

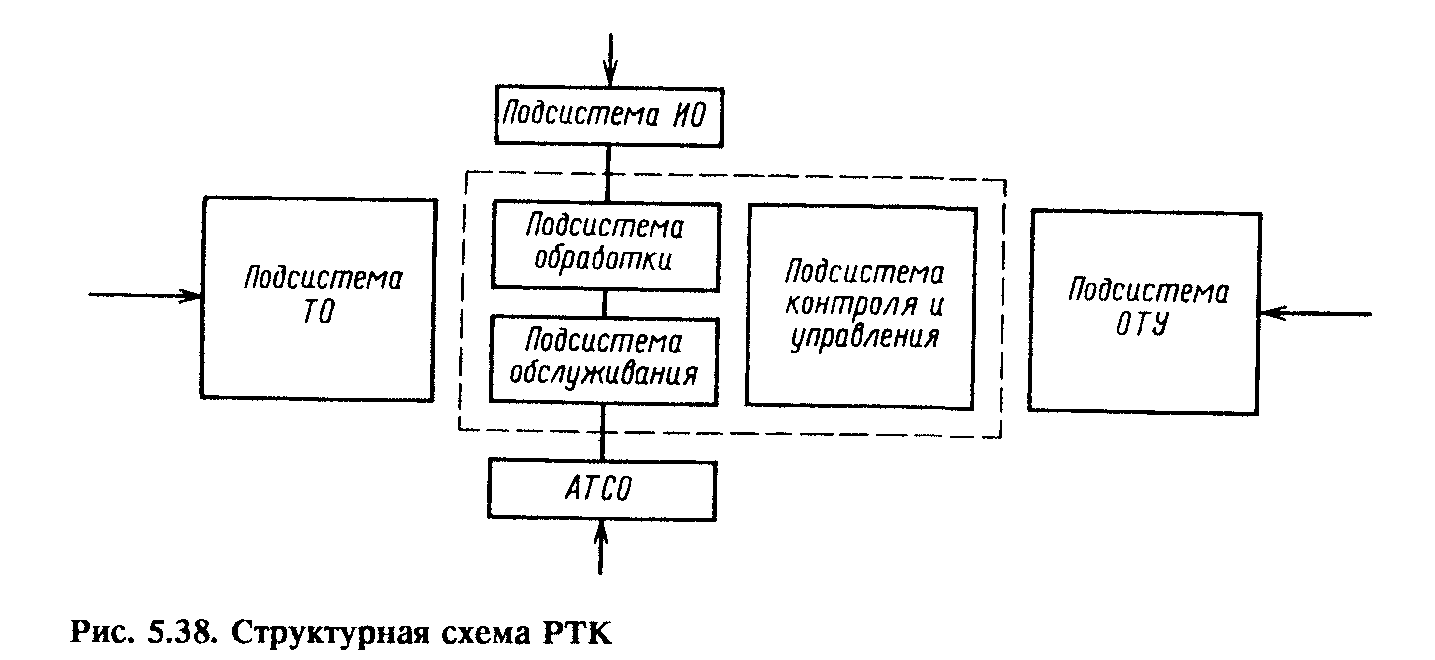
РТК можно условно подразделить на три основные подсистемы: 1) обработки, 2) обслуживания, 3) контроля и управления (рис. 5.38). Подсистема обработки формируется на основе технологического оборудования, модернизированного для взаимодействия с ПР. Подсистема обслуживания формируется на основе устройств для размещения заготовок деталей на входе в РТК межоперационных транспортирующих устройств и накопителей, устройств приема деталей, а также ПР. Подсистема контроля и управления состоит из комплекса программ, средств контроля, измерений, регулирования вычислений, логического управления, регистрации и аварийной защиты. Эта подсистема оснащена датчиками контроля наличия, ориентации и точности расположения изготовляемых изделий, параметров выполняемого технологического процесса, правильности срабатывания рабочих органов оборудования, приспособлений режущего инструмента, вспомогательных устройств и аварийной защиты. Сложные РТК помимо указанных подсистем могут иметь дополнительные — систему инструментального обеспечения (СИО) технического обслуживания (ТО) и организационно-технического управления (ОТУ). В простых РТК используются, как правило, автономные устройства управления ПР и технологическим оборудованием, а в сложных — УВК.
ГПС механической обработки классифицируют по ряду признаков: организационному, комплексности изготовления изделий, виду обработки, разновидности изготовляемых изделий, уровню автоматизации.
По организационным признакам ГПС подразделяют на ГАЛ, ГАУ, ГАЦ.
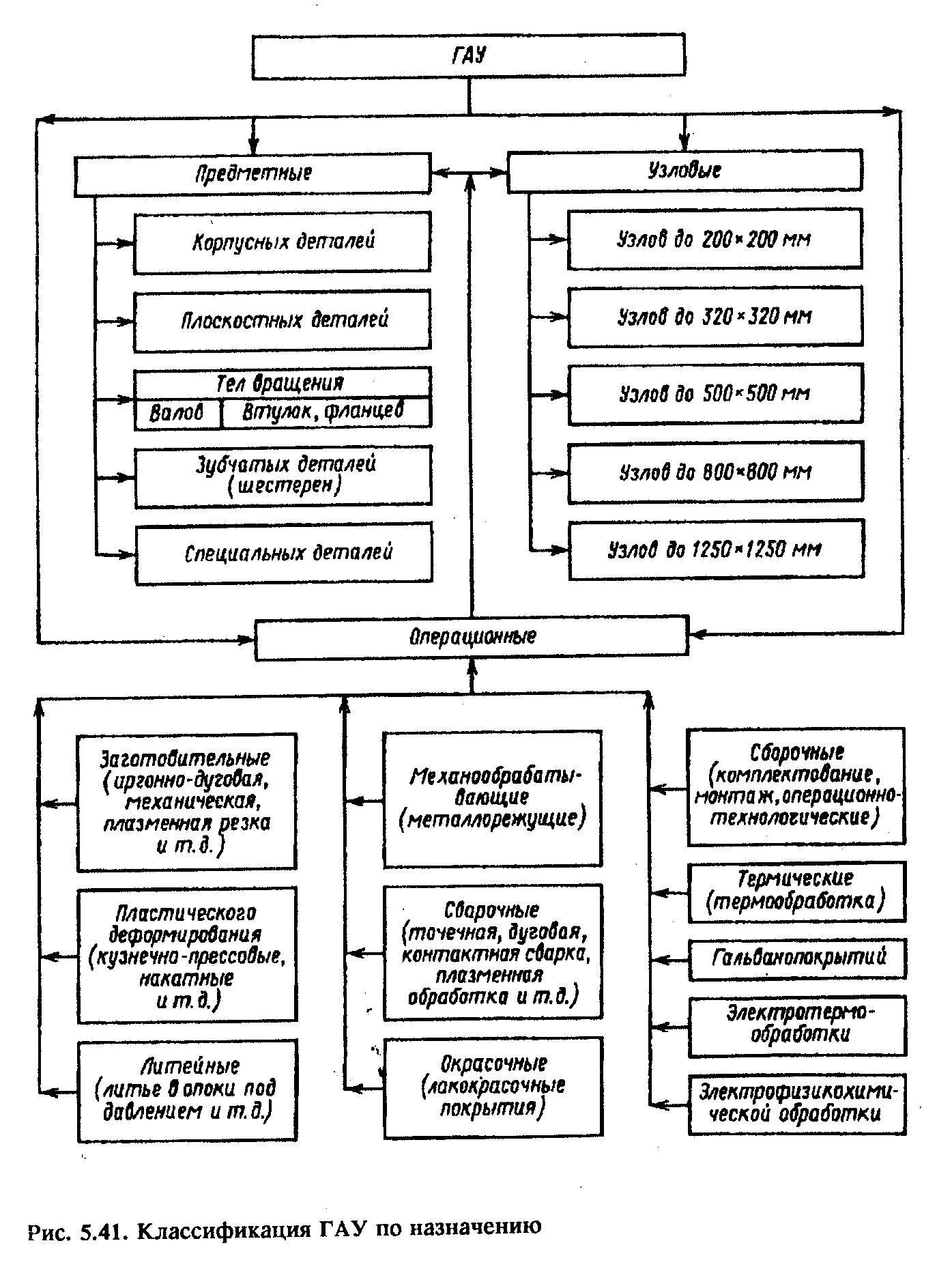
Предметные ГАУ — системы машин, на которых полностью изготовляется определенная группа изделий (например, валы, втулки, планки, корпуса) или две и более групп изделий (например, типа тел вращения и пластины). Узловые ГАУ — системы машин, продуктом производства которых являются комплекты деталей и узлы определенных типоразмеров. Комплекты деталей дополняются со склада недостающими покупными деталями. Затем они ритмично поступают на ГАУ. Операционные ГАУ служат для выполнения однородных технологических операций, которые являются частью комплексного технологического процесса изготовления определенной группы изделий. Эти ГАУ оснащают высокопроизводительным специализированным оборудованием. Операционные ГАУ входят в состав предметных, а последние — в узловые. В состав ГАУ и ГАЛ могут входить PTK. Классификация ГАУ по назначению показана на рис.5.41.
ГПС различают по
уровню автоматизации, т.е. способности
выполнять в автоматическом режиме
определенные функции (табл. 5.1). Этот
уровень определяется уровнем автоматизации
основного технологического оборудования
— ГПМ, из которых компонуется ГПС,
транспортно-накопительной системы,
организации производства. Чем выше
уровень автоматизации ГПС, тем выше ее
стоимость. Уровень автоматизации ГПС
как комплексное понятие определяется
показателем, равным отношением времени
автоматической работы оборудования к
общему фонду времени его использования.
Уровень автоматизации оборудования
(ГПМ, многооперационных станков и других
машин) может быть выражен коэффициентом
использования оборудования Ки.у.п
при работе по управляющей программе
(УП), т.е. в автоматическом цикле при
обработке партии одинаковых деталей ,
где n
– число деталей в партии; tу.п.
– время работы по УП при изготовлении
одной детали, мин; tT
– время транспортирования заготовки
из позиции загрузки в позицию обработки,
несовмещенное с временем обработки,
мин. Комплексную оценку уровня
автоматизации ГПС и организации
производства на ней, в том числе
функционирования транспортно-накопительной
системы, можно выполнить с помощью
коэффициента использования годового
фонда времени работы ГПС
,
где n
– число деталей в партии; tу.п.
– время работы по УП при изготовлении
одной детали, мин; tT
– время транспортирования заготовки
из позиции загрузки в позицию обработки,
несовмещенное с временем обработки,
мин. Комплексную оценку уровня
автоматизации ГПС и организации
производства на ней, в том числе
функционирования транспортно-накопительной
системы, можно выполнить с помощью
коэффициента использования годового
фонда времени работы ГПС
 ,
где т —
число единиц технологического оборудования
в ГПС; Ффi
– фактическое время работы оборудования
ГПС по УП в течение года; Фэ
— эффективный
годовой фонд времени работы ГПС. Гибкость
ГПС определяется степенью переналадки
оборудования и организацией производства.
В условиях ГПС при переходе на обработку
с одной партии деталей на другую
выполняется, как правило,
автоматизированная (автоматическая)
переналадка. Количественно гибкость
ГПС оценивают косвенным образом –Тп.зi,
отнесенным
,
где т —
число единиц технологического оборудования
в ГПС; Ффi
– фактическое время работы оборудования
ГПС по УП в течение года; Фэ
— эффективный
годовой фонд времени работы ГПС. Гибкость
ГПС определяется степенью переналадки
оборудования и организацией производства.
В условиях ГПС при переходе на обработку
с одной партии деталей на другую
выполняется, как правило,
автоматизированная (автоматическая)
переналадка. Количественно гибкость
ГПС оценивают косвенным образом –Тп.зi,
отнесенным![]() включает: ознакомление с чертежом, вызов
УП, обработку пробной детали, внесение
коррекции в УП, ввод программы контроля
детали в систему управления станком.
Чем меньше в равных условиях производства
доля Тп.зi,
тем выше гибкость ГПС.
включает: ознакомление с чертежом, вызов
УП, обработку пробной детали, внесение
коррекции в УП, ввод программы контроля
детали в систему управления станком.
Чем меньше в равных условиях производства
доля Тп.зi,
тем выше гибкость ГПС.
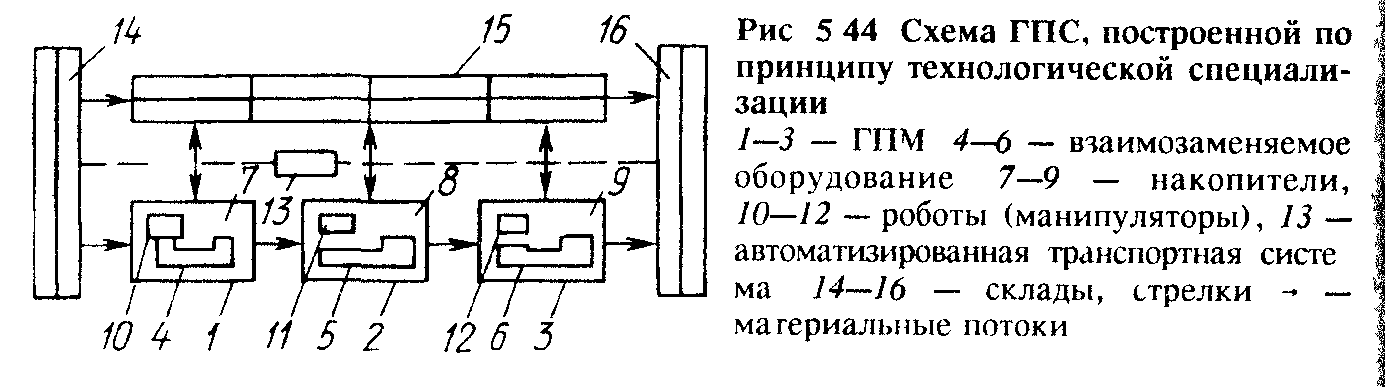

ГПС строят по принципу специализации: технологической, предметной, подетальной. В основу функционирования ГПС, построенных по технологическому принципу (рис 5 44), положен принцип "верни на место". Поэтому центральным элементом ГПС является автоматизированный межоперационный склад, через который изготовляемые детали транспортируются от одного технологического модуля к другому Последние укомплектованы группами взаимозаменяющего оборудования (многоцелевых станков). Преимущества такой схемы следующие: более полная загрузка оборудования благодаря концентрации всего объема обработки в технологическом модуле ГПС, возможность изменения номенклатуры деталей без перепланировки ГПС. Недостатки следующие: длинные и сложные технологические маршруты обработки заготовок, многократное их транспортирование между оборудованием и складом, необходимость заделов заготовок, инструмента и приспособлений для обеспечения бесперебойной работы ГПС на протяжении определенного времени (смена, сутки, недели и т.д. ), для чего должны быть увеличены вместимость склада и объем незавершенного производства.
Предметная специализация ГПС (рис 5 45) устраняет указанные недостатки, так как осуществляется обработка заготовок комплектов деталей для одного или нескольких однородных изделий. При этом технологические модули ГПС комплектуют из взаимодополняющего оборудования, располагающегося по маршруту изготовления комплектов деталей. В таких ГПС уменьшается объем транспортных и складских работ. Однако наличие взаимодополняющих единиц оборудования снижает способность ГПС к перестройке на выпуск изделий других наименований.