

ГОСы / Надежность и ремонт / 13
.doc13. Технология восстановления деталей пластической деформацией.
Восстановление деталей способом пластического деформирования основано на свойстве металла детали изменять свою форму и размеры без разрушения в результате пластической деформации, развивающейся вследствие приложения внешней нагрузки. Объем металла детали остается постоянным, но металл перемещается с ее нерабочих участков на участки, подверженные изнашиванию. Деталь деформируют до получения на изношенных участках номинальных размеров с учетом припусков на механическую обработку.
Технологический процесс восстановления деталей пластическим деформированием зависит от материала, конструкции и термической обработки изношенной детали, принятого способа нагрева и оборудования. В зависимости от направления действия внешних сил и требуемого перераспределения металла в ремонтном производстве используют следующие разновидности деформирования: правку, осадку, раздачу, обжатие, вытяжку, накатку, электромеханическую обработку, поверхностное пластическое деформирование и др.
Правку применяют при потере деталями своей первоначальной формы вследствие деформаций изгиба, скручивания и коробления. Правят коленчатые и распределительные валы, шатуны, балки мостов, детали рам статическим нагруженном и наклепом.
Большинство изделий правят под прессом в холодном состоянии. Чтобы получить требуемую остаточную деформацию детали, необходимо приложить к ней усилие, создающее ее полную деформацию, в 10... 15 раз превышающую остаточную.
Сущность правки наклепом состоит в том, что при ударах пневматическим молотком с закругленным бойком или ручным молотком со сферическим бойком по поверхности детали создаются напряжения сжатия, которые ее выпрямляют. Размер участков для наклепа и глубину наклепанного слоя определяют опытным путем в зависимости от степени изгиба, формы и размеров детали.
Осадку применяют для уменьшения внутреннего и увеличения наружного диаметра полых и сплошных деталей. Площадь поперечного сечения детали увеличивается, а высота (длина) уменьшается (рис. 3.4, а).
Осадку выполняют нанесением сильных ударов кувалдой или верхним бойком пневматического ковочного молота по детали, установленной на наковальне или нижнем бойке молота перпендикулярно к их рабочим поверхностям.
Вытяжку и растяжку используют для увеличения длины деталей (тяг, штанг, шатунов, рычагов и др.) за счет уменьшения ее поперечного сечения. (рис. 3.4, б).
Раздачу применяют для увеличения наружных размеров полых деталей за счет увеличения их внутренних размеров (рис. 3.4, в). После нее наружный диаметр детали должен быть равен номинальному диаметру с учетом припуска на механическую обработку.
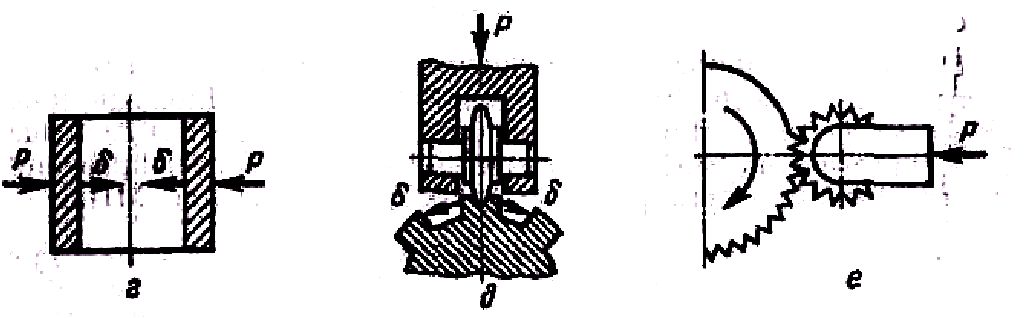
Рис. 3.4. Схемы восстановления деталей пластическим деформированием:
а–осадка; б–вытяжка; в–раздача; г– обжатие; д– вдавливание; е– накатка
Обжатие применяют для уменьшения внутренних размеров полых деталей за счет уменьшения наружных. (рис. 3.4, г).
Вдавливание представляет собой одновременную осадку и раздачу, так как деформирующая сила Р (рис. 3.4, д) направлена под углом к направлению деформации. Длина детали не изменяется.
Накатку применяют для увеличения наружного или уменьшения внутреннего диаметра деталей вытеснением металла отдельных участков рабочей поверхности. (рис. 3.4, е).
Упрочнение деталей поверхностным пластическим деформированием необходимо при их восстановлении, так как часто снижаются усталостная прочность и износостойкость. Сущность способа состоит в том, что под давлением деформирующего элемента микронеровности поверхности детали пластически деформируются (сминаются), заполняя впадины микропрофиля обрабатываемой поверхности.
Ультразвуковое упрочнение заключается в том, что специальный инструмент (гладилка) получает вибрацию с частотой не менее 18 кГц, создает ударное воздействие на упрочняемую поверхность и, перемещаясь вдоль поверхности, подвергает ее пластическому деформированию.
Дробеструйная обработка служит для упрочнения рессор, пружин, валов, зубчатых колес и сварных швов. Усталостная прочность обработанных деталей повышается на 20...60 % и твердость – до 40 %.
Чеканку выполняют наклепом поверхностей деталей (галтелей коленчатых валов, зубчатых колес и сварных швов) ударами специальных бойков.