

GOSI 2 / ТАУ / Не нужное / Теория автоматического управления / 10.Адаптивные системы управления в механообработке / Адаптивные системы управления в механообработке
.docАдаптивные системы управления механообработки
Причины:
1.В современных условиях необходимость адаптивного управления связана с тем, что требуется широкое внедрение авто систем в мелкосерийное производство. Мелкосерийное пр-во характеризуется тем, что присутствует большая номенклатура деталей, обрабатываемых на станках, имеется большой спектр материалов, который вырабатывается, материалы с различными характеристиками по твердости...
2. Непрерывное появление новых материалов, характеристики которых мало исследованы. Нет четких рекомендаций.
3. Необходимость обработки твердых материалов с минимальными потерями инструмента.
При работе необходимо упростить программирование обработки.
Адаптивные системы стремятся строить с помощью ЧПУ (замкнутая система). При программировании обработки на ЧПУ: чтобы минимум износа инструмента, максимум производительности станка, так как любая заготовка имеет определенный допуск и др. ситуаций - приходится брать заниженный режим обработки, т.е. который не обеспечивает максимум точности. Адаптивные системы призваны так, что при изменении внешней ситуации меняется режим резания.
Различают адаптивные системы 2-х видов системы.
- предельного регулирования
- оптимального регулирования

Рассмотрим структурную схему.
ПЗ - предельное значение (скорости и перемещения).
Сложность:
-нужны четкие математические зависимости, описывающие процесс
-датчики, фиксированные параметры должны находиться как можно ближе к зоне резания
Достоинства:
- по производительности такие системы выше обычных систем ЧПУ в несколько раз.
- повторяемость точности
- минимальный расход режущего инструмента
- увеличение производительности на 50%
Система с оптимальным управлением.
Адаптивность сиситемы с оптимальным управлением могут строиться, а по показателям максимальной производительности, минимальному расходу режущего инструмента, себестоимости съема металла за один проход и т.д. Во всех случаях системы используют информацию об износе инструмента.
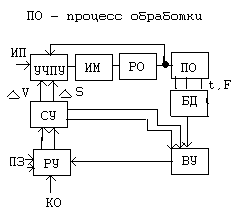
ВУ - вычислительное устр-во
О - оптимизатор
КО - критерий оптимальности
ТО - технические ограничения
СУ - согласующее устройство
БД - блок датчиков
Система обеспечивает заданные критерии (изготавливаются несколько деталей, настраивается система и т.д.)
Нет эффекта с единичным производством.
Сложность с нахождением КО. Оптимальные системы используют на токарных станках, на фрезерных станках и станках для глубокого сверления.