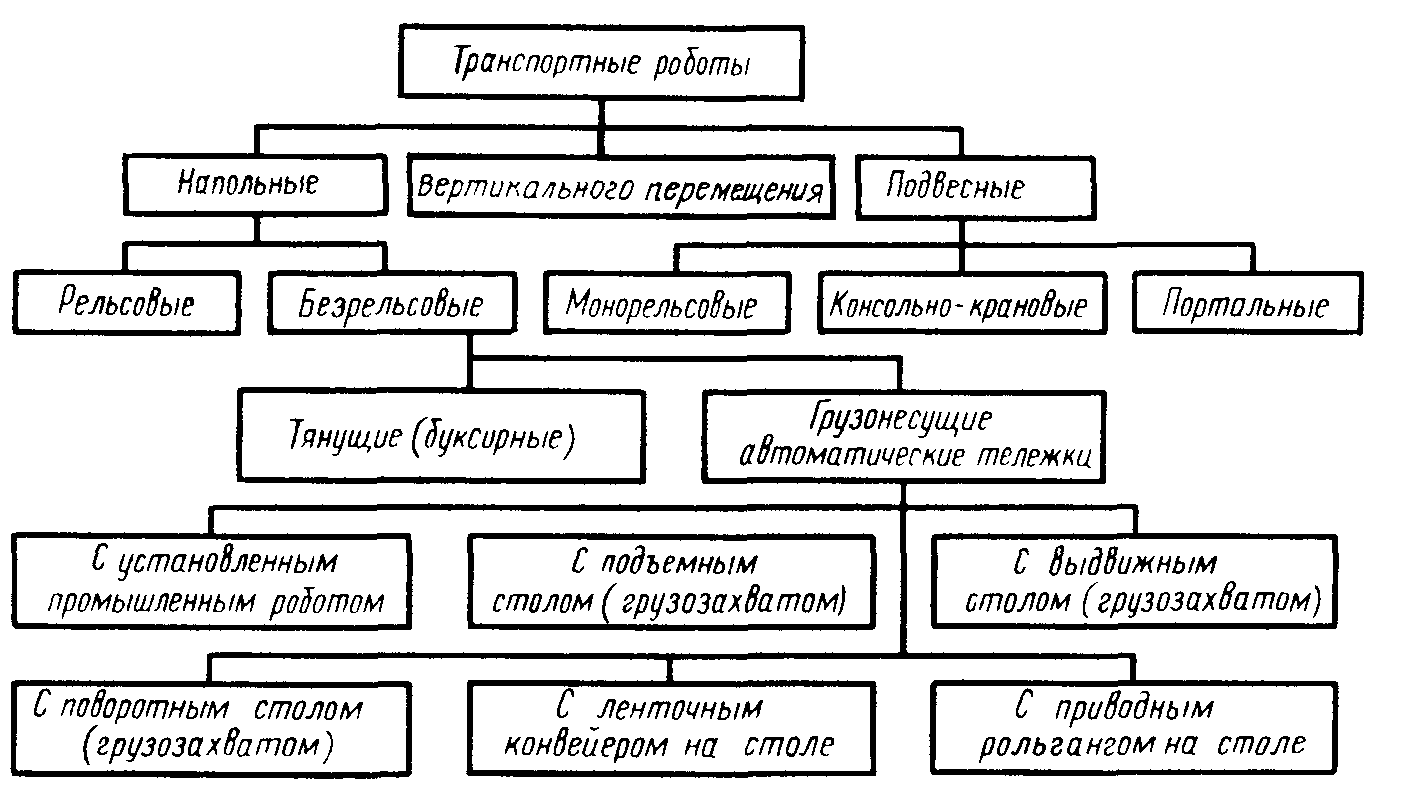
Рис. 2 30 Классификация транспортных роботов
Все транспортные роботы делятся на напольные, вертикального перемещения и подвесные. Напольные транспортные роботы могут быть рельсовыми и безрельсовыми, а подвесные — монорельсовыми, консольно-крановыми и портальными. Роботы вертикального перемещения могут быть с дискретным и непрерывным движением.
СКЛАДСКАЯ ПОДСИСТЕМА ГАП
Автоматизированная складская подсистема ГАП предназначена для приема, хранения, выдачи в производство и учета исходного сырья, основных материалов и заготовок, вспомогательных материалов, порожней тары, инструмента и приспособлений, сменных захватных устройств и запасных частей для станков и ПР, используемых в ГАП; для накопления и временного хранения готовых изделий и отходов производства с целью обеспечения эффективного производственного процесса ГАП.
Автоматические склады. Они осуществляют взаимодействие производства с внешними по отношению к нему системами промышленного предприятия, например с другими производственными подразделениями и внутризаводским транспортом.
Автоматический склад может включать в себя различные сочетания технологических участков:
— зоны хранения груза;
— участков приема и выдачи грузов на внутризаводской транспорт;
— участков укладки деталей или изделий в транспортно-складскую тару;
— участков приема и выдачи грузов из зоны хранения;
— участков приема и выдачи грузов на внутрисистемный транспорт ГАП.
Через склады в ГАП поступают и отправляются из него все материальные грузопотоки. Классификация автоматических складов представлена на рис. 2.38.
Широкое распространение в ГАП складов с автоматическими стеллажными кранами-штабелерами объясняется их высокой производительностью, компактностью и легкостью автоматизации. К их недостаткам можно отнести малую грузоподъемность одной секции склада, особенно при небольшой высоте помещения. Стеллажные склады с автоматическими мостовыми кранами-штабелерами целесообразно применять при единичном и мелкосерийном производствах.
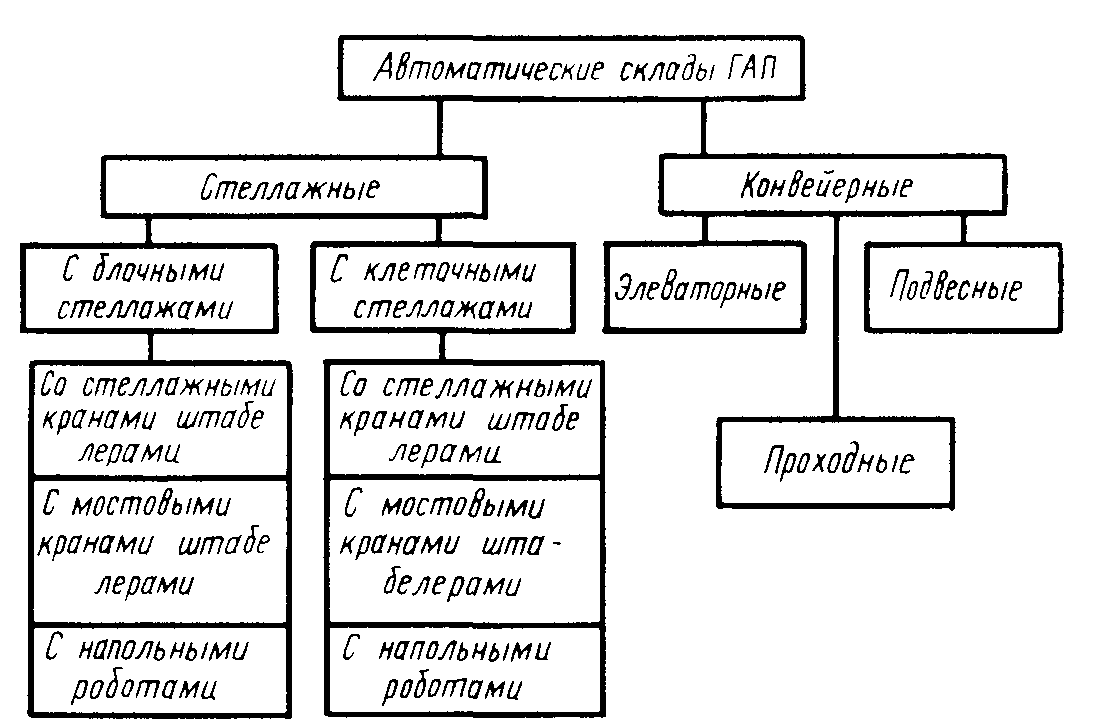
Рис 2 38 Классификация складских подсистем ГАП по типам оборудования
В случае, когда при незначительной номенклатуре грузов требуются сравнительно большие запасы материалов, можно использовать автоматизированные склады с гравитационными стеллажами.
Оборудование автоматических складов. К нему относятся складская тара, стеллажи, краны-штабелеры, перегрузочные устройства, а также системы автоматического управления складами.
На автоматических складах заготовки, детали и изделия перегружаются и складируются в транспортно-складскую тару, представляющую собой ящичные, стоечные или плоские поддоны, или в специальную технологическую тару в виде кассет или спутников.
Грузы в таре складываются на стеллажах, которые могут быть односторонними и двусторонними. Они состоят из рам, полок, винтовых растяжек и фундаментальных болтов.
Для автоматических складов стеллажи могут изготовляться в комплекте со стеллажными кранами-штабелерами.
Автоматическое загрузочно-разгрузочное устройство – комплекс механизмов обеспечивающих автоматическое перемещение заготовки с места хранения в рабочую зону станка, где она закрепляется в зажимном приспособлении, и после завершения обработки – удаление в заданное место хранения.
1. Поворотное загрузочное устройство.
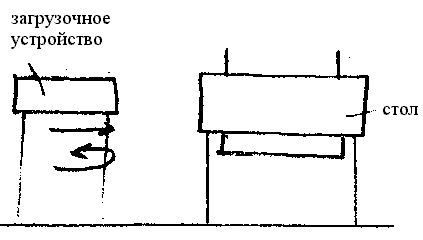
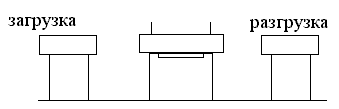
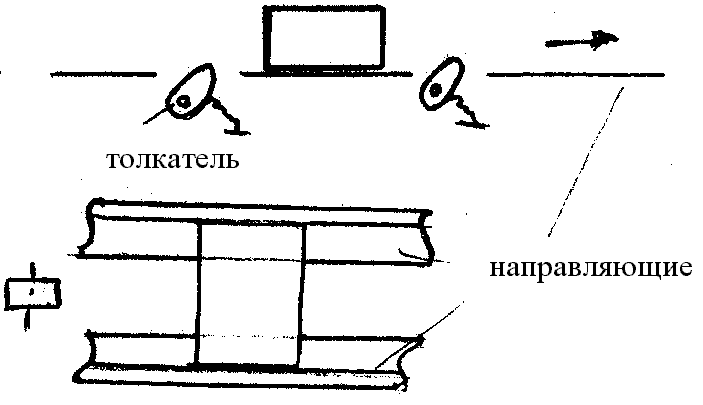
2. Загрузочное устройство с раздельными платформами, расположенными с двух противоположных сторон от стола станка. 1 – обеспечивает загрузку, 2 – забирает обработанную деталь.
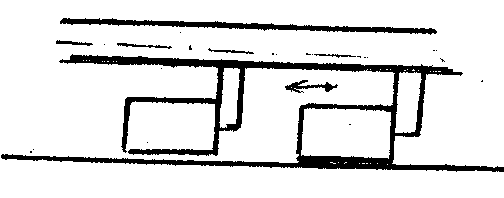
3. Загрузочное устройство с платформами, расположенными с одной стороны стола станка (м.б. установлено на подвижном или неподвижном основании)
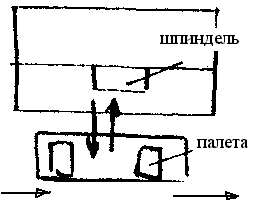

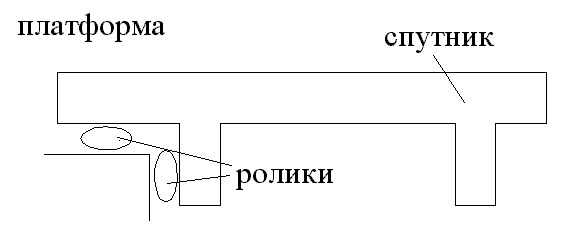
1 – платформа; 2 – ролики; 3 – поворотный стол; 4 – основание; 5 – гидроцилиндр; 6 – захват Т-образной формы.
Для установки спутника на платформу выдвигается шток, происходит захват; затем спутник (шток) втягивается и устанавливается на платформу.
Механизм поворота состоит из реечной передачи, которая перемещается с помощью гидроцилиндра (рейка установлена на конце гидроцилиндра). После поворота платформы шток выдвигается и спутник выталкивается.
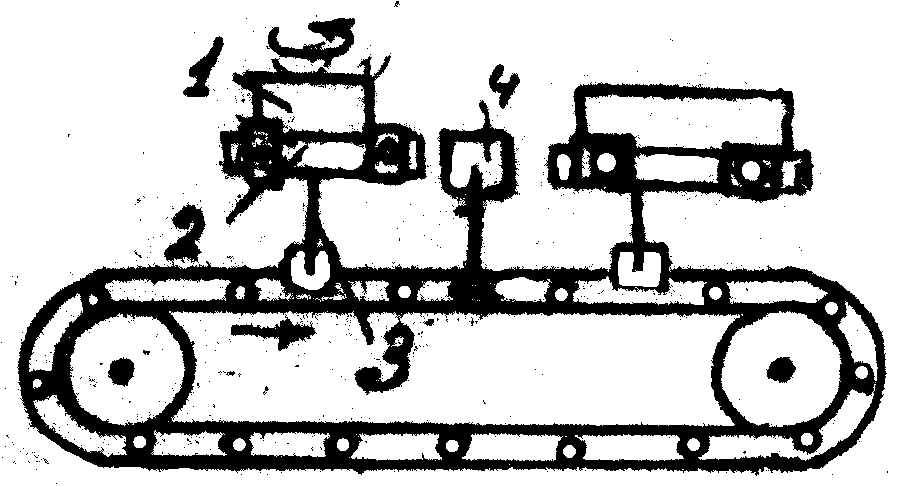
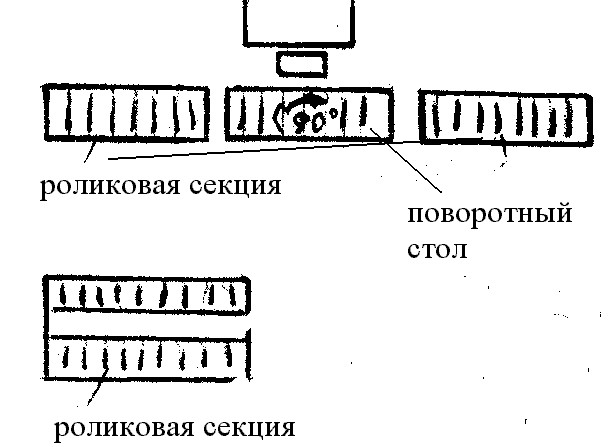
Разделенный пластинчатый конвейер (роликовый)
1 – заготовка; 2 – поворотная платформа; 3 – ось; 4 – гидроцилиндр.
Заготовка, расположенная на поворотной платформе, перемещается по конвейеру до позиции, где расположен гидроцилиндр, с помощью которого происходит поворот вокруг оси платформы, что позволяет произвести переориентировку в пространстве.
Вибрационный конвейер – используется в крупносерийном производстве для транспортировки деталей. При больших скоростях вибрация передается на технологическое оборудование.
Для перемещения заготовок, деталей используются помимо указанных выше:
1. штанговые конвейеры (движение обеспечивается пошагово) – для крупносерийного производства. Движение в одну сторону, обеспечивается точность позиционирования, но нет возможности перемещать через шаг.
2. штанга поворачивается на 90°
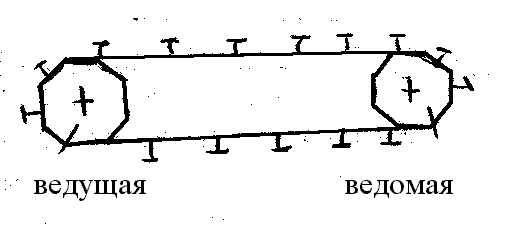
У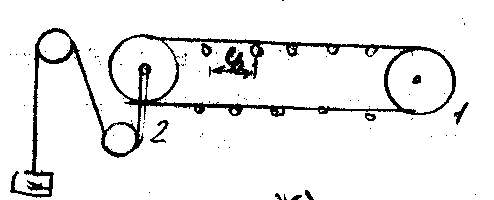 ленточных конвейеров нет точности
позиционирования, они исп-ся для
внутрицеховых запасов (непрерывное
движение). В качестве ленты – прорезиненная,
цельностальная лента. Ленту можно
укладывать в определенной нише или
оставлять свободной. Обязательно есть
2 барабана – один ведущий, другой
натяжной.
ленточных конвейеров нет точности
позиционирования, они исп-ся для
внутрицеховых запасов (непрерывное
движение). В качестве ленты – прорезиненная,
цельностальная лента. Ленту можно
укладывать в определенной нише или
оставлять свободной. Обязательно есть
2 барабана – один ведущий, другой
натяжной.
Ролики необходимы для поддержания ленты вместе с грузом, расположенным на конвейере (верхние имеют больший диаметр).
Если m > 25кг – расстояние м/у роликами = l/2 (заготовки)

Пластинчатые – можно устанавливать крупногабаритные заготовки; с раздельными и сплошными элементами.
![]()
Роликовые (м.б. самотечные и приводные). Самотечные – рассчитывается угол в зависимости от массы груза и материала ,из которого изготовлены приспособление или заготовка. Расстояние между роликами не зависит от массы – всегда l/3.
П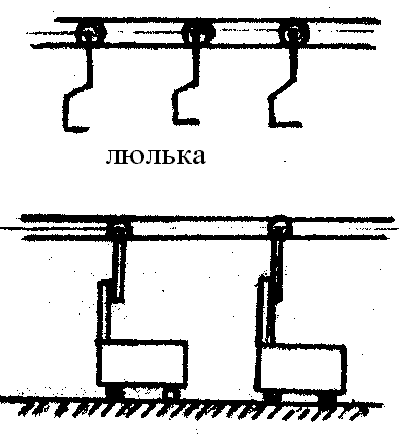 одвесные
конвейеры (грузонесущие) позволяют
обеспечить межцеховое перемещение,
перемещение м/у этажами
одвесные
конвейеры (грузонесущие) позволяют
обеспечить межцеховое перемещение,
перемещение м/у этажами
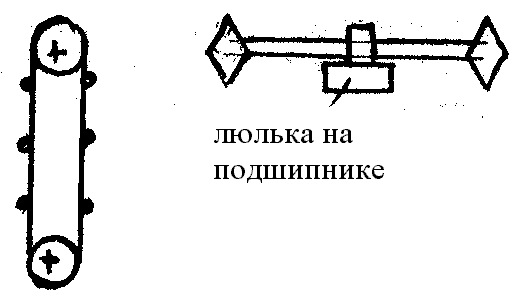
Роликовая цепная передача. Люлечный конвейер.
По принципу толкающего конвейера перемещает тележки.
Элеваторы – конвейеры, расположенные вертикально. Предназначены для хранения заготовок или для переноса заготовок в специальные склады.
Тележечные – м.б. связаны м/у собой цепью или перемещаться по монорельсе (межцеховые перемещения).

Склады карусельные горизонтальные – хранение любых деталей (нет ограничений по форме и массе).
Шталл-шкаф
Склады – индустривер (разновидность карусельных) без вращения по собственной оси (полки вверх, вниз).
Погрузчики:
1. с использованием электрического привода;
2. ДВС (бензинные);
3. привод от дизеля.
-
с твердыми шинами – позволяет укладывать длинномерные грузы на большую высоту; штабелирование;
-
с пневматическими шинами – не позволяет укладывать на большую высоту, но можно использовать в строительстве (перемещение по загрязненной поверхности);
-
для работы в узких проходах: портальные (зона перемещения ограничена), боковые (перемещение в 4 направлениях – рама захвата в боковой плоскости), погрузчики-штабелеры;
-
вилочные погрузчики – управляется машинистом при помощи рукоятки;
-
загрузчики прокатных станков – отдельный склад самоходных погрузчиков – крупногабаритные грузы;
-
погрузчики-штабелеры – ограниченная зона склада, если есть автоматическое загрузочное устройство – может работать специалист, не очень разбирающийся;
-
с поворотной колонной – при двухстороннем складе. Поворот на 90°. Вилы расположены с двух сторон.
-
мостовой кран.